设备卷圆通用工艺守则
- 格式:doc
- 大小:283.00 KB
- 文档页数:8
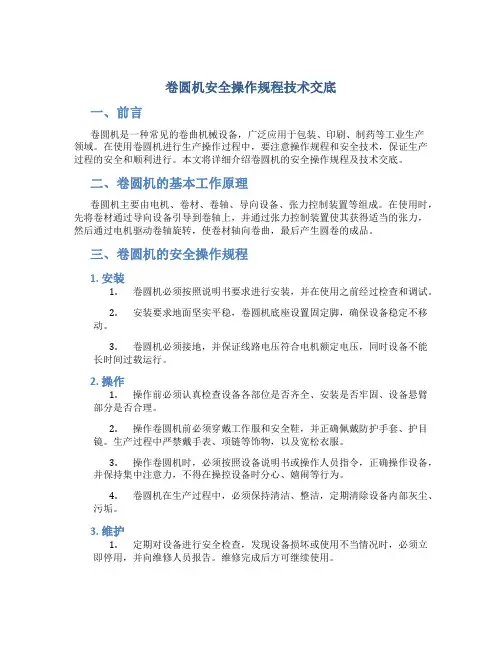
设备卷圆通用工艺守则-------- ———————————————————————————————— 作者: ———————————————————————————————— 日期: 1. 主题内容与适用范围 1.1本守则规定了压力容器受压元件预弯、卷圆、矫圆冷成型等通用工艺技术要求。 1.2本守则适用于压力容器圆筒、圆锥筒的制造工序。 1.3本工艺守则与施工图或有关标准或工艺文件不一致时,应按后者执行。 1.4本守则中引用的法规、标准、守则等如经修改,应以新的版本为准。 2. 引用标准 TSG R0004《固定式压力容器安全技术监察规程》 GB150 《压力容器》 GB151 《管壳式换热器》 JB4710 《钢制塔式容器》 JB4731 《钢制卧式容器》 HG20584 《钢制化工容器制造技术要求》 3.基本要求 3.1 工作场地要求 3.1.1环境温度≥5℃; 3.1.2工作场地清洁干净、无灰尘。 3.2奥氏体不锈钢防污要求:禁止与铁素体钢制造的起重和装卸装备接触;三辊应经清洗和除油以预防钢板受到污染,并且不含铁素体钢。 3.3 人员要求 3.3.1卷板操作人员应经过培训、考核,取得公司上岗资格证书。 3.3.2卷板操作人员应熟悉本规程要求。 3.3.3卷板操作人员应熟悉卷板设备的操作使用,并熟练掌握卷板设备的操作要求。 3.4 检验设备及工具要求 3.4.1 卡尺,量程150mm、精度0.02mm 3.4.2 钢板尺,量程1000mm 3.4.3 盒尺,量程2000mm 3.4.4 内圆弧样板 3.4.5 焊缝检测尺 3.4.6 纵焊缝错边量检查样板 3.4.7 环焊缝错边量检查样板 3.4.8 超声测厚仪 4、材料 4.1制造压力容器筒体用的材料要求,见《下料通用工艺守则》。 4.2钢板表面、坡口加工应符合设计图样的规定。 4.3材料标记应齐全、正确。 5. 卷圆准备 5.1 对下料工段来料应检查其表面质量,有无存在不允许的缺陷。 5.2 在卷板之前,应先清理钢板表面存在的熔渣和可能损伤母材表面的硬物,并应确认材料标记移植,使之位于筒节外表面。并检查焊缝坡口的方向,使之符合焊接工艺的要求。 5.3 卷圆前应按图样、制造卡及有关技术文件对来料的材料牌号、规格、下料尺寸、零件编号进行核查,并根据工艺和图纸要求检查、确定板料的坡口方向。 5.4应确认材料标记,使之位于筒节外表面,并检查焊缝坡口的方向,使之符合焊接工艺的要求。 5.5不锈钢板卷制前,卷板机及其托架,吊具以及板材的表面质量应符合《不锈钢压力容器制造工艺守则》的规定。 5.6清理卷板机上油污、灰尘、凸起、焊瘤、疤痕等,打磨辊轴至圆滑过渡。 6. 预弯 6.1一般对于小于12 mm的钢板,可直接在卷板机上卷圆,对大于12 mm的板材应进行预弯后卷制。 6.2如需要预弯,卷圆前在卷板机上对板材应进行预弯,预弯厚度根据卷板机能力确定,一般可使用到设备能力的60%,对超出卷板机能力的板材应采用其它方法进行。需要注意的是各种标记应在圆筒的外侧面。 6.3一般预弯宽度应大于选定的卷板机两下辊中心距之半(一般取两下辊中心距之半加50~100mm)。预弯可在压边机或预弯模上进行。 6.4利用三轴卷板机预弯采用弯板在卷板机进行。如图1。
图1 S0≥2S S≤16 6.5预弯时钢板在上下辊之间必须放正,板材边缘与辊筒轴线应严格保持平行。应采用将板上的标记与辊轴线上的划线标记对正的方法来保证。ﻫ6.6预弯大直径薄壁筒节时,必须采用卷板机托架和吊车密切配合的方式避免已弯制的筒节回直或压扁失形 6.7预弯的圆弧部分用样板检查,如图2,应与筒体圆弧相吻合。
1h≤
1.0
预弯钢板检查样板
图 2 6.8对超出卷板机能力的板材滚圆,可在圆筒对接边留有剩余直边,滚圆后予以切除,具体尺寸由工艺确定。 6.9 操作者应严格按照卷板机的安全操作规程和操作程序进行。 6.10预弯前注意校核筒体展开长度和反正面、防止尺寸颠倒或坡口方向卷反。 6.11采用三轴卷板机滚锥筒、小口直径应根据锥筒的实际,锥度与板厚进行确定。 7. 卷圆 7.1卷圆前,应清理净钢板表面污物。 7.2卷圆时目视钢板在上下辊中间位置必须对中,板材边缘与辊筒轴线应严格保持平行。应采用将板上的标记与辊轴线上的划线标记对正的方法来保证。 7.3卷制大直径薄壁筒节时,必须采用卷板机托架和吊车密切配合的方式避免已弯制的筒节回直或压扁失形。 7.4卷圆时,板材按图3进行对正防止发生扭斜。 a 挡块对中 b 倾斜对中 图3 卷圆对中 7.5上辊向下运动压制钢板,视经验可采取多次弯曲钢板,避免压下次数少损害机器。上辊每压一次钢板后即停止下压,启动主电机,两下辊作左右旋转运动,将钢板弯制成形,此时操作者应在机器的两端观察,防止钢板滑出辊面造成事故,当钢板作 了2~3次来回弯制成形后,停止主电机运动。上辊再次下压,每次下压量视钢板厚度、筒径而定,绝不能一次下压到位而出现打滑现象。 7.6每一次卷圆的变形量不得超过总变形时的30%。要利用卷板机上的标尺来估计上辊的下压量,并不断用样板检测其曲率半径。 7.7操作工艺、质量及应注意事项ﻫ7.7.1卷圆应多次给进,冷卷时回弹较显著,必须施加一定的过卷量。在所需过卷量达到后,应在次曲率下来回多卷几次,卷至闭合即可。高强度钢回弹较大,为了减小回弹,最好在最终成形前进行一次退火处理。 7.7.2外形缺陷及产生的原因: (1)锥形——上辊与下辊不平行; (2)扭曲——坯料不呈矩形,进料未对中,沿棍轴受力不均匀造成局部轧薄; (3)棱角——弯边不足产生外棱角、弯边过甚产生内棱角。 7.8 卸下工件:转动手轮,将平衡装置压块压住上辊右端,保持上辊平衡,搬动倒头搬把,将倒头架倾倒约90度,卷成的板可从上辊左端卸出。 7.9 卷圆后进行A类焊接接头的点固定位焊,点固定位焊时应注意以下几点。 7.10.1 地线应搭在筒体上,不锈钢按《不锈钢容器制造通用工艺守则》执行。 7.10.2 定位焊焊工应具有相应的焊工资格,焊条及焊接工艺参数,按焊接工艺的规定执行。 7.10.3 错边量按图4和表1。
(a)A、B类焊接接头对口错边量(b)复合钢板对口错边量 图4对口错边量 表1 A类焊缝错边量b δn(mm) 错边量b(mm) ≤12 ≤1/4δn 122040<δn≤50 ≤3 >50 ≤1/16δn且≤10 7.10.4 冷卷筒体、锥筒在卷制过程中应避免钢板表面机械损伤,对严重尖锐伤痕应进行修磨。 8. 矫圆 8.1 筒体在焊接后产生变形,因此必须矫圆.矫圆在卷板机上进行,加载应循序渐进,反复滚轧,使用样板检查使整个圆筒曲率一致,不得过矫,必要时加垫板调整,卸载应逐渐减小。 8.2 矫圆后的筒体,应保证圆度要求,其形成的棱角E用弦长等于1/6的设计内直径,且不小于300mm的内样板或外样板检查,如图5其E值不得大于(δn/10+2)mm,且不大于5mm,图5。
1/6 Di 且不小于3001/6 Di 且不小于300
EE
DiDi图2 图5 棱角度E的检查样板 8.3壳体圆度的检查要求见表2 。
表2 壳体圆度的检查要求 内压容器 外压容器或真空容器 (1)壳体同一断面上最大内径与最小内径之差e不大于该断面设计直径Di的1%,且不大于25mm(图6)。 (2)当被检断面位于开孔范围或离开孔中心一倍的开孔内径时,e应不大于该断面设计直径Di的1%与开孔2%之和,且不大于25mm。 (1)检查偏差采用内弓形或外弓形样板测量。样板圆弧半径等于壳体的内半径或外半径(依测量部位而定),其弦长等于图6中查得的弧长的2倍。测量点应避开焊接接头或其他凸起部位。 (2)用样板沿壳体外径或内径径向测量的最大正负偏差e不得大于图5中查得的最大允许偏差值。当DO/δe与L/DO所查得的交点图6中最上一根曲线的上方或最下一根曲线的下方时,其最大正负偏差e分别不得大于δe及0.2δe值 (3)当壳体任一断面上是由不同厚度的板材制成时,则δe取最薄板的有效厚度。 (4)圆筒、球壳或锥体的L、DO值见图7。 图6壳体同一断面上最大内径与最小内径之差 图7 最大正负偏差e值 8.4卷制成型后的不锈钢筒体必须立式放置在专用场地或架子上,应确保工件不与铁制工件接触; 8.5 受压元件用钢板冷成形后,如果变形率超过ε=15%时,应进行热处理,以消除加工应力,改善延性。 单向拉伸(如钢板卷圆) ε=(δ/2Rf)×(1-Rf /Ro) ×100% 双向拉伸(如筒体折边、冷压封头) ε=(1.5δ/2Rf)×(1-Rf /Ro) ×100% 式中: ε----- 钢板变形率,%; δ----- 钢板名义厚度,mm; Rf ----- 钢板弯曲后的中心半径,mm; Ro---- 钢板弯曲前的中心半径,对于平板Ro为无限大,mm; 9、卷圆的外观质量处理 9.1卷圆柱筒体时出现过弯、锥形、束腰、边缘歪斜和棱角度超差现象应及时采取垫板或锤击等方法处理。 9.2筒体表面压伤,卷板前应及时清理钢板表面,矫圆前清扫内筒及卷板机压辊表面,在