AS法煤气脱硫工艺存在问题及改进途径
- 格式:docx
- 大小:150.41 KB
- 文档页数:7
陈雪丽 李庆生(山东省冶金设计院股份有限公司,济南 250101)
1 AS煤气脱硫工艺流程
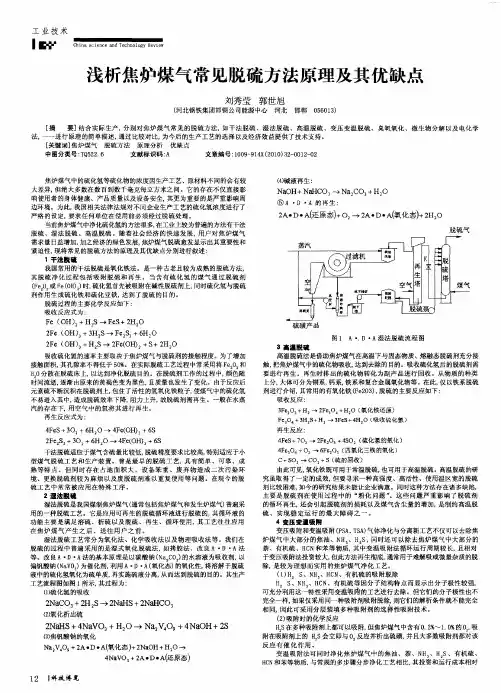
氨水法煤气脱硫工艺是以焦炉煤气中的氨为碱液,采用氨硫循环洗涤工艺脱除焦炉煤气中的硫化氢,简称为AS法。该法属于吸收法煤气脱硫工艺,由洗涤装置和脱酸蒸氨装置组成。在煤气洗涤装置中,将脱硫塔配置在洗氨塔前,以水洗氨得到的富氨水和脱酸蒸氨装置返回的脱酸贫液为洗涤水,用于脱除煤气中的硫化氢,含氨和硫化氢的富液送往脱酸蒸氨装置。在脱酸蒸氨装置中,富液通过解析得到脱酸贫液和蒸氨废水,再送回煤气洗涤装置循环使用。解析得到的含硫化氢的酸性气体用于制取元素硫,氨汽在还原气氛下分解,回收低热值尾气,其工艺流程图见图1。
图1 AS煤气脱硫工艺流程
1.1 脱硫洗氨
该装置可以设置在鼓风机前也可以设置在鼓风机后。设置在鼓风机前负压操作,不需要设置预冷装置,可节省低温水消耗。初冷后的煤气经电捕焦油器以22℃进入脱硫塔。在脱硫塔脱硫段用两部分氨水洗涤煤气中的硫化氢,一部分是从脱硫塔上段喷淋的22℃富氨水;另一部分是来自脱酸塔的22℃的脱酸贫液。脱硫塔底部排出的富液经冷却后,部分用于脱硫塔循环喷洒,部分经换热后送至脱酸塔。在脱硫塔上段用两部分氨水洗涤煤气中的氨和硫化氢,一部分是来自鼓风冷凝工序的剩余氨水;另一部分来自洗氨塔的半富氨水。
煤气由脱硫塔的上部离开,进入洗氨塔,与自上而下的洗涤液逆流接触。洗氨塔喷洒的吸收液为挥发氨蒸馏塔底排出的蒸氨废水,并经冷却器冷却至22℃。脱氨后的煤气去洗苯塔,洗氨后的半富氨水经换热后去脱硫塔。
1.2 脱酸蒸氨
由脱硫洗氨送来的经过过滤的富液,2/3经换热至83℃后,从脱酸塔中部进入。其余1/3的冷富液送到脱酸塔上部。在脱酸塔中,酸性气体从富液中解析出来。解析热量由蒸氨塔的氨气提供。从脱酸塔塔顶逸出的酸性气体进入克劳斯炉回收硫磺。脱酸塔底的脱酸贫液经冷却后送至脱硫塔吸收硫化氢。剩余部分脱酸贫液送至挥发氨蒸馏塔及固定铵蒸馏塔。固定铵蒸馏塔底的蒸氨废水经冷却后送往污水处理,挥发氨蒸馏塔塔底的蒸氨废水送至洗氨塔洗氨。
1.3 氨分解及硫磺回收 由脱酸蒸氨来的含氨、硫化氢、氰化氢及二氧化碳的酸性气体,经压力调节后进入克劳斯炉,其中约1/3的酸性气体进入克劳斯炉的燃烧器,其中的硫化氢与空气燃烧生成SO2;其余约2/3的酸性气体直接进入克劳斯炉。在此,硫化氢与SO2进行克劳斯反应,生成元素硫。反应式为:
硫化氢的氧化燃烧: H2S+3/2O2 → SO2+H2O
克劳斯反应: 2H2S+ SO2 → 3/2 S2+2 H2O
整个反应为放热反应,炉中高温主要依靠化学反应热来维持。当酸性气体中硫化氢含量较低、放出的热量不足以维持反应所需的温度时,尚需向克劳斯炉中通入少量煤气,以维持克劳斯炉中反应所需的热量。
酸性气体中的NH3及HCN在1100℃催化裂解。反应式为:
2NH3 → N2+H2
HCN+H2O → 1/2N2+ 3/2H2 +CO
由克劳斯炉排出的高温过程气,经废热锅炉回收余热生产饱和蒸汽。约有60%液态硫通过硫密封槽流入硫罐存储。离开废热锅炉的工艺气仍然含有H2S和SO2,在硫反应器里进一步进行克劳斯反应生成元素硫。再经硫冷凝器和硫分离器分出液态硫磺后流入硫罐储存。尾气经捕雾器,最终从焦炉的烟囱中排放。用泵将液态硫磺送至硫磺结片机,经冷却结晶得产品硫磺。
2 AS煤气脱硫的影响因素
2.1 气液接触时间的影响
煤气在用氨水洗涤过程中发生以下反应:
H2S+NH4OH → H2O+NH4HS
HCN+ NH4OH → NH4OH+H2O CO2+NH4OH → NH4HCO3
由于硫化氢与氨的反应速率比CO2快得多,因此在气液接触时间≤5s的情况下,氨水溶液能从煤气中选择性的吸收H2S。
2.2 洗涤液含氨量的影响
在气液两相接触时间一定的条件下,吸收液中的氨含量与煤气中H2S含量的比值约大,硫化氢的脱除率越高。一般情况下要求氨硫比必须达到5左右。同时,洗涤液中硫化氢和二氧化碳的浓度越高,硫化氢气相分压就越大,煤气的脱硫效率越低。
2.3 吸收过程的操作温度的影响
初冷器将煤气温度降至22℃左右,但经鼓风机加压而使煤气温度上升,故在脱硫装置需增加预冷装置,以保证脱硫温度控制在22±1℃。氨硫循环洗涤过程为放热反应,为了提高脱硫效率,必须在恒温下操作。同时操作温度升高,将使吸收液中氨的浓度下降,脱硫效率也随之降低。AS法脱硫工艺操作温度取决于煤气温度和入塔洗涤液的温度。
2.4 循环吸收液的再生
送往脱硫塔的循环喷洒液应当不含或仅含少量的H2S,否则会影响脱硫效率。因此吸收液必须进行解析再生,即在脱酸塔中脱除溶液中的H2S、CO2等酸性气体组分。
3 存在问题及解决途径
AS法焦炉煤气脱硫工艺在操作中存在的问题归纳起来可概括为:堵塞、腐蚀和脱硫效率低。
3.1 堵塞问题 AS法煤气脱硫系统产生堵塞的主要原因是带入系统的焦油物过多,造成脱硫塔填料堵塞、换热设备堵塞以及脱酸蒸氨系统的设备堵塞。焦油物带入的途径主要有煤气和剩余氨水带入。解决的途径主要是把好初冷、电捕和剩余氨水除焦油这三个关键环节。
当前,各焦化厂均采用横管初冷器,煤气冷却效果好,在保持初冷后煤气温度22℃的情况下,煤气中的含萘量可达到400mg/m3以下;采用蜂窝式电捕焦油器可达到器后煤气中的焦油雾含量在20mg/m3。但是剩余氨水除焦油装置,不少企业未达到理想的效果,采用过滤的方式效果差,一般除油效果只能达到30%左右,解决好剩余氨水除焦油这个环节是保证煤气系统防止堵塞的重要保证。根据首钢焦化厂的经验,采用剩余氨水静置分离的方式取得了良好效果,只要采用两台540m3贮槽(槽高14m,直径7m)串联操作,除油效率可达到95%左右。笔者建议今后剩余氨水除焦油应采用先静置分离、后气浮除油的工艺,以确保除油后剩余氨水含有达到20mg/L的要求。
3.2 腐蚀问题
腐蚀问题因不同的工艺流程有差异,发生的腐蚀部位不尽相同,但基本上发生在以下几个方面,即脱硫装置的贫、富液管道,氨汽、酸性气体管道以及贫、富液贮槽顶部空间,绝大部分都是焊缝腐蚀。此外,在氨分解硫回收装置的尾气管道发生腐蚀,这也是较为普遍的现象。解决好腐蚀问题的关键是在含有NH3、H2S和HCN介质的气相管道(如酸性气体、氨汽),管道和设备的材质应选用耐腐蚀的不锈钢。一般贫、富液管道及贮槽可选用无缝钢管。但关键是必须对接触这些腐蚀介质的设备和管道均要做好焊缝的热处理,以消除焊缝热应力,杜绝管道和设备的焊缝腐蚀。而氨分解硫回收尾气管道的腐蚀主要是对过程气H2S/SO2的比例控制失衡,造成尾气中存在大量的SO2而产生硫酸。解决此问题的关键是必须确保硫回收装置的需氧分析仪时刻处于良好的工作状态,一般应将H2S/SO2的比例控制在2.35左右。
3.3 脱硫效率低的问题
AS法脱硫是以焦炉煤气中的氨为碱源的湿式吸收法脱硫,一般洗氨塔后煤气含H2S要求达到≤0.5g/m3。吸收是在低温下操作,往往外部生产条件不具备,如初冷后的煤气温度下不来,预冷温度不达标,洗氨、脱酸蒸氨操作制度波动大等原因,使得脱硫塔后煤气中的H2S含量偏高。但是,对于在常压下操作的AS法脱硫系统,其脱硫效果还是不够理想,尤其我国环保要求日益严格的情况下,更是难以适应现行《焦化行业准入条件》中的要求。为此,要想提高AS法脱硫效果低的问题,就必须对其工艺进行完善和创新。目前,我国已开发出采用水解脱氰、压力脱酸的FAS法脱硫,该工艺能将AS法脱酸贫液中的H2S含量由2.5g/L降低到0.2~0.3g/L,以提高脱硫效率,脱硫塔后煤气H2S含量可达到≤0.25g/m3,以满足《焦化企业准入条件》中的要求。
4 结语
近二十年的生产实践表明,AS法煤气脱硫工艺虽具有其他其他流程无可比拟的优点,但也存在着一些不足,这需要在实际生产中不断完善和优化。特别是由于脱硫效率低,净煤气中的硫化氢含量难以满足《焦化企业准入条件》中的要求。目前,带有水解脱氰和压力脱酸的FAS法已较好地解决了AS法存在的上述问题,不仅提高了煤气脱硫的效率,而且也很好地解决了压力脱酸的腐蚀问题,值得推广应用。