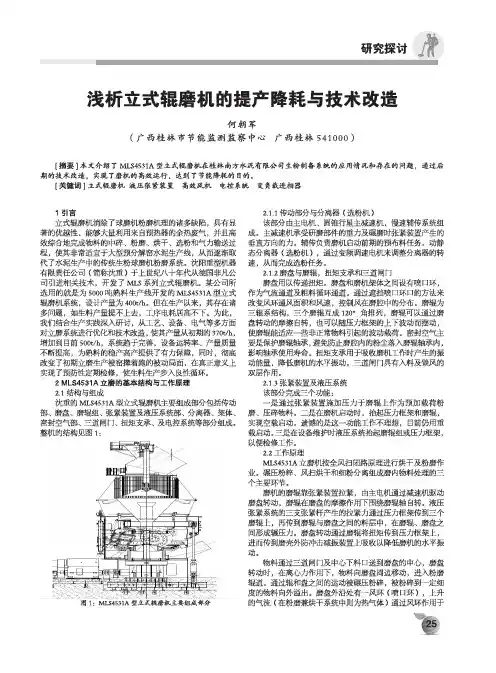
浅析立式辊磨机的提产降耗与技术改造
- 格式:pdf
- 大小:4.59 MB
- 文档页数:3
山西冶金 SHANXI METALLURGY Total 135 No.1,2012
文章编号:1672-一1 152(2012)01—0048—02
立磨生产设备技术改进实践
杨
(山西省冶金研究所, 涛
山西太原 ̄30001)
摘要:通过对磨辊和磨盘堆焊及辊套国产化,选粉机定子、转子叶片,选粉机下锥壳体陶瓷贴块应用,选粉机 出口及出磨风道几个方面的经验论述,对于引进外国先进技术设备国产化,起到一定的促进作用。 关键词:立磨耐磨材料应用经验 中图分类号:TF303 文献标识码:C 收稿日期:2011—12—26
立磨是水泥生产的主要设备,其使用的原料是
大量的冶炼水渣,使废弃物得到充分利用。
立磨存在着磨掼陕、寿命短、维修成本高等问 题,集中表现在磨辊、磨盘磨损,高浓度含尘气体冲
刷造成磨机出口风管、选粉机磨损快等问题 。为了
延长这些关键部件的使用寿命,设备供应商和水泥 生产厂家,从来就没有停止过对性价比高的耐磨材
料的研究。 某公司采用国际先进的粉磨生产工艺,主体设
备采用德国莱歇公司生产的LM56.2+2S的立式辊
磨。该设备自2003年8月12日至2008年l2月31 日共计运行30 000 h,笔者有幸参与了设备安装、调
试及生产维护等工作,现就对立磨耐磨材料的应用 经验总结如下。
1磨辊和磨盘堆焊及辊套国产化
磨辊主要是M型磨辊和磨盘衬板磨损比较严 重,而且磨损发生在一个有限区域内,即靠近大直径
辊宽大约1/4处。由于该立磨供货时随机供有堆焊 机,因此利用检修期间对辊套磨损区进行表面修复,
堆焊过程在磨内自动完成,使用焊条可在奥氏体基
质上形成复合碳。堆焊后耐磨性是辊套基层的1.5~2 倍。但必须注意到辊套首次堆焊的重要性及大型辊
套与小型辊套堆焊方法的区别性[ 。 2004年1O月份,借助某技术部门成功开发
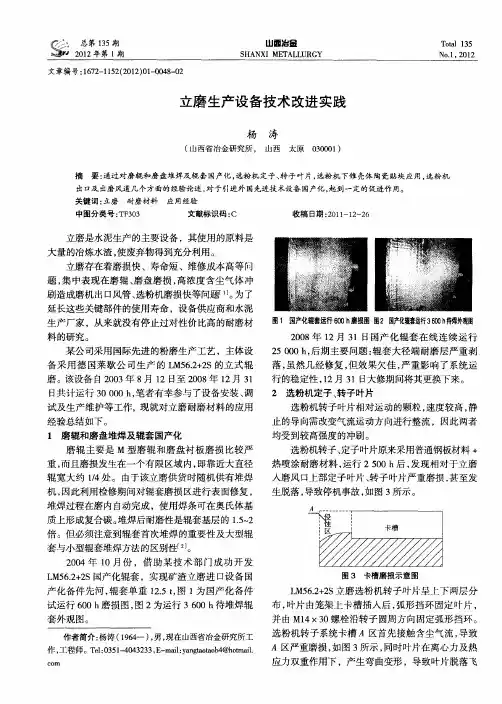
LM56.2+2S国产化辊套,实现矿渣立磨进口设备国
产化备件先河,辊套单重12.5 t,图1为国产化备件 试运行600 h磨损图,图2为运行3 600 h待堆焊辊
科技论坛 民营科技2013年第5期
影响MLS立式辊磨机产量的原因及应对措施
姜利军任玲
(北方重工集团有限公司,辽宁沈阳I10141)
摘要:MLS立式辊磨机是北方重_T-集团有限公司在MPS立磨的基础上自行开发设计的。简要介绍了立磨的结构组成和工作原
理,同时还分析了影响MLS立磨产量的几个方面的因素和应对措施。
关键词:MLS立磨;产量;措施
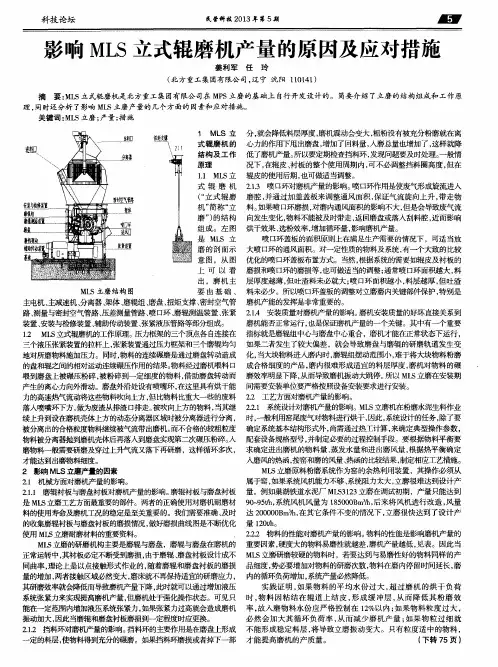
1 MLS立
式辊磨机的
结构及工作
原理
I.I MLS立
式辊磨机
(“立式辊磨
机”简称“立
磨”)的结构
组成。左图
是MLs立 磨的剖面示
意图,从图
上可以看
出,磨机主
MLS立磨结构图 要由基础、
主电机、主减速机、分离器、架体、磨辊组、磨盘、扭矩支撑、密封空气管
路、测量与密封空气管路、压差测量管路、喷口环、磨辊测温装置、张紧
装置、安装与检修装置、辅助传动装置、张紧液压管路等部分组成。
1.2 MLS立式辊磨机的工作原理。压力框架的三个顶点各自连接在
三个液压张紧装置的拉杆上,张紧装置通过压力框架和三个磨辊均匀
地对所磨物料施加压力。同时,物料的连续碾磨是通过磨盘转动造成
的盘和辊之间的相对运动连续碾压作用的结果。物料经过磨机喂料口
喂到磨盘上被碾压粉碎,被粉碎到一定细度的物料,借助磨盘转动而
产生的离心力向外滑动。磨盘外沿处设有喷嘴环,在这里具有烘干能
力的高速热气流动将这些物料吹向上方,但比物料比重大一些的废料
落入喷嘴环下方,做为废渣从排渣口排走。被吹向上方的物料,当其继
续上升到设在磨机壳体上方的动态分离器区域时被分离器进行分离,
被分离出的合格粒度物料继续被气流带出磨机。而不合格的较粗粒度
物料被分离器抛到磨机壳体后再落人到磨盘实现第二次碾压粉碎。人
磨物料一般需要研磨及穿过上升气流又落下再研磨,这样循环多次,
才能达到出磨物料细度。
2影响MLS立磨产量的因素
2.I机械方面对磨机产量的影响。
2.I.I磨辊衬板与磨盘衬板对磨机产量的影响。磨辊衬板与磨盘衬板
立磨磨辊及磨盘衬板的维修与节能探讨
摘 要 立磨磨辊及磨盘衬板的维修的方式主要取决于企业对于时机、风险、费用的考量,企业应就磨机之运转时数、产量、耗电量作详细记录,并对其进行分析,得出最理想的运转修复周期和方法,采取定时维修,以节能降耗为前提。
关键词 磨辊 磨盘 衬板 维修方式 节能
在水泥工业中立磨可分为四类:煤磨、生料磨、水泥磨(磨熟料)、矿渣磨。由于功能不同、磨料不同,所以当磨损导致产量下降而必须加以维修的时机及方法也有相当大的差异。
1 维修时机
当磨辊及磨盘衬板产生磨损过甚时,产量会下降,而产量的下降意味着能源的浪费。以FLSMIDTH ATOX50立磨为例,ATOX50立磨电动机功率约为4 000
kW/h(含立磨主电机、选粉机、进料泵等电动机功率),即每小时要用掉约4 000度电,折合人民币约为2 000余元,一年电耗则约在1 500万元左右。若效率下降10%,则一年电耗损失约150万元,由此产生了能源的极大浪费。所以如果单纯以节能考量,则磨损越少,越早维修越节能。然而拆换磨辊及磨盘衬板是一个耗时、耗力的工程,且牵涉到因停机而造成的停产损失。其实此二者是同样重要的,另因前者是隐形的(电费是整厂合计),虽然此电耗可以单独核算,但大部分业主仅注意到拆换费用,而往往忽略能源浪费所发生的费用,所以笔者于此以数字举例的形式来佐证。
2 拆换费用
拆换费用包括三个项目:更换备品费用;拆换人工费用;停产损失。
2.1 更换备品费用
更换物有二种选择:①新品;②旧品硬面再生堆焊修复。前者的费用随更换次数累积而增加,而后者的硬面堆焊是以堆焊量计价,且堆焊后的使用寿命比新品较长些,故费用会随着更换次数而递减。
2.2 拆换人工费用
此费用仍会随更换次数的增加而俱增,但如采取在线堆焊修复则无此费用。
2.3 停产损失
停产损失视拆换所需时间或在线修复所需时间而定,由于每停产一天将损失几十万甚至上百万(视生产线线能力不同而不同),所以如果单独为了维修磨辊或磨盘衬板而停机,其费用是相当可观,通常必须配合全厂大修来停机,最好是在大修期限内完成磨辊及磨盘衬板的更换或修复。而且这是决定磨辊或磨盘衬板是否可以采取在线堆焊修复的考量重点。一般来说,生料磨和水泥磨由于其堆焊量很大,需要几十天才能完成堆焊修复,如果采取在线施工,则停产损失费用会相当大。
原料立磨提产降耗效益显著
双峰原料立磨在05年上半年运行状况不佳,各项指标不能达到计划要求,其中主要原因是由于磨机安装技术监控不到位和工艺状况不佳,下料角度和研磨轨迹不理想造成磨机振动较大。上半年阴雨天气较长,砂岩破碎不正常,使物流不畅;下半年随着各种影响因素逐步好转,立磨运行才渐入轨道,尤其是在磨机系统的技改后,磨机各项指标逐渐好转。立磨的振动由原来的2.2-3.4mm/s降至1.4-2.2mm/s,磨机台产稳定运行在450-480t/h左右,生料工序电耗2006年元月份最低达18.6kWh/t,各项经济技术指标均在受控范围内。
一、主要部件的技术改造
1、立磨下料溜槽位置改造
现状
由于立磨基础浇注施工和供料楼位置原因造成立磨下料溜槽在设备安装时出现角度偏差,现已无法更改。立磨从试生产开始,主机振动较大,常出现振动跳停现象。为保护设备安全和生产连续运行,经多次论证后进行技改。
技改
将立磨内的下料溜槽口延长技改。考虑到物料的粘湿度和粒径变化,将原溜槽向下延长,出口端向上扬,将原下料点向磨盘中心推进,使物料下料方向和落料点强制到磨盘布料位置。
效果
减轻了因布料不均造成磨机异常振动,使研磨轨迹更趋合理,从而提高了物料的研磨效率。磨机振动从2.2-3.4mm/s下降到1.4-2.2mm/s。
2、选粉机内筒延长技改
现状
由于ATOX50磨原设计的选粉机回粉内筒与磨盘位置空间相对过高,使喷口环上升空气旋流造成的中心负压紊乱,选粉机选粉的回料粗粉被二次带起,磨内压差较高,内循环粗粉量加大,出现选粉机叶片磨损及磨内过粉磨现象,选粉效率差。
技改
为了使内循环粗粉尽可能收集回到磨盘上再次粉磨成合格细粉,减少物料在磨内的循环次数,在原内筒口位置根据磨内实际空间向下加。
效果
磨内的差压下降,选粉机转速、电耗均有所下降,磨机台产提高了约20t/h。