杭钢3号高炉停炉实践
- 格式:pdf
- 大小:160.92 KB
- 文档页数:3
唐钢3号高炉提高块矿配比的生产实践唐钢3号高炉提高块矿配比的生产实践1. 引言唐钢3号高炉作为国内最大的高炉之一,一直以来备受关注。
近年来,随着市场需求和环保要求的变化,提高块矿配比已经成为了当前炼铁生产的一大趋势。
在这样的背景下,唐钢3号高炉提高块矿配比的生产实践备受瞩目。
本文将深入探讨这一话题,并结合个人观点对该实践进行分析。
2. 块矿配比提高的必要性在探讨唐钢3号高炉提高块矿配比的生产实践之前,首先我们需要明确提高块矿配比的必要性。
传统的炼铁生产中,以矿石为主要原料,而块矿则相对含有更高的铁量,更有利于高炉的稳定生产。
提高块矿配比还可以降低炼铁生产成本,在一定程度上提升企业的盈利能力。
对于唐钢3号高炉而言,提高块矿配比的生产实践无疑具有着重要的意义。
3. 实践过程与技术创新唐钢3号高炉提高块矿配比的生产实践并非一蹴而就,而是需要经过一系列的实践过程和技术创新。
需要从原料的选取、炉料的比例、机械设备的调整等方面入手,对现有的生产流程进行调整和优化。
技术创新也是必不可少的一环。
新型的块矿炼制技术、熔剂的改进、热风炉的升级等都可以为提高块矿配比提供技术保障。
在整个实践过程中,需要不断地总结经验、改进技术,不断提高块矿配比的生产水平。
4. 实践效果与运行稳定性唐钢3号高炉提高块矿配比的生产实践取得了哪些实际效果?可以通过炼铁的产量、能耗指标、原料利用率等方面指标来评估实践效果。
运行稳定性也是不可忽视的一点。
高炉的运行稳定性直接关系到整个生产过程的顺利进行,因此需要高度重视。
通过对实践效果和运行稳定性的评估,我们可以更全面地了解唐钢3号高炉提高块矿配比的生产实践的实际成果。
5. 个人观点作为一名炼铁生产的从业者,我对唐钢3号高炉提高块矿配比的生产实践表示了充分的认同。
这样的实践不仅可以降低生产成本,提升企业盈利能力,还可以更好地满足市场需求和环保要求。
在未来,我期待看到更多的炼铁企业能够加大技术创新和实践投入,推动整个行业的转型升级。
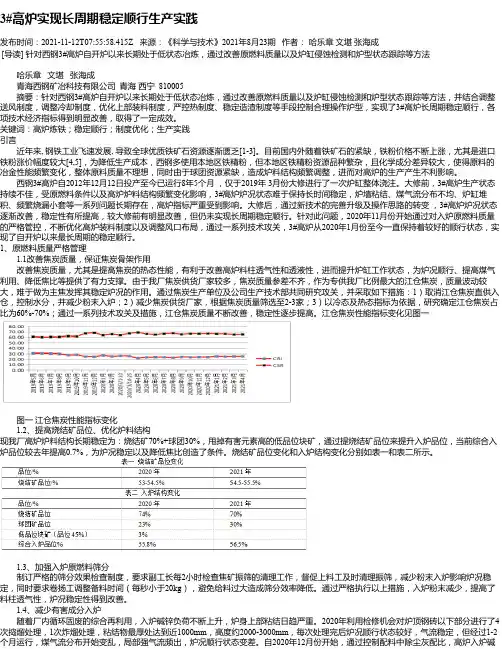
3#高炉实现长周期稳定顺行生产实践发布时间:2021-11-12T07:55:58.415Z 来源:《科学与技术》2021年8月23期作者:哈乐章文堪张海成[导读] 针对西钢3#高炉自开炉以来长期处于低状态冶炼,通过改善原燃料质量以及炉缸侵蚀检测和炉型状态跟踪等方法哈乐章文堪张海成青海西钢矿冶科技有限公司青海西宁 810005摘要:针对西钢3#高炉自开炉以来长期处于低状态冶炼,通过改善原燃料质量以及炉缸侵蚀检测和炉型状态跟踪等方法,并结合调整送风制度,调整冷却制度,优化上部装料制度,严控热制度、稳定造渣制度等手段控制合理操作炉型,实现了3#高炉长周期稳定顺行,各项技术经济指标得到明显改善,取得了一定成效。
关键词:高炉炼铁;稳定顺行;制度优化;生产实践引言近年来, 钢铁工业飞速发展, 导致全球优质铁矿石资源逐渐匮乏[1-3]。
目前国内外随着铁矿石的紧缺,铁粉价格不断上涨,尤其是进口铁粉涨价幅度较大[4,5],为降低生产成本,西钢多使用本地区铁精粉,但本地区铁精粉资源品种繁杂,且化学成分差异较大,使得原料的冶金性能频繁变化,整体原料质量不理想,同时由于球团资源紧缺,造成炉料结构频繁调整,进而对高炉的生产产生不利影响。
西钢3#高炉自2012年12月12日投产至今已运行8年5个月,仅于2019年 3月份大修进行了一次炉缸整体浇注。
大修前,3#高炉生产状态持续不佳,受原燃料条件以及高炉炉料结构频繁变化影响,3#高炉炉况状态难于保持长时间稳定,炉墙粘结、煤气流分布不均、炉缸堆积、频繁烧漏小套等一系列问题长期存在,高炉指标严重受到影响。
大修后,通过新技术的完善升级及操作思路的转变,3#高炉炉况状态逐渐改善,稳定性有所提高,较大修前有明显改善,但仍未实现长周期稳定顺行。
针对此问题,2020年11月份开始通过对入炉原燃料质量的严格管控,不断优化高炉装料制度以及调整风口布局,通过一系列技术攻关,3#高炉从2020年1月份至今一直保持着较好的顺行状态,实现了自开炉以来最长周期的稳定顺行。
高炉空料线停炉实践邹德胜;魏凯【期刊名称】《金属世界》【年(卷),期】2017(000)001【总页数】3页(P38-40)【作者】邹德胜;魏凯【作者单位】本溪钢铁集团有限公司炼铁厂,辽宁本溪117000;本溪钢铁集团有限公司炼铁厂,辽宁本溪117000【正文语种】中文内容导读本钢新1号高炉铜冷却壁在使用不到六年就出现大面积破损,问题主要集中在炉腰部位,决定空料线停炉进行更换。
通过停炉前打水管的精确设计、停炉料的准确计算等准备工作,空料线期间采取合理控制顶温,大胆使用风量和风温,安排好渣铁排放等技术手段,实现了快速、安全、顺利停炉。
本钢新1号高炉是本钢最大的现代化高炉,有效容积4747 m3,2008年10月9日正式投产。
该高炉在设计上采用了现在先进的薄壁内衬理念,炉腹至炉身下部采用铜冷却壁冷却,依靠铜冷却壁热导率高的特点,通过在其热表面形成稳定渣皮来获得长寿。
然而,生产实践中,却出现了渣皮稳定性差、经常脱落等问题,在生产不到6年铜冷却壁就发生了破损,特别是在炉腰部位破损尤为严重,坏冷却壁水管达52根之多。
因此,新1号高炉于2015年8月3日空料线停炉更换冷却壁,将料线降到风口中心线以下,炉缸料面呈锅底状,达到了快速、安全、顺利的停炉目标。
首先,休风前两天确保炉温充沛,[Si]达到0.5%~0.6%,高炉顺行良好,对高炉操作仪表进行全面校正,对炉体冷却水系统进行彻底排查。
其次,休风前还需要完成控料线炉顶打水管制作。
打水管的制作是空料线停炉的最主要环节,打水管的好坏往往决定空料线成功与否。
此次打水管总共10根,其中4根打水管内径6.5 cm、炉内长度5.0 m,前端做成扁嘴型,用法兰盘安装在炉顶十字测温处。
另6根打水管直径2.5 cm,炉内长度2.5 m,前端封严,安装在炉顶打水管处。
打水管要做好扬水试验,要求每个打水管单独用闸板阀门控制,总管安装闸板阀门控制。
另外要对打水枪进行加固。
第三,要做好停炉料安排工作。
裕华3#高炉封炉及快速恢复生产的实践韩飞,李金强摘要:本文总结了裕华钢铁3#高炉在闷炉11天情况下,实现了安全,快速、经济的恢复生产的成功经验。
关键词:封炉;开炉;快速;达产1、概况河北武安裕华钢铁3#高炉有效容积840m³,采用串罐炉顶,等多项实用技术,于2012年4月28日点火投产,炉况比较顺行。
由于外网电站检修高炉被迫于2012年9月6日0:48分至17日1:55送风闷炉检修11天1小时零7分钟。
本次封炉公司全部停产,是在热风没有提前烧炉情况下进行的。
封炉前制定了严谨科学的闷炉和开炉方案,从送风至全风达产仅用47小时,整个开炉过程无休风、无坏套、无特高炉温,实现了安全、快速、经济的目的。
开炉后前五天生产技术指标见表一。
2.1 封炉前洗炉操作休风前两个班开始加少量萤石和锰矿(200kg萤石+200锰矿/批),改善渣铁流动性,清洗炉缸,并退负荷,降煤比。
休风前一个班开始矿石布料角度减少两度,,适当发展边缘气流,以利于复风后顺行。
2.2 封炉料净焦量足够大,负荷料理论渣碱度低6日0:48休风料准时下达,高炉安全休风。
休风料18:30开始,用时6h18分。
休风料共计加净焦420t(湿焦),计616m³,负荷料173m³,共计790m³。
本次封炉炉料结构没有大的变化,只是去掉了原来的块矿,全部变为自产低钛球团(高碱+球团)。
2.3 炉前操作尽最大限度地出净炉缸残留渣铁,直到最后一炉铁没有一点铁量全是渣子后休风。
2.4 休风后炉顶点火夜班将风口小套卸掉,内堵有水炮泥,用砖砌筑抹泥,外再抹黄油贴封纸,确保高炉的密封性。
冷却系统休风后停高压水,4小时后常压水量减少一半,以减少热量损失。
在炉顶检修完毕后又关闭一个炉顶放散阀。
3、复风操作3.1 开炉前的准备工作炉前备好开炉各种工器具,各设备送风前调试运转正常,做好出铁准备,储铁式主沟下部用焦粉铺实,上部用600mm左右捣打料,各风口抠净堵泥砖,安装小套及吹管,北出铁厂铁口上部两个风口堵有水泥,其他风口用有水泥加粘土砖封堵。
达钢3#高炉空料线放残铁安全停炉生产实践谢勇;李昌国;唐春;刘普林【摘要】3#高炉首次在达钢集团实施空料线到风口后放残铁工作,经过炼铁厂相关技术人员的精心操作和控制,空料线到风口后从残铁口放出残铁110余吨,达到了成功停炉目的.【期刊名称】《四川冶金》【年(卷),期】2014(036)004【总页数】4页(P20-23)【关键词】高炉;空料线;放残铁;停炉;生产实践【作者】谢勇;李昌国;唐春;刘普林【作者单位】四川省达州钢铁集团有限公司,四川达州635002;四川省达州钢铁集团有限公司,四川达州635002;四川省达州钢铁集团有限公司,四川达州635002;四川省达州钢铁集团有限公司,四川达州635002【正文语种】中文【中图分类】TF5481 引言达钢集团公司炼铁厂3#高炉2005年4月建成投产,高炉炉缸采用铸铁冷却壁,炉缸以上部位冷却设备全部采用冷却模块结构。
随着冶炼强度的提高,受高炉耐火内衬的膨胀和高炉铁口炉壳开裂变形的影响,铁口相邻区域冷却设备损坏严重,2009年5月铁口上方炉缸部位冷却壁管根受热应力被拉断漏水,2012年年初铁口上方炉腹部位宽4米、高4米的区域冷却设备全部损坏,2013年5月27日发生炉缸冷却壁烧损漏铁事故,10月2日出现铁口上方大面积钢壳爆裂烧穿事故,存在极大的安全隐患。
在集团公司的安排部署下,炼铁厂3#高炉于2013年11月16日实施空料线、放残铁停炉工作,这在达钢高炉上是第一次停炉及放残铁工作,经过炼铁厂相关技术人员的精心操作和控制,整个停炉过程安全顺利,空料线到风口后从预定的产铁口共放出残铁110余吨,为高炉大修节约了工期,达到了安全无事故、成功停炉的目的。
2 做好停炉前炉料置换工作炼铁厂在接到集团公司停炉安排后,成立以王厂长任组长的停炉指挥小组,3#高炉开始有计划地逐渐腾空备料仓,为停炉大修做准备。
同时要求各岗位加强对设备的全面监测力度,2013年11月13日16∶00开始,高炉有计划地调整高炉炉料结构,18∶10停止的使用小粒级矿丁,加入萤石改善渣铁流动性,15日加锰矿进一步清理炉缸,16日1∶00,炉料结构调整为烧结矿+自产普通球团矿,16日夜班6∶20按计划进行预休风。
一、前言随着我国经济的快速发展,钢铁行业作为国民经济的重要支柱,对高素质技术技能人才的需求日益增长。
为了提升大学生的实践能力和就业竞争力,我选择了杭钢(杭州钢铁集团公司)作为我的实训基地,进行为期一个月的实习实训。
以下是我在杭钢实训期间的学习、工作及感悟。
二、实训内容1. 企业概况了解实训伊始,我通过参观杭钢的厂区、车间,了解了企业的历史、文化、发展现状以及产业结构。
杭钢作为我国钢铁行业的龙头企业,拥有先进的生产设备、完善的管理体系和技术人才队伍。
2. 生产工艺学习在生产车间,我跟随师傅学习了炼铁、炼钢、轧钢等生产工艺。
通过实地观察和操作,我对钢铁生产的各个环节有了更加直观的认识。
3. 设备操作与维护实训期间,我参与了设备的操作与维护工作。
在师傅的指导下,我学会了如何正确操作设备,处理设备故障,确保生产线的正常运行。
4. 安全知识培训安全生产是企业发展的基石。
在实训过程中,我参加了安全知识培训,学习了安全生产的相关法规、操作规程和事故应急处理措施。
5. 团队协作与沟通实训期间,我积极参与团队协作,与同事共同完成工作任务。
在沟通与交流中,我提高了自己的团队协作能力和沟通能力。
三、实训感悟1. 理论与实践相结合通过在杭钢的实训,我深刻体会到理论与实践相结合的重要性。
在课堂上学习到的知识,在实践过程中得到了巩固和提升。
2. 职业素养的提升实训期间,我学会了如何遵守职业道德、树立良好的职业形象。
同时,我也认识到,作为一名合格的钢铁行业从业者,需要具备扎实的专业知识、良好的操作技能和较强的团队协作能力。
3. 安全意识的增强在杭钢实训期间,我深刻体会到安全生产的重要性。
通过学习安全知识,我提高了自己的安全意识,学会了如何在工作中预防和避免事故的发生。
4. 人际关系的拓展实训期间,我与来自不同专业、不同背景的同事建立了良好的关系。
在交流与合作中,我学会了如何与他人相处,拓展了自己的人际关系。
四、总结本次杭钢实训使我受益匪浅。
高炉失常心得体会第一篇:高炉失常心得体会高炉失常心得体会1780高炉不顺又有好多天了,面对好的钢市,却没有好的产量。
不禁让人痛心,却无能为力。
1780高炉就像个任性顽皮的孩子,纵然那么多专家,那么多能人志士投入精力,发挥智慧。
但好转总是来的那么迟缓。
或许这也是着急不了的事。
欲速则不达,心急吃不了热豆腐,你越是着急,很可能之前的所有努力都可能功亏一篑。
作为材料系统的一名库管员,每次材料员来领材料都忍不住问一声近期的炉况如何,产量如何。
而每次材料员也只是摇头,抱怨着产量跟不上,材料消耗成本却高升不降。
每有一次休风,就得消耗一大笔材料。
而高炉的低产出,导致吃不进去料,球团和烧结因产出吃不了,只好被迫停机检修,检修又意味着消耗。
高炉的不顺,就是中钢的最大损失,这与每一个人的利益都息息相关。
虽然高炉不顺与我的本职岗位没有直接的关联,却有着深远的影响。
所以作为一名中钢人,我希望高炉顺行,希望面对好的市场,钢材能有好的产出。
大河有水小河满,大河无水小河干。
没有大环境的安全、顺利,就没有每个职工的小利益。
每个职工牵系着每个家庭,收入得不到保证,家里人的生活就得不到保证。
同时,希望高炉一线的领导、职工同事们能够立足岗位,踏实工作,精心操作,确保高炉稳定顺心,为公司在外围产能过剩,环保重压下迎来中钢的再次腾飞。
第二篇:高炉高炉炼镍铁炉顶温度超标预防措施高炉冶炼镍铁以来,高炉低料线有时深达4米以上,并且低料线时间长。
一旦高炉不顺,长时间控料或憋风吹出管道使炉顶温度超出450度报警值。
有时大管道形成后采取快速压料和减风操作都不能及时控制炉顶温度。
虽没有出现安全问题,但存在重大的安全隐患。
为了保证生产安全,特制定制度如下:1、炉内吹出管道确认不可控制的,要采取果断措施,快速减风30Kpa以上并快速放料进行控制,以确保高炉炉顶温度不超过450度。
2、严禁长时间低料线操作.3、料线低时炉顶温度控制在300度以内,若超过300度先打开炉顶氮气,再采取槽下打水降温措施,每车料打水到料湿而车中不积水为标准,以防止其它事故发生。
中天钢铁(南通)三号高炉热风炉烘炉实践摘要:本次热风炉烘炉前期利用天然气,采用临时燃烧器控制升温,以拱顶温度为控制对象,参照硅砖界面及废气温度,通过实际与计划的烘炉曲线比较,拱顶温度控制在设定值内,烘炉情况良好,后期自产焦炉煤气产出后,拆除临时燃烧器,采用主燃烧器利用氮气稀释焦炉煤气烘炉保温,通过实践将焦炉煤气与氮气流量比例控制在1:1.7 效果较好,实际生产数据表明此次烘炉达到了设计要求,为基地在建热风炉后续烘炉积累了经验。
关键词:热风炉烘炉燃烧器硅砖1、概述中天钢铁(南通)三号高炉有效容积为2300m3,高炉配置四座锥柱旋切式顶燃热风炉,设计单烧高炉煤气实现1230℃风温。
热风炉采用三段式砌体结构,从上到下依次为燃烧器、燃烧室及蓄热室,三层砌体采用完全脱开的迷宫式连接,各段砌体可以自由伸缩,避免各段砌体因膨胀而互相影响。
表1 热风炉主要工艺条件及技术性能指标燃烧器主要由煤气环道、煤气喷口、空气环道、空气喷口、混合室等几部分组成。
燃烧器煤气喷口部位采用高强陶瓷耐磨浇注料浇筑成型,分上下两层,下层30 个喷口,上层24个喷口,助燃空气喷口部位采用堇青石-莫来石砖砌筑成型,分上下两层,每层各25 个喷口。
煤气通过切向喷口喷入燃烧器混合室,并在混合室内导向作用下形成向下运动的管状旋流,助燃空气沿侧向喷口喷入燃烧器混合室,向煤气管状旋流的中心切入,对煤气管状旋流形成有效切割,与煤气发生强烈混合,混合物瞬间从燃烧器喉口喷出,进入燃烧室燃烧,在煤气环道与助燃空气环道交界处放置两层不锈钢板,防止煤气与助燃空气通过砖缝混合发生爆炸。
蓄热室炉衬在高温区采用硅砖,中温及低温区采用低蠕变高铝砖及低蠕变粘土砖,隔热材料为轻质硅砖、轻质高铝砖、轻质粘土砖以及耐火纤维毯。
蓄热室格子砖采用37 孔Φ25mm的新型高效格子砖,格子砖为凹凸形状,使蓄热室内格子砖的位置相对稳定,保证炉内气流均匀,分五段砌筑,共197 层,从上到下依次为硅砖YHRS (高度9000mm)、低蠕变高铝砖DRL-127(高度960mm)和低蠕变粘土砖HRN-42(高度2400mm)和RN-42(高度10800mm),在炉箅子上砌筑4 层低蠕变高DRL-127(高度480mm)。