三次拉伸模具设计及分析
- 格式:pdf
- 大小:3.18 MB
- 文档页数:24

拉伸模的常见缺陷分析~1壁破裂分析方筒拉深的直边部和角部变形不均匀,随着拉深的进行,板厚只在角部增加,从而研磨了的压边圈,压边力集中于角部,同时,也促进了加工硬化,为此,弯曲和变直中所需要的力就增大,拉深载荷集中于角部,这种拉深的行程载荷曲线载荷峰值出现两次。
第一峰值与拉深破裂相对应,第二峰值与壁破裂相对应。
就平均载荷而言,第一峰值最高,就角部来说,在加工后期由于拉深载荷明显地向角部集中,在第二峰值就往往出现壁破裂。
与碳素钢板(软钢板)相比较,18—8系列不锈钢由于加工硬化严重,容易发生壁破裂。
即使拉深象圆筒那样的均匀的产品,往往也会发生壁破裂。
原因及消除方法1.制品形状①拉深深度过深。
由于该缺陷是在深拉深时产生的,如将拉深深度降低即可解决。
但是必须按图纸尺寸要求进行拉深时,用其他方法解决的例子也很多。
② rd、rc过小。
由于该缺陷是在方筒角部半径(rc)过小时发生的,所以就应增大rc。
凹模圆角半径(rd)小而进行深拉深时,也有产生壁破裂的危险。
如果产生破裂,就要好好研磨(rd),将其加大。
消除方法① 拉深深度过大。
胀形超过极限而引起纵向裂纹;另外,在精整时,纵向或横向胀形若超过极限,也会引起破裂。
总之,破裂的直接原因,与胀形超限是一致的。
因此,超过变形极限而产生破裂,从形式上讲,就是拉深深度过深,如果降低拉深深度,成形条件就会变好。
② 凹模圆角半径(rd)过小。
由于是胀形变形,如果超过材料所具有的变形极限,就会产生破裂。
因此,合理的rd既能防止凸缘部裂纹的产生,又能补充材料。
作为改善材料流入条件的方法之一,是增大凹模圆角半径(rd)。
增大rd虽然防止了破裂产生,但这时的rd比图纸尺寸大,为使rd达到图纸要求,应增加一道精整工序。
2.冲压条件①压边力过大只要不起皱,就可降低压边力。
如果起皱是引起破裂的原因,则降低压边力必须慎重。
如果在整个凸缘上发生薄薄的折皱,又还在破裂地方发亮,那就可能是由于缓冲销高度没有加工好,模具精度差,压力机精度低,压边圈的平行度不好及发生撞击等局部原因。
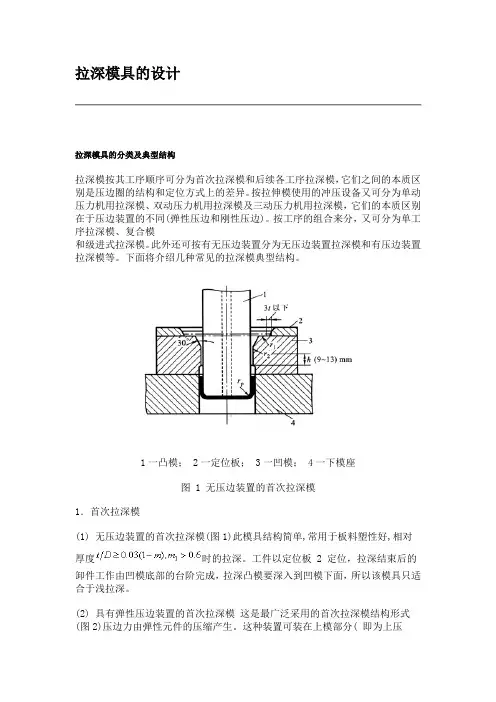
拉深模具的设计拉深模具的分类及典型结构拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。
按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。
按工序的组合来分,又可分为单工序拉深模、复合模和级进式拉深模。
此外还可按有无压边装置分为无压边装置拉深模和有压边装置拉深模等。
下面将介绍几种常见的拉深模典型结构。
1一凸模; 2一定位板; 3一凹模; 4一下模座图 1 无压边装置的首次拉深模1.首次拉深模(1) 无压边装置的首次拉深模(图1)此模具结构简单,常用于板料塑性好,相对厚度时的拉深。
工件以定位板 2 定位,拉深结束后的卸件工作由凹模底部的台阶完成,拉深凸模要深入到凹模下面,所以该模具只适合于浅拉深。
(2) 具有弹性压边装置的首次拉深模这是最广泛采用的首次拉深模结构形式(图2)压边力由弹性元件的压缩产生。
这种装置可装在上模部分( 即为上压边 ) ,也可装在下模部分( 即为下压边 ) 。
上压边的特征是由于上模空间位置受到限制,不可能使用很大的弹簧或橡皮,因此上压边装置的压边力小,这种装置主要用在压边力不大的场合。
相反,下压边装置的压边力可以较大,所以拉深模具常采用下压边装置。
(3) 落料首次拉深复合模图 3 为在通用压力机上使用的落斜首次拉深复合模。
它一般采用条料为坯料,故需设置导料板与卸料板。
拉深凸模 9 的顶面稍低于落料凹模 10 ,刃面约一个料厚,使落料完毕后才进行拉深。
拉深时由压力机气垫通过顶杆 7 和压边圈 8 进行压边。
拉深完毕后靠顶杆 7 顶件,卸料则由刚性卸料板 2 承担。
1一凸模; 2一上模座; 3一打料杆; 4一推件块; 5一凹模;6一定位板; 7一压边圈; 8一下模座; 9一卸料螺钉图 2 有压边装置的首次拉深模(4) 双动压力机上使用的首次拉滦模(图 4) 因双动压力机有两个滑块,其凸模1 与拉深滑块( 内滑块 ) 相连接,而上模座 2(上模座上装有压边圈3) 与压边滑块(外滑块)相连。

复杂飞机蒙皮拉伸成形模具设计方法分析飞机是一个国家工业的重要体现,蒙皮是飞机中的重要组件,为保证飞机蒙皮的强度和成型在蒙皮的生产中需要采用蒙皮拉伸成形工艺。
在以往的蒙皮拉伸成形工艺中拉形模的设计缺乏实用、详细的设计情况,致使飞机蒙皮毛料拉形过程中使得蒙皮拉伸时的延伸率不尽相同从而影响飞机蒙皮拉伸后的性能。
文章在分析飞机蒙皮拉伸成形特点的基础上提出了一种基于“截面线等长”的拉形模型面设计方法,在飞机蒙皮拉伸成形的过程中通过工艺补充设计从而使得飞机蒙皮拉伸成形时模具沿着各个拉伸方向上的截面线长度尽可能的相差不大,而后再通过工艺补充面的曲率和切向的调整从而使得飞机蒙皮毛料在拉伸时应力分布更为均匀。
标签:飞机蒙皮拉伸成形;模具设计;模拟分析前言拉形模主要被应用于飞机蒙皮等种类零件的拉形加工中,通过飞机蒙皮拉伸成形可以使得飞机蒙皮毛料形成表面光滑、曲率较大的成型蒙皮。
在以往拉形模的设计中往往是根据设计人员的经验进行对比类的设计,在加上一些零件理论外形设计指导原则构成了对于飞机蒙皮拉伸成形模型的型面设计。
以往的飞机蒙皮拉伸成形模型的设计较为粗略,与现今高速发展的飞机蒙皮制造需求不相适宜。
传统的经验飞机蒙皮拉伸成形模具型面会使得飞机蒙皮毛料变形较大,需要修改甚至严重的直接导致蒙皮报废。
在飞机蒙皮拉伸成形模具的设计过程中应当积极引入有限元设计方法,通过对飞机蒙皮拉伸成形模具的模拟仿真在提高飞机蒙皮拉伸成形模具设计质量的同时缩短飞机蒙皮拉伸成形模具的设计周期。
1 飞机蒙皮拉伸成形模具型面设计方法在飞机蒙皮拉伸成型中,多采用的是夹口夹紧矩形飞机蒙皮毛料的边缘拉紧后使得矩形蒙皮贴近模具从而获得模具表面所具有的型面形状。
在这种加工方式下,材料的流动受到了极大的制约将不利于材料变形能力的体现。
在飞机蒙皮拉伸成形的过程中,材料的应变对于飞机蒙皮拉伸成形质量有着极为重要的影响,在飞机蒙皮拉伸成形过程中所出现的破裂、滑移線等的缺陷都与材料的不均匀变形密切相关。

不锈钢板拉伸模具的间隙不锈钢板拉伸模具的间隙在塑料加工过程中起着重要的作用。
它影响着成品的质量和外观,因此合理的模具间隙设计对于保证产品品质至关重要。
本文将深入探讨不锈钢板拉伸模具的间隙的重要性、设计原则以及常见问题和解决方案。
一、不锈钢板拉伸模具间隙的重要性不锈钢板拉伸模具的间隙是指模具的两个部分之间的距离。
适当的间隙设计可以确保产品的尺寸精度、表面质量和外观一致性。
具体来说,合理的模具间隙设计可以实现以下几个方面的优势:1. 避免产品尺寸偏差:适当的模具间隙可以确保产品的尺寸精度,避免因过紧或过松的间隙而导致产品的尺寸偏差。
2. 提高产品质量:合适的间隙设计可以保证产品成型时的表面质量,避免因过紧的间隙产生划痕、痕迹或因过松的间隙产生折痕等缺陷。
3. 保证产品的外观一致性:模具间隙的合理设计可以保证产品的外观一致性,避免因间隙不一致而导致产品表面的凹凸不平或其他不良现象。
二、不锈钢板拉伸模具间隙的设计原则在设计不锈钢板拉伸模具的间隙时,应考虑以下原则:1. 根据塑料材料的性质和特点选择合适的间隙:不同的塑料材料在拉伸过程中的变形特性不同,因此在设计模具间隙时应根据具体的塑料材料的性质和特点选择合适的间隙。
2. 考虑产品的尺寸和形状:产品的尺寸和形状不同,对模具间隙的要求也不同。
在设计模具间隙时应考虑产品的尺寸和形状,以确保产品的尺寸精度和表面质量。
3. 考虑模具的材料和制造工艺:模具的材料和制造工艺也会对模具间隙的设计产生影响。
在设计模具间隙时应考虑模具的材料和制造工艺,以确保间隙的稳定性和一致性。
三、常见问题和解决方案在不锈钢板拉伸模具的使用过程中,可能会遇到一些常见的问题。
下面将介绍一些常见问题和相应的解决方案:1. 模具间隙过紧:如果模具间隙过紧,可能导致产品表面出现划痕或痕迹。
解决方案是适当增大模具间隙或采用合适的润滑剂来减小表面摩擦。
2. 模具间隙过松:如果模具间隙过松,可能导致产品出现折痕或形状不一致。