包装验证试验报告-PE包装袋
- 格式:pdf
- 大小:8.23 MB
- 文档页数:8

文件编号:产品包装材料验证报告拟制日期年月日审核日期年月日批准日期年月日版号生效日期年月日有限公司产品包装材料验证报告一、总则1 包装材料的要求依据:YY/T0681.1、YY/T0313 、YZB/国《体》产品注册标准。
用作制造XXXX的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。
2 包装材料的设计必须在满足原定用途的条件下,既能够确保内包装材料的符合性,又把对使用者或患者的安全造成危害的可能性降低到最小程度。
2.1 包装材料与XXXX的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:包装材料的安全性毒性的要求,拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。
2.2 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到XXXX产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。
3 包装材料能够提供对物理、化学和微生物的防护。
3.1包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。
3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。
3.3无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。
3.4 材料的毒性检测。
二、包装完整性试验报告1 试验目的对XXXX的包装系统,按照YY/T0681.1、YY/T0313 和“包装完整性试验方案”进行包装完整性验证,来评价包装系统的符合性。
2 试验样品:XXXX产品及其包装3 试验依据:YY/T0681.1、YY/T0313 、YZB/国0 《XXXX》产品注册标准。
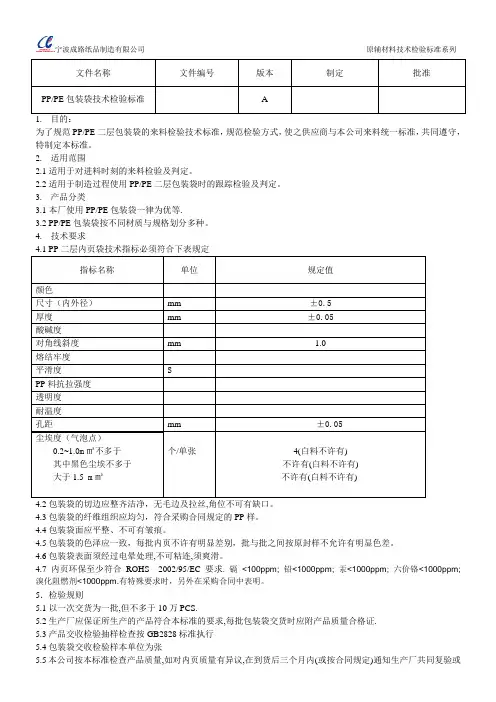
1.目的:为了规范PP/PE二层包装袋的来料检验技术标准,规范检验方式,使之供应商与本公司来料统一标准,共同遵守,特制定本标准。
2.适用范围2.1适用于对进料时刻的来料检验及判定。
2.2适用于制造过程使用PP/PE二层包装袋时的跟踪检验及判定。
3.产品分类3.1本厂使用PP/PE包装袋一律为优等.3.2 PP/PE包装袋按不同材质与规格划分多种。
4. 技术要求4.2包装袋的切边应整齐洁净,无毛边及拉丝,角位不可有缺口。
4.3包装袋的纤维组织应均匀,符合采购合同规定的PP样。
4.4包装袋面应平整、不可有皱痕。
4.5包装袋的色泽应一致,每批内页不许有明显差别,批与批之间按原封样不允许有明显色差。
4.6包装袋表面须经过电晕处理,不可粘连,须爽滑。
4.7内页环保至少符合ROHS 2002/95/EC要求.镉<100ppm;铅<1000ppm;汞<1000ppm;六价铬<1000ppm;溴化阻燃剂<1000ppm.有特殊要求时,另外在采购合同中表明。
5.检验规则5.1以一次交货为一批,但不多于10万PCS.5.2生产厂应保证所生产的产品符合本标准的要求,每批包装袋交货时应附产品质量合格证.5.3产品交收检验抽样检查按GB2828标准执行5.4包装袋交收检验样本单位为张5.5本公司按本标准检查产品质量,如对内页质量有异议,在到货后三个月内(或按合同规定)通知生产厂共同复验或委托检验部门进行复验,若不符合本标准的判定数的规定,则叛为批不合格品,由供应商负责处理,另供应商对提供的材料隐患性质量问题负责。
6.标志、包装、运输、贮存6.1供应商来料时应对包装进行适宜的密封包装,不可受潮,采用可采用瓦楞纸箱包装可回收反复使用,每单位包装上表明生产日期,规格,,生产日期,单位数量(不可少数,仓库入库前必须进行抽查),执行标准代号等。
6.2运输时应使用有篷而洁净的运输工具,产品的防护措施必须适于运输,不至于损坏包装及产品。
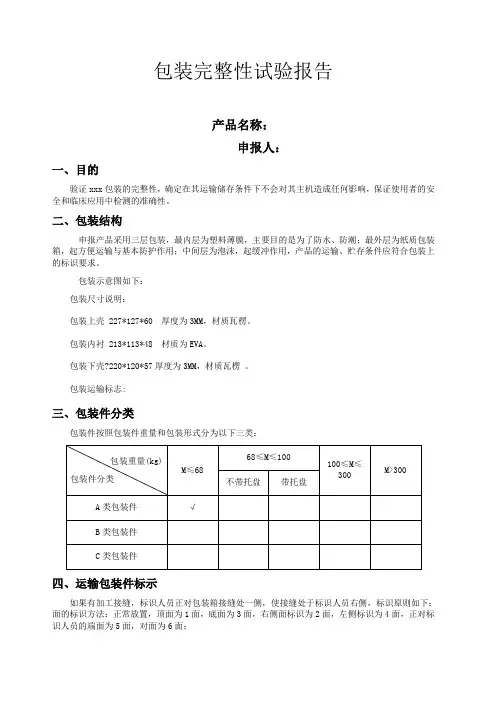
包装完整性试验报告产品名称:申报人:一、目的验证xxx包装的完整性,确定在其运输储存条件下不会对其主机造成任何影响,保证使用者的安全和临床应用中检测的准确性。
二、包装结构申报产品采用三层包装,最内层为塑料薄膜,主要目的是为了防水、防潮;最外层为纸质包装箱,起方便运输与基本防护作用;中间层为泡沫,起缓冲作用,产品的运输、贮存条件应符合包装上的标识要求。
包装示意图如下:包装尺寸说明:包装上壳 227*127*60 厚度为3MM,材质瓦楞。
包装内衬 213*113*48 材质为EVA。
包装下壳?220*120*57厚度为3MM,材质瓦楞。
包装运输标志:三、包装件分类包装件按照包装件重量和包装形式分为以下三类:四、运输包装件标示如果有加工接缝,标识人员正对包装箱接缝处一侧,使接缝处于标识人员右侧,标识原则如下:面的标识方法:正常放置,顶面为1面,底面为3面,右侧面标识为2面,左侧标识为4面,正对标识人员的端面为5面,对面为6面;棱的标识方法:棱的标识方法采用构成该棱的两个面的标号进行标识,例如面1和面2相交构成的棱标识为棱1-2;角的标识方法:角的标识方法采用构成该角的三个面的标号进行标识,例如面2、面3和面5相交而成的角标识为角2-3-5;如果没有加工接缝,将包装箱含有最短边的任意一面正对标识人员按照上述方法进行标识。
如图所示:五、试验项目及方法5.1、跌落试验为了验证产品在搬运期间遭到跌落后产品性能的稳定性。
a、跌落表面应该是混凝土制成的平滑、坚硬的刚性表面;b、跌落区内有无杂物,确保跌落范围内地面清洁;注:W指整箱毛重,H箱跌落前最低点离地点的距离。
跌落高度是指样品最低点与冲击台面的距离,实际跌落高度与预定跌落高度相差不超过±2%。
按以下预定状态,释放试验样品:a、面跌落时,样品的跌落面与水平面面之间的夹角误差最大不超过2°;b、棱跌落时,跌落棱与水平面间夹角误差不超过2°;c、角跌落时,跌落角与水平面夹角误差不超过5°;d、无论何种状态和形状的样品,都应使试验样品的重力线通过被跌落的面、线、点。
NO.:PNS/T-05-53-07-02纸塑包装单包装及产品验证报告版次:B/0版受控状态:受控目录目录 (2)1目的 (3)2范围 (3)3依据文件 (4)4确认小组成员 (4)5 IQ (5)6 OQ (6)7PQ (14)8 包装确认结论 (15)注:1、依据标准ISO11607-1.-2:2006参考GB/T19633-2005;2、本方案包含了IQ/OQ/PQ;3、依据文件部分务必形成文件。
1目的本方案的目的在于对注射针、输血器的初包装设备吸塑包装机进行安装确认和操作确认,以确保能提供合适的包装设备和操作方法。
该设备放置于生产车间。
2范围2.1设备:本次验证确认的设备为吸塑包装机,编号为SB0001。
2.2材料:本次确认使用的材料为PET/PE复合薄膜和60g/m2医用涂胶透析纸。
材料的具体参数见供应商提供资料。
2.3重新确认条件2.3.1 设备相关变动,与吸塑、热封部位的维护、改动。
2.3.2产品包装材料的变更。
2.3.3吸塑、热合模具的修理。
2.3.4使用新的模具。
2.3.5有严重产品相关质量事故的发生。
2.4OQ包括两部分组成:1、确认设备的功能操作;2、确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。
2.5封口过程公司将生产不同型号的注射针以及输血器。
公司外购的PET/PE薄膜和医用透析纸,设备预热后,薄膜经吸塑包装机吸塑成型,放入产品,然后在相应参数条件下与透析纸进行热封。
然后由切断刀将已经热合的包装切割,形成单个产品。
本次确认过程将通过调整温度工艺参数的范围设定,进行比较包装效果,寻找最合适的参数范围。
根据厂家的指导文件,我们采用热封温度200℃作为温度范围的中间值;为了生产效率,速度选择较快速度12m/min。
由于封合压力等的变化对过程的输出性能影响不明显,在这里将不对其做挑战试验。