螺纹加工--攻螺纹ppt课件
- 格式:ppt
- 大小:2.67 MB
- 文档页数:22

6.5 攻丝工艺编程
6.5.1 攻丝加工的内容、要求
用丝锥在工件孔中切削出内螺纹的加工方法称为攻螺纹;
攻丝加工的螺纹多为三角螺纹,为零件间连接结构,常用的攻丝加工的螺纹有;牙型角为60°的公制螺纹,也叫普通螺纹;牙型角为55°的英制螺纹;用于管道连接的英制管螺纹和圆锥管螺纹。本节主要涉及的攻丝加工的是公制内螺纹,熟悉有关螺纹结构尺寸、技术要求的常识,是学习攻丝工艺的重要基础。
普通螺纹的基本尺寸如下:
(1)螺纹大径:d=D (螺纹大径的基本尺寸与公称直径相同)
(2)中径: d2=D2=d-0.6495P
(3)牙型高度:H=O.5413P
(4)螺纹小径:d1=D1=d-1.0825P
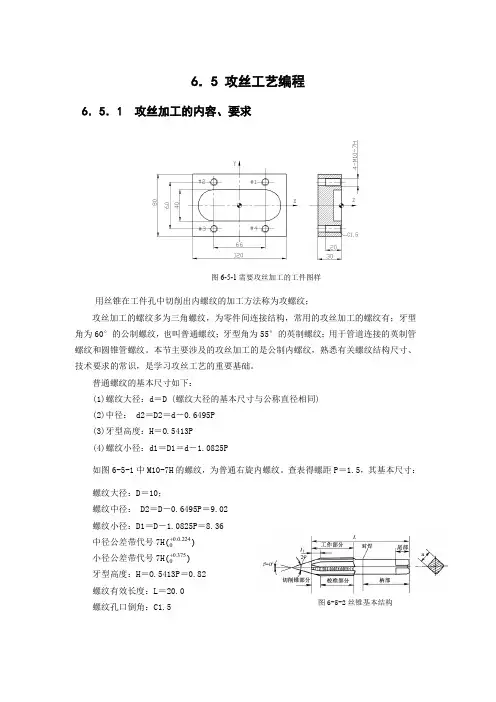
如图6-5-1中M10-7H的螺纹,为普通右旋内螺纹。查表得螺距P=1.5,其基本尺寸:
螺纹大径:D=10;
螺纹中径: D2=D-0.6495P=9.02
螺纹小径:D1=D-1.0825P=8.36
中径公差带代号7H)(0.0.2240
小径公差带代号7H)(0.3750
牙型高度:H=O.5413P=0.82
螺纹有效长度:L=20.0
螺纹孔口倒角:C1.5
图6-5-1需要攻丝加工的工件图样
图6-5-2丝锥基本结构 6.5.2 丝锥及选用
丝锥加工内螺纹的一种常用刀具,其基本结构是一个轴向开槽的外螺纹,如图6-5-2所示。螺纹部分可分为切削锥部分和校准部分。切削锥磨出锥角,以便逐渐切去全部余量;校准部分有完整齿形,起修光、校准和导向作用。工具尾部通过夹头和标准锥柄与机床主轴锥孔联接。
攻丝加工的实质是用丝锥进行成型加工, 丝锥的牙型、螺距、螺旋槽形状、倒角类型、丝锥的材料、切削的材料和刀套等因素,影响内螺纹孔加工质量。
根据丝锥倒角长度的不同,丝锥分为:平底丝锥;插丝丝锥;锥形丝锥。丝锥倒角长度影响CNC加工中的编程深度数据。
丝锥的倒角长度可以用螺纹线数表示,锥形丝锥的常见线数为8~10,插丝丝锥为3~5,平底丝锥为1~1.5。各种丝锥的倒角角度也不一样,通常锥形丝锥为4°~5°,插丝丝锥为8°~13°,平底丝锥为25°~35°。

攻螺纹的操作方法及要领
攻螺纹是一种常用的金属加工操作,主要用于在工件内部或外部形成螺纹孔或螺纹柱。以下是攻螺纹的操作方法及要领:
1. 准备工作:选择合适的攻丝刀和螺纹公差,确定攻丝刀的孔径、攻丝头数和螺距等参数。
2. 夹紧工件:将待攻螺纹的工件安装在机床上,并用工具夹紧以确保稳定。
3. 定位:通过切割液或卸去外壳等方式定位攻丝刀的起始位置。
4. 预钻孔:在需要攻螺纹的位置先行预钻适当大小的孔,以提供攻螺纹刀具进入的通道。
5. 进给速度:根据工件材料和攻丝刀的类型选择合适的进给速度,以确保切削效果和刀具的寿命。
6. 攻螺纹切削:开始攻螺纹切削,保持稳定的切削压力,避免过快或过慢的切削速度。
7. 冷却润滑:使用切削液或润滑油进行冷却和润滑,以减少摩擦,防止切削刃的过热。
8. 清洁和检查:完成螺纹切削后,清洁工件和攻丝刀,检查螺纹质量和尺寸是否符合要求。
9. 螺纹测量:使用测量工具测量螺纹的深度、直径、螺距等参数,以确保符合设计要求。
10. 完善工艺:根据实际情况完善攻螺纹的工艺,进行必要的修正和调整,以提高加工质量和效率。
在操作过程中,要注意以下要点:
- 选择合适的攻丝刀和螺纹公差,以确保最终的螺纹质量。
- 确保工件稳定夹紧,防止在切削过程中发生移位和抖动。
- 控制进给速度和切削压力,避免过快或过慢导致切削问题。
- 使用切削液或润滑油冷却和润滑,以提升切削效果和刀具寿命。
- 清洁和检查工件和攻丝刀,确保螺纹质量和尺寸符合要求。
- 进行螺纹测量和质量检验,以确保螺纹满足设计要求。
- 不断优化工艺,根据实际情况进行调整和改进。

学必求其心得,业必贵于专精
攻丝和套丝
一、攻丝
1。 攻丝的概念
利用丝锥在圆柱孔内表面上加工出内螺纹的操作.
2. 攻丝工具
铰手和丝锥(见图)
铰手和丝锥
3。 丝锥的结构
切削部分、校正部分、工作部分、柄部、端方。
4. 攻丝前底孔大小的确定
钻头直径: d = D-P
式中 D—内螺纹大径(mm),
P—螺距(mm)
5. 攻丝操作时的注意事项 学必求其心得,业必贵于专精
① 钻孔后孔口倒角(90°)(如果是通孔则两面孔口都应倒角);
② 攻丝时丝锥垂直于孔的中心线的垂直面;
③ 当丝锥切入1~2圈时,用目测或直角尺前后、左右两个方向检查丝锥是否垂直,并校正,攻丝时,每扳铰杠1/2~1圈时,要倒转约1/2圈,使切屑断裂易于排出,
攻丝时应顺时针旋转,若感到吃力时即逆时针旋转180度。再吃力时适当加一点冷却液(根据被攻工件的材质而定);
④ 据螺孔和材料的要求,头锥和二锥、三锥按顺序使用。
攻螺纹(如图)
攻螺纹示意图
I. 二、套丝
1。 套丝的概念
利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2。 套丝工具
板牙和板牙架 学必求其心得,业必贵于专精
3. 板牙结构
切削部分、校准部分和排屑孔
4。 套丝前圆柱杆直径的确定
圆柱杆直径:d0=d-0。13P
式中 d0—圆柱杆直径(mm);
d—外螺纹大径(mm); P-螺距(mm))。
5. 套丝操作时的注意事项
① 套丝前需把圆柱杆的端头(2mm~3mm) 倒角成150~200的圆锥体;
② 套丝时应保持板牙端面与圆柱杆轴线垂直;
③ 套丝开始时双手顺时针均匀旋转板牙,并施加轴向压力,当板牙切入后取消压力;
④ 为了断屑,板牙要经常逆时针旋转,为了 提高螺纹表面质量和板牙使用寿命,要加切削液。 学必求其心得,业必贵于专精

攻螺纹的操作方法及步骤
攻螺纹是一种常用的加工方法,可以用于制作螺纹孔或螺纹柱。以下是攻螺纹的一般操作方法及步骤:
1. 确定要攻螺纹的工件材料和螺纹规格,并选择合适的攻丝。
2. 将工件固定在工作台上,并用卡盘等装夹工具保持稳定。
3. 使用钻头钻一个适当大小的导孔,在要攻螺纹的位置上。
4. 使用适当大小的直纹钻修整导孔,使其略小于攻丝的直径。
5. 用攻丝夹具将攻丝固定在攻丝头上,并用扳手将攻丝头安装在导孔上。
6. 适量涂抹一些攻丝油或切削液在攻丝头和工件的接触面上,以降低摩擦和延长工具寿命。
7. 用调速器将机床调整到低速,开始转动工件和攻丝头。
8. 轻轻而稳定地向下施加一定程度的压力,开始攻螺纹。
9. 注意避免用力过猛或向侧面施加压力,以防攻丝头断裂或螺纹质量差。
10. 攻丝完成后,使用合适的工具将攻丝头逆时针旋转一段距离,使其螺纹与工件的螺纹分离。
11. 注意安全,及时清理工作台和废屑,以及维护和保养工具。
以上是一般攻螺纹的操作方法及步骤,注意在实际操作中要根据具体情况和使用的设备来进行调整和实施。在使用攻丝头之前,最好进行一些实验和测试,以得到最佳结果。