基于AMT的检测监控系统及其误差分析
- 格式:pdf
- 大小:112.86 KB
- 文档页数:4
第l8卷第l期 21X12年3月 齐齐哈尔大学学报 Journal of Qiqihar University Vo1.18.No 1
March.2002
基于AMT 的检测监控系统及其误差分析
王世刚 吕永杰 史宝玉 (1.齐齐皓尔大学机械系.齐齐哈尔161006.2北锕集团公司.齐齐暗尔161042;3齐翔建工集团.齐齐暗尔161005)
摘要以HURCO BMC 20L加]:中心为研究对象,建立r检测监控系统 同时,基于对检攮I通道的理论分析,对 机床进给伺服系统建立了数学模型,分析r进给速度对检测精度的影响,为数控机床的进一步改造及为夸后质量控 制的研究提供了必要的技术支持。 关键词:检摁I;监控;误差分析 中圈分类号:THl6l 5 文献标识码:A 文章编号;1007—984X(20(12}01—0071—04
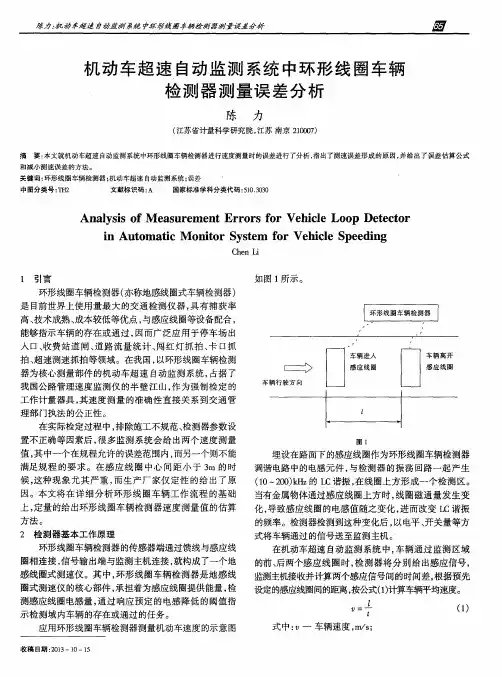
先进制造技术(Advanced Manufacturing Technology:AIVIT)的柔性制造系统(FMS)中,尺寸测量及控 制是检测监控中~项重要内容,也是生产过程中质量保证和质量控制的基本手段。FMS中的主要加工设备 有镗铣加工中心,车削加工中心等 三坐标测量机作为系统中的主要检测设备可以实现产品的下线终检,尽 管测量机功能强、精度高,但各种测量都在上面进行是不经济的,它会增加生产的辅助时间,降低生产效率, 特别是产品下线终检不舍格会造成产品的报废。因此希望每个加工单元(设备)都配备相应白g检测监控系 统.并能够实现工序阃和循环内在线尺寸检验。检测监控系统主要以加工过程中的各种参数为对象,实时检 测,实时处理,监控生产过程和记录分析各环节的工作情况,做出相应质量控制反应,以保证产品质量及 FMS处于最佳运行状态“】。由于目前国内的NC机床或加工中心,一般没有配置 上功能,如国内用的较多 的FANUC系列数控机床,本身也不能实现在线的检铡监控。因此,开展数控机床检测监控系统的研究.进 行机床的技术改造,提高机床加工性能,是一项十分有意义的工作。 目前已应用的及正在开发研究的工作主要集中在以下三个方面:切削状态的检测;工件加工尺寸的检 测;机床运行状态的检测 l。本实验系统主要是对工件加工尺寸进行检测。
1检测监控系统的组成 本实验系统是在HURCO BMC 20L加工中心的工作台上安装光栅传感器,从而使之由原来半闭环控 制系统变为闭环控制系统。该系统分为前向通道接口和后向通道接口。 前向通道是被测对象与系统相互联系的信号输入通道。在该通道中主要是与传感器有关的信号调节、变 换电路.也称为传感器接口通道。触发式测头、光栅及其接口属于前向通道。 后向通道是对控制对象实现操作的输出通道,其结构与控制对象及控制任务密切相关。一般完成小信号 输出,大功率控制的功能。x,Y向交流伺服驱动电源及其与微机的接口属于后向通道。 检测监控系统由以下几个部分组成: 1)接触测头传感器:当它与工件接触时,发出开关信号; 2)X/Y方向直线位移传感器(光栅尺)及相关二次仪表(GX—A型中科院制,精度±lfm):用于记录 X/Y方向坐标值,并以B(D码形式传输到计算机; 3)光栅传感器并行接1:I(研华,PCL733,32路BCD码接口板):用于将光栅的尺寸信息传辖给计算机; 4)专用通讯接口(SCIC)(自设计与开发):根据控制计算机的指令,驱动测头运动,完成计算机与加工中 心的信号传递; 5)微机上相关控制软件:用来模拟加工中心控制台并控制加工中心的运行。它是基于微机的智能检测监 控系统的核心。
收辅日期:2001—10~09 怍者简介:王世刚,胃.1970年生.硕士.讲师.现主要从事先进制造技术的研究。
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 第l期 基于AMT的检测监控系统及其误差分析 一
图4畸饨散横 2)原数控机床的半闭环系统的检测误差。引进记号岛=岛/ 表示闭环增益,则闭环时间常数为
T = 尝
由传递函数的定义可得半闭环传递函数 G(s)= 分别用下标 和 表示沿 和 坐标方向的闭环增益和时间常数。 关系方程 『 + )= z)
I + )= (I) 检测过程中测头的运动是点到点的运动,设理想直线段为 f 317。 )=Ftcos0 l (t)=FtsinO 则指令信号应为
(2) 可得到检测的实际轨迹与指令轨迹的
j (t) FtcosO/k ̄ l “)=FtsinO/k ̄ 式中:317。(z), (z), (£).31-(t)为点坐标;日为直线与z轴夹角;F为进给速率。 将.arc(z), (t)代人式(3)解得 _e [『忐‰ 一. dl+c]
由式(6)得实际加工点的坐标,即稳态解为 z ) Fc。s。(£一T1 ) 同理
(3) (4) (5)
(6) (7) (z)= Fsin0(卜T ) (8) 由此可得当联动坐标参数一致,即k=k= .t= =T时,比较式(4)与式(7)、式(8)得实际直线轨 迹与理想直线轨迹之间的误差为 &T=一FcosOT1 r9 eh=一Fsin0 3)NNNNN统后的检测误差。本实验系统由于装置了光栅足作为检测元件从而构成闭环控制系统,其
传递函数为
)=瓦 (10)
令b= , = lefl土e. k.koc ̄得
L
维普资讯 http://www.cqvip.com 74 齐齐哈尔大学学报 2002丘 (5)= (11) 由2)中的推理方法同理可得 =一Fcos0T? 。 —Rinen (12)
综上所述.根据式(9)及式(12)可知直线终点的定位误差与伺服系统的时间常数及进给率的一次方成正比,这 为在检测过程中控制进给速率提供了理论依据。同时,将改进前后的系统定位误差进行比较,可得 n 1 . 盘= n=
所 安装光栅尺后,测头运动的定位误差比原系统有所减小,系统得到 改进。
参考文献 1]Taktuchi Kiyomatsu Qzaw ̄t New Meaauring Method ot Central Position of spindle Rotation Gakkai Ronbunshu Chen.1991:57(542):3305--3308 2]潘贵善.谈谈柔性制造系统的安全维护功能组合机床与自动化加工技术 1987:(4):2—12 3]王要敏编译柔性制造系统的外围技术自动监视技术的发展概况组合机床与自动化加工技术,1990,(7):19—25 4]J Ni,S M J W.On—line Measurement Technique“)r Machine V—olumetric Error Compensation ASME,1993. 1l5(1):85 92 5】黄大贵.微机数控系统成都:电子科技大学出版社,1996;214--254 6]王文熙机床数字控制技术北京:中国科学技术出版社,1992;1--109 7]陈晓青,秦忆.陶者楠永磁同步电机矢量控制的交流伺服系统华中理工大学学报,1988;16(6):37~42 8】Yoram Koreu Cr0ss—COtI Dled Biaxial Computer Control for Manufacturing Systems Journal of Dynamic System.s MeasurementandContro1.1980;102(4):265~272
Detection and monitoring system and error analysis of AMT’—based WANG Shi——gangI LU Yong——jie2 SHI Bao——y 3 1 Department。fMechanicalEngineering.QiqiharUniversity,Qiqihar16100@2 BeigangGroupCompany,Qiqihar161042; 3.QixiangCoru ̄truetionGroupLimitedCorporation.Qiqihar 161005)
Abstract The research of this paper lS on HURCO BMC 20L roachine center.The detection and monitoring system is set up Based on the analysis of the detection and monitoring channel,a mathematics model of the machine tool feeding serv。system is established、some conclusion of the influence of feeding speed on inca suring accuracy is arrived.The research can provide necessary technique for automatic compensation in the quality control on—line and the retrofit of the NC mechine mol Key words detection;monitoring;error analysis
维普资讯 http://www.cqvip.com