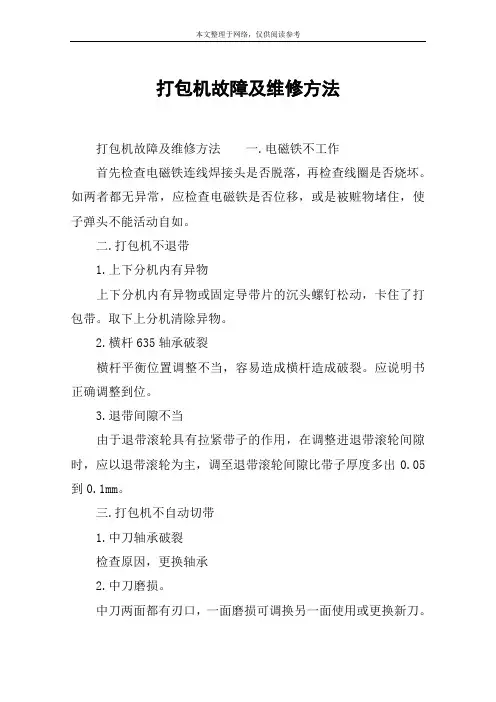
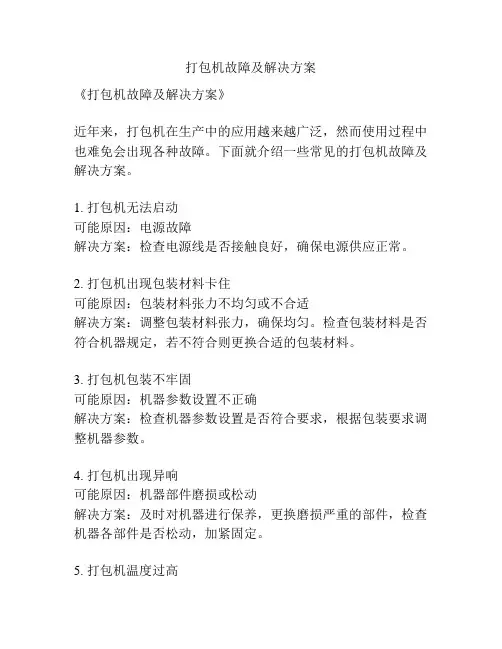
打包机故障判断和维修
- 格式:doc
- 大小:3.12 MB
- 文档页数:3
4、滚轮轴松动
4、更换轴承及轴
5、电机皮带太松
5、更换皮带
刹车
装置
1、摩擦片及弹性钢片是否完好
1、损坏更换
2、间隙是否太大或太小
2、调整间隙0.2-0.3MM之间
3、主电机制动器与摩擦片之间是否有油污
3、清理油污
无法
打包
1、急停按钮被按下
1、按钮复位
2、保险丝熔断
2、检查电路、更换保险丝
6、适当调高压带板
7、中顶刀固定不牢固产生位移,复位不能到位,使得带头无导板导向而乱窜
7、中顶刀经调整或拆装后应固定牢固及中顶体和体坐抹润滑油
8、打包带的宽度、厚度太大或太小及弯曲太甚等质量问题
8、更换符合标准的打包带
捆不紧
1、捆紧调节装置处于较松位置1、源自整捆紧调节装置2、卡带块不灵活
2、卡带块两侧及内孔涂抹润滑油
7、使用的打包带太薄,太薄造成中顶压力不足
7、在中顶刀下加装厚度不大于0.5mm的垫片
送带
不到位
1、杠杆拉簧力量太大或太小
1、适当调整滚轮压力
2、滑板组合滑动不畅
2、清理及添加润滑油
3、框架转角磨损
3、进行更换
4、带仓内储带量少
4、调整预送带机构
5、带头劈裂
5、适当调小捆紧力及检查中顶刀刀头
6、压带板太低,与摆杆底面间隙太小,影响带子自由进退
包带粘接效果不好
1、加热片温度过高或过低
1、调节加热温度
2、加热片连接导线氧化
2、清洗加热片及导线连接螺丝紧固
3、加热片变形,不能插入两层带之间,上下两层带不能粘合
3、调整加热片外形或更换
4、带头未能到达预定位置
4、调整送带装置
5、捆紧力太大导致带头劈裂
5、适当调小捆紧力
6、中顶体内压力不足
6、更换中顶体压簧及更换小轴及轴承
MH-103B打包机故障
工作原理:
打包物体基本处于机器中间,首先右顶上升,压紧带的前端,把带子收紧捆在物体上,随后左顶体上升,压紧下层带子的适当的位置,加热片伸进两带子中间,中顶刀上升,切断带子,最后把下一捆扎带送到位,完成一个工作循环。
MH-103B自动捆扎机常见故障及排除方法
故障
产生原因
排除方法
3、卡带块磨损太大
3、更换卡带块
4、卡带块的齿槽间塞满带屑
4、清理卡带块的齿槽
5、拔杆拉簧断裂
5、更换拔杆拉簧
6、摆杆推动轴承破裂
6、更换摆杆推动轴承
7、扭簧断裂
7、扭簧断裂
拉大圈
1、退带时间不够
1、检查退带电机接近开关及其探头
2、退带力量太大或太小
2、调节退带顶杆与杠杆的间隙
3、框架阻力太大
3、检查清理框架
4、更换轴承及轴
5、电机皮带太松
5、更换皮带
刹车
装置
1、摩擦片及弹性钢片是否完好
1、损坏更换
2、间隙是否太大或太小
2、调整间隙0.2-0.3MM之间
3、主电机制动器与摩擦片之间是否有油污
3、清理油污
无法
打包
1、急停按钮被按下
1、按钮复位
2、保险丝熔断
2、检查电路、更换保险丝
6、适当调高压带板
7、中顶刀固定不牢固产生位移,复位不能到位,使得带头无导板导向而乱窜
7、中顶刀经调整或拆装后应固定牢固及中顶体和体坐抹润滑油
8、打包带的宽度、厚度太大或太小及弯曲太甚等质量问题
8、更换符合标准的打包带
捆不紧
1、捆紧调节装置处于较松位置1、源自整捆紧调节装置2、卡带块不灵活
2、卡带块两侧及内孔涂抹润滑油
7、使用的打包带太薄,太薄造成中顶压力不足
7、在中顶刀下加装厚度不大于0.5mm的垫片
送带
不到位
1、杠杆拉簧力量太大或太小
1、适当调整滚轮压力
2、滑板组合滑动不畅
2、清理及添加润滑油
3、框架转角磨损
3、进行更换
4、带仓内储带量少
4、调整预送带机构
5、带头劈裂
5、适当调小捆紧力及检查中顶刀刀头
6、压带板太低,与摆杆底面间隙太小,影响带子自由进退
包带粘接效果不好
1、加热片温度过高或过低
1、调节加热温度
2、加热片连接导线氧化
2、清洗加热片及导线连接螺丝紧固
3、加热片变形,不能插入两层带之间,上下两层带不能粘合
3、调整加热片外形或更换
4、带头未能到达预定位置
4、调整送带装置
5、捆紧力太大导致带头劈裂
5、适当调小捆紧力
6、中顶体内压力不足
6、更换中顶体压簧及更换小轴及轴承
MH-103B打包机故障
工作原理:
打包物体基本处于机器中间,首先右顶上升,压紧带的前端,把带子收紧捆在物体上,随后左顶体上升,压紧下层带子的适当的位置,加热片伸进两带子中间,中顶刀上升,切断带子,最后把下一捆扎带送到位,完成一个工作循环。
MH-103B自动捆扎机常见故障及排除方法
故障
产生原因
排除方法
3、卡带块磨损太大
3、更换卡带块
4、卡带块的齿槽间塞满带屑
4、清理卡带块的齿槽
5、拔杆拉簧断裂
5、更换拔杆拉簧
6、摆杆推动轴承破裂
6、更换摆杆推动轴承
7、扭簧断裂
7、扭簧断裂
拉大圈
1、退带时间不够
1、检查退带电机接近开关及其探头
2、退带力量太大或太小
2、调节退带顶杆与杠杆的间隙
3、框架阻力太大
3、检查清理框架