油井套管伴生气回收装置研究与开发
- 格式:pdf
- 大小:133.92 KB
- 文档页数:2
2016年11月试论油田伴生气的综合利用孙振东(长庆油田分公司第八采油厂,陕西西安710299)关键词:油田;伴生气;综合利用油田伴生气又称油田气,在油田的开采过程中,在油层间会出现伴随石油液体出现的气体,根据有机成烃生油的相关理论,有机质能够转换成气态烃和液态烃,而气态烃有可能溶解于液态烃中,也有可能呈气体状态,存在于油气藏的上部。
这两种状态存在的气态烃就称为油田伴生气或伴生气,其主要成分包括甲烷和乙烷等低分子烷烃,还有一定量的丙烷、丁烷、戊烷等[1]。
油田伴生气具有非常可观的经济效益,伴生气回收处理就指的是从气流中将乙烷、丙烷、丁烷分离出来,加工成天然气混合液(NGL)或LPG在市场上销售。
而以前的做法,是将油田伴生气直接排放到空气中,造成环境的严重污染。
考虑到油田伴生气对环境的破坏,各个企业将排放出的气体,进行燃烧后再排放,但燃烧后会产生大量的CO2\CO、硫化物等物质,同样也会造成环境的污染。
所以,从长远角度来看,开发油田伴生气综合回收利用,有利于企业的可持续发展战略,促进人与自然环境的和谐发展。
1油田伴生气的性质和特点油田伴生气是伴随原油共生的,与原油同时采出后在集输、储运过程中,从原油中分离出来的天然气。
其主要成分为饱和烃,通常是密度比空气低的无色气体,属于甲类易燃气体。
但由于油藏的性质、分离的条件、分离环境等因素的影响,使得油田伴的组成成分具有很大的差异。
目前,油田伴生气轻烃回收装置生产的主要有液化石油气、干气和稳定轻烃三中产品,烃类气体脂肪族链状烃类混合物(烷烃)。
回收的伴生气中轻烃数量多,这是伴生气与天然气之间最主要的区别。
2油田伴生气分类2.1井场套管气在油井的生产过程中,天然气会从原油中分离出来,其条件是原油饱和压力比井底压力高。
而分离出来的天然气,其中一部分会上升聚集到油井套管中,另一部分会随着液流,进入到抽油泵腔中,而被采出得到的就是油井伴生气。
其主要成分除了包含轻烃,还有水含量大的非烃类化合物,这些物质通常很难处理。
油田伴生气轻烃回收过程中低温分离法的使用摘要:油田天然气中重组分(C3 及以上烷烃)含量较多,燃料气系统各级处理过程中,脱除液量大,原有设计流程为排放至平台闭排后,通过火炬系统燃烧放空。
本着节能降耗,增产增效的思路,对天然气处理流程进行改造,增加液烃回收流程,以实现对这部分轻烃的有效回收利用,提升油田生产效益,降低轻烃对于原油流程的干扰,同时降低油田生产管理风险。
关键词:油田;伴生气;脱除;重烃;对比1低温分离技术应用油田燃料气处理系统主要为透平发电机提供燃料,燃料气来源为本平台产出的伴生气,伴生气经天然气压缩机加压至 3 600kPaG、冷却至40℃后,进入燃气储罐除去液滴,天然气在压缩、冷却处理过程中由于压力、温度的变化会有液烃析出,原有设计流程为排放至平台闭排罐,通过火炬系统燃烧放空。
由于轻烃是宝贵的化工原料,在我国有着巨大的市场空间,本着节能降耗,增产增效的思路,计划增加轻烃回收流程,以实现对这部分轻烃的有效回收利用,同时降低轻烃对于原油流程的干扰,提高油田燃气系统轻烃回收利用率。
(1)冷剂制冷法。
冷剂制冷法主要指由外部单独设置的冷剂系统为伴生气的冷凝提供冷量,即冷剂系统与伴生气之间相互独立,无直接关系,因此其工艺流程主要为凝液回收与分离、冷剂循环两部分组成。
冷剂系统可以是机械制冷也可以是压缩制冷等。
根据冷源的利用情况,可以是单级制冷、多级串联制冷和阶梯式制冷。
(2)膨胀制冷法。
膨胀制冷法多用于气体存在较大富余压力的场合,如高压管输气接入城市燃气管网时富余的压力。
高压气体通过节流阀或膨胀机等膨胀制冷设备时,由于焦耳一汤姆逊效应温度显著降低,由于焦耳一汤姆逊效应在低温下温降更加明显,所以往往设置与冷凝物换热而预冷单元后再进入多级膨胀设备。
温降幅度主要取决于气体温度和压力。
膨胀机的制冷效果好于节流阀,但膨胀机投资较大且受到滞液量的限制。
油田产出物由于受到安全性和产能的作用,产出的伴生气的压力较低,且平台空间有限,因此该方法对油田伴生气来说不太适应。
宁夏兴汇废旧资源再生科贸有限公司油田伴生气回收液化项目商业计划书一研究目的宁夏兴汇废旧资源再生科贸有限公司是一家以废旧资源回收再利用为主体的实体加工企业。
在废旧资源回收再利用领域为宁夏首例,也是西北地区唯一一家同时具有HW08(废油、废机油、废矿物油、落地原油、清罐油、废芳烃、废甲醇等等)收集及处置的企业。
自2011年投产以来,公司在上游市场的逐渐开发下了大力度,截止2014年年底,仅在宁夏本土的市场份额占据了20%以上。
由于受到今年的经济大环境的影响,我公司寻求了该领域中新的发展思路,尝试和陕西延长伴生集团及中石油长庆油田的合作,利用这两个企业在油气开发过程中产生的油气新上一套天然气回收液化装置。
主要目的在于针对延长集团给定区域内,以技术先进、节省投资和经济效益为原则进行全面优化,最终得出优化合理的工艺流程、总图布置、供配电方案、自动化控制、给排水及消防方案、投资估算等,在全面分析产品市场的基础上完成项目的简单经济核算、抗风险能力和竞争力分析,为业主作出正确的投资二建设条件和工艺设备分析1现场条件:A)温度年最高温度 35.6℃年最低温度 -17.9℃年平均温度 9.7℃年冻结深度 1.30mB)湿度年最低湿度 3%年平均湿度 46%C)年平均大气压 896.5kPaD)年雷暴最多日数 13天E)降雨量年平均降雨量 148.4mm年最大降雨量 203.5mm月最大降雨量 82.4mm小时最大降雨量 11.7mmF)年主导风向夏季:东北风/冬季:西南风年平均风速[地面10m以上] 2.3m/s最大平均风速[地面10m以上] 11.7m/sG)降雪资料年最大雪深 7cm月最大降雪量 13.9mmH)地震烈度 7度I)海拔高度Meter(MASL) 1054~1056m1.5 原料气进厂压力1.8~3.0MPaG1.6 原天然气进厂温度:0~35℃1.7 原天然气组成原料气的设计组成介质 [体积比]甲烷乙烷丙烷异丁烷正丁烷异戊烷正戊烷己烷异构正己烷苯庚烷及以上组分0.000064 氢氦氩氮二氧化碳一氧化碳未检出硫化氢未检出其他硫化物未检出氧未检出汞 1μg/Nm水余量2 装置性能参数2.1 生产规模根据天然气液化工艺计算及优化设计,将天然气液化装置的设计规模定为:LNG产量230Nm3/d,因此确定日处理天然气量为230Nm3/d。
陕北油田伴生气混输技术薛红波;王菁;梁裕如【摘要】@@%陕北油田地质结构复杂,目前实际开发中伴生气的回收利用率不是很高,为了提高油田开发的整体效益,针对陕北油区伴生气的资源特点,开展了采用油气混输技术,利用井场和站点间原有的输油管线混相输送伴生气的研究.输油量变化与含水量变化对管线压降影响一样,管线压降都随着输油量的增大而增大.在原管线改混输时,需根据气油比认真考虑管径的选择和线路的走向;对于小输油量且较为平缓的地形的管线有利于改成混输管线.【期刊名称】《油气田地面工程》【年(卷),期】2013(032)001【总页数】3页(P55-57)【关键词】陕北油田;多相流;油气混输;压降【作者】薛红波;王菁;梁裕如【作者单位】延长石油(集团)研究院;陕西燃气集团有限公司;延长石油(集团)研究院【正文语种】中文陕北油田地质结构复杂,原油储层埋藏深且伴生气以溶解气为主,其中富含的液化石油气(LPG)和轻质油(溶剂油)具有较高的回收利用价值。
较有回收潜力的区块在目前实际开发中伴生气的回收利用率不是很高,主要影响因素为:①集气及输气系统前期建设成本高;②区块伴生气资源产量状况不稳定。
为了提高油田开发的整体效益,如何利用现有设备、管道及集储设施合理输送伴生气资源是一个有待解决的问题,具有很大的经济意义和环保意义。
针对陕北油区伴生气的资源特点,开展了采用油气混输技术,利用井场和站点间原有的输油管线混相输送伴生气的研究。
1.1 基本参数陕北油田部分区块的地面建设基本参数如下:起点温度15℃、环境温度20℃、管径DN50mm、管输能力30t/d、含水率40%、气油比30m3/m3、管线水平长度2km,存在高程100m。
1.2 模型的选择多相流工艺计算一般采用组分模型和黑油模型,黑油模型是描述含有非挥发组分的黑油和挥发性组分的原油溶解气两个系统在油藏中运动规律的数学模型,也称低挥发油双组分模型,一般用于阐述油、气、水三相流体在油藏中的渗流规律。
油套管加工可行性研究报告一、引言油套管是油田钻井作业中必不可少的一种工具,用于保护钻杆和作业管柱。
在油田开发过程中,油套管的加工质量直接影响着钻井作业的效率和安全性。
因此,对油套管加工可行性进行研究具有重要意义。
本报告旨在对油套管加工的可行性进行全面研究,以期为油田钻井作业提供参考依据。
二、油套管的加工工艺1. 原料选取油套管通常采用碳素钢、合金钢等金属材料加工而成。
在选取原料时,需考虑原料的抗拉强度、硬度、耐腐蚀性等因素,以保证油套管在使用过程中具有足够的强度和耐用性。
2. 加工工艺流程油套管的加工主要包括切割、锻造、焊接、热处理、表面处理等环节。
在加工过程中,需严格控制各环节的工艺参数,确保油套管的加工质量符合要求。
3. 加工设备油套管的加工需要使用各种设备,如数控切割机、锤式锻造机、焊接设备、热处理炉等。
在选购设备时,需考虑设备的性能和精度是否满足加工要求。
三、油套管加工可行性研究1. 技术可行性油套管的加工技术已经相对成熟,市场上有多家专业厂家提供加工服务。
通过调研发现,目前国内外厂家对油套管的加工技术和设备已经比较先进,能够满足各种加工要求。
2. 经济可行性油套管的加工成本主要包括原材料成本、人工成本、设备折旧成本等。
通过对市场行情的调研发现,油套管的加工成本相对较低,具有一定的经济可行性。
3. 管理可行性油套管的加工需要进行严格的管理和监控,确保加工质量和交货期的达到。
通过引入现代化管理手段,如信息化管理系统和质量管理体系等,能够提高油套管加工的管理效率,提升生产效率和产品质量。
四、结论与建议综上所述,油套管加工具有一定的可行性,对提高油田钻井作业效率和安全性具有重要意义。
建议相关企业在加工油套管时,应加强对加工工艺的控制和管理,提高加工质量和产品性能;加大对设备和技术的投入,引入先进的设备和技术,提升加工效率和降低生产成本;加强对员工的培训和管理,提高员工的技术水平和责任意识,确保生产过程的安全和稳定性。
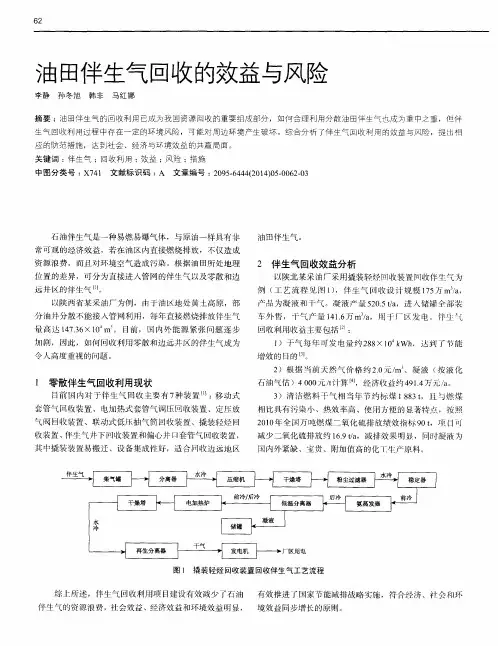
安塞油田回收利用油田伴生气的具体做法徐旭龙1㊀徐㊀阳2㊀熊㊀军1㊀郑淑红1㊀陈㊀飞1㊀李㊀翔1㊀周石港1㊀王训明1(1.中国石油长庆油田分公司第一采油厂,陕西延安716000;2.西安科技大学化学与化工学院,西安710054)摘要:安塞油田局部区域未建设原油稳定装置,且已建伴生气处理装置能力不足,原油蒸发损耗㊁伴生气无效放空及不合理利用,不符合国家安全㊁环保要求,同时也影响企业经济效益㊂为进一步提高伴生气的回收利用率,通过对安塞油田伴生气资源现场摸排调查以及回收利用现状进行分析,提出了伴生气开发与利用工作思路与方法,形成了以 井组定压阀集气㊁增压点油气混输㊁接转站油气分输㊁联合站三相分离㊁原油稳定㊁伴生气处理及干气利用等措施 为主的油田伴生气综合回收利用技术㊂伴生气回收利用是来自生产实际的具体问题,对解决伴生气回收利用问题具有较为广泛的借鉴参考价值和实用性㊂关键词:伴生气;回收;利用;工艺技术SPECIFIC PRACTICES OF OIL RECOVERY AND UTILIZATION IN ANSAI OILFIELDXu Xulong 1㊀Xu Yang 2㊀Xiong Jun 1㊀Zheng Shuhong 1㊀Chen Fei 1㊀Li Xiang 1㊀Zhou Shigang 1㊀Wang Xunming 1(1.No.1Oil Production Plant of Petrochina Changqing Oilfield Branch,Yan an 716000,China;2.School of Chemistry andChemical Engineering,Xi an University of Science and Technology,Xi an 710054,China)Abstract :The local area of Ansai oil field had not built a crude oil stabilization device,and the capacity of the built ansai gastreatment device was insufficient.The evaporation loss of crude oil,the invalid release of the associated gas and theunreasonable utilization of crude oil were not in line with the requirements of national safety and environmental protection,andalso affected the economic benefits of the enterprise.In order to further improve the recovery utilization rate of Ansai oilfield,by analyzing the field survey and recycling situation of Ansai oilfield,this paper put forward the working ideas and methods of development and utilization of Ansai oilfield.The oil field combined with gas recovery technology was formed with measuressuch as "well set pressure valve gas collection,supercharging oil and gas mixed transport,oil and gas separation at the transfer station,joint station three-phase separation,crude oil stability,combined gas treatment and dry gas utilization".Accompaniedrecycling was a practical problem from production,and had a wide range of reference value and practicality for solving accompanied recycling.Keywords :associated gas;recovery;utilization;process technology㊀㊀㊀㊀㊀㊀㊀㊀收稿日期:2019-07-08第一作者:徐旭龙(1969-),男,大专,主要从事油田开发技术服务工作㊂1271309616@0㊀引㊀言纵观世界能源结构变迁,共有三次显著的能源转换阶段㊂第一次能源革命由 薪柴 转换为 煤炭 ,19世纪末发生的第二次能源革命由 煤炭 发展到 油气 ,目前正处于第三次能源革命,由 油气 阶段步入 新能源 发展阶段㊂世界能源呈现出多元㊁清洁㊁低碳的特点,四种主体能源分别进入新时代:煤炭发展进入 转型期 ㊁石油发展迈入 稳定期 ㊁天然气发展步入 鼎盛期 ㊁新能源发展渐入 黄金期 ㊂加快能源结构调整,大力发展天然气是中国能源结构转型升级的重大战略举措㊂为此国家相续出台了‘天然气发展 十三五 规划“‘加快推进天然气利用的意见“‘关于深化石油天然气体制改革的若干意见“‘打赢蓝天保卫战三年行动计划“等政策措施㊂在 煤改气 及 打赢蓝天保卫战 等政策推动下,天然气消费持续快速增长,天然气在我国一次能源的占比从 十二五 初期的5%稳步提升至2018年的7.5%;我国天然气消费量2018年达到了2803亿m3,同比增长18.1%,天然气进口量1254亿m3,对外依存度45.3%㊂从安全保障来看,由于我国油气对外依存度持续快速攀升,已经严重威胁着国家能源安全,对此构建油气安全保障体系㊂应提升国内油气勘探开发能力,深化油气体制改革㊁加大政策支持力度,形成全方位开放下的我国油气安全保障体系,推进全方位对外开放,增强国际油气市场话语权㊂从绿色转型来看,天然气作为一种优质㊁高效㊁清洁的低碳能源,是实现能源绿色转型的现实选择;推进能源消费绿色转型,提升天然气消费比例,推进化石能源清洁化利用;加大环保监管力度㊂近年来,国家出台了一系列有关环境保护的法律制度政策,包括新‘环境保护法“㊁新‘大气污染防治法“㊁新‘水污染防治法“等,对油气生产㊁销售全过程和成品油质量提出了明确的规定和要求㊂1㊀安塞油田伴生气回收利用现状安塞油田地处黄河中游的陕北黄土高原丘陵沟壑区,区域横跨陕晋2市20县,矿权面积2.7465ˑ104km㊂辖区内沟壑纵横㊁梁峁广布㊁地表破碎,生态环境十分敏感脆弱㊂所处井场㊁站场点多㊁线长㊁面广,分布零散㊂现有油井8076口,单井产能1.01t,综合含水65.9%;已建联合站10座,接转站59座,增压点166座;2017年原油产量为281ˑ104t㊂因受到区域分散㊁富集度低㊁地形复杂㊁投资不足等诸多因素的限制,仍有部分伴生气资源没有得到有效回收利用,造成了资源浪费㊁环境污染,同时伴生气的放空和燃烧也存在较大的安全环保隐患㊂1.1㊀资源现状安塞油田共管理13个采油作业区,2个集输大队,伴生气总量约65.64ˑ104m3/d㊂1.2㊀利用现状除井站加热自用外,主要通过已建轻烃厂㊁混烃站㊁CNG及燃气发电站进行综合利用㊂2017年底利用部分为51.86ˑ104m3/d,未利用部分为13.78ˑ104m3/d,利用率为79.0%㊂1)一级利用㊂已建成5座轻烃厂㊁5座混烃站,共利用气量约4.98ˑ104m3/d㊂2)二级利用㊂加热装置:共有加热炉及各类燃气加热装置1491具,共利用气量44.73ˑ104m3/d㊂燃气发电:前期建成9座燃气发电站㊁燃气发电机组7座,已停运10座,6座在用,利用气量1.85ˑ104m3/d㊂CNG站:前期建成两座CNG气站,1座在用(用气量3000m3/d),1座已停用㊂3)未利用部分㊂主要是指作业区井站放空燃烧及集输站沉降罐挥发气量,总量约13.78ˑ104m3/d,按照1m3伴生气产生1.885kg CO2计算,每日CO2排放量为259.753t;2017年未稳定原油产量为75.8ˑ104t㊂2㊀伴生气回收利用工艺2.1㊀伴生气回收利用技术思路2.1.1㊀伴生气回收技术1)井场采用定压阀回收套管气;2)对于高回压井场,采用定压阀与油气混输设备,外输至下游站场;3)原始气油比ȡ50m3/t的站场采用油气分输;原始气油比<50m3/t的站场采用油气混输工艺回收伴生气㊂2.1.2㊀伴生气处理工艺原油稳定工艺采用微正压闪蒸工艺㊂伴生气量<3.0ˑ104m3/d采用低温冷凝分馏工艺回收混烃,C3 +回收率达到90%以上,见图1㊂图1㊀伴生气回收利用工艺流程2.2㊀伴生气集气工艺根据安塞油田地质㊁自然环境以及集输系统布站方式,主要包括井场㊁站场集气㊂2.2.1㊀井组集气工艺可直接进入系统的井组采用定压阀集气,边远井组采用定压阀+油气混输设备混输工艺集气㊂1)定压阀集气工艺㊂在套管与单井出油管道之间安装定压放气阀,当套管压力超过设定压力后,定压阀打开,套管内伴生气进入出油管道,有效回收套管气㊂定压放气阀压力设定值为油井回压+0.2MPa㊂针对安装定压阀对油井产量影响问题,2018年对5个含有长2㊁长6㊁长8等多个生产层位井组33口油井进行效果分析㊂安装定压阀后,平均液量略有上升,动液面保持平稳㊂说明安装定压阀对油井产量影响很小,见表1㊂2)油气混输工艺㊂针对高回压及边远低液量井组采用定压阀+油㊀㊀表1㊀定压阀安装井组动态统计层位井组号油井数量/口回压/MPa 定压阀设置压力/MPa安装前平均动态安装后平均动态日产液/m 3日产油/t 动液面/m 日产液/m 3日产油/t 动液面/m 长6∗23-94 1.3 1.5 4.35 1.14923 4.130.98913∗133-451 1.5 4.181.84864 4.021.83843长2∗75-2160.10.210.67 1.4799211.93 1.6988∗71-2241.2 1.320.89 3.1982520.28 2.84854长8∗102扩140.30.42.73 1.211413 2.71 1.131428合计3342.818.85501843.078.395026平均7 6.79 1.581136 6.89 1.511141气混输设备,由于从井场到接转站油气流动阻力造成井口高回压,一般低的1MPa,高的2MPa,冬季部分油井回压高达3~4MPa㊂高回压使井口盘根刺漏,井底漏失量加大,生产事故风险增大,由于套管气压低于油压,套管气无法进入原油出油管线进行回收,以同步回转压缩机作为井口增压设备,通过同步回转压缩机混输泵抽吸作用,将套管气和井组来油经过滤,油气混输增压进入集油管线输至下游站场,实现降低井口回压,有效解决油井高回压矛盾,延长集输半径,达到回收井口伴生气资源的目的㊂通过前期推广试验,目前排量为0.6~2L /min油气混输设备现场已应用成熟可靠,可实现井场降回压密闭增压集输㊂2018年通过建立同步回转集气示范区,安装21座井组,实现伴生气密闭回收,同时井组降回压效果明显,见表2㊂表2㊀示范区同步回转压缩机运行情况统计站点同步回转井组/座同步回转型号回收气量/m 3平均回压/MPa 安装前安装后∗十四转5RPP-1㊁RPP-2㊁RPP-41300 1.7 1.2∗五增5RPP-21800 1.8 1.4∗二倒3RPP-1㊁RPP-21100 1.6 1.2∗一增6RPP-1㊁RPP-2㊁RPP-42600 1.41∗127-4增2RPP-2㊁RPP-45001.40.9合计/平均217300 1.61.12.2.2㊀站场伴生气回收站场集气主要为增压点与接转站两个层级㊂1)增压点伴生气回收㊂根据井组来油不同气油比,增压点集气采取油气混输与油气分输两种工艺㊂①油气混输工艺㊂当原始地层气油比ɤ50m 3/t时,采用油气混输泵将井组来原油㊁伴生气㊁采出水三相介质经总机关㊁收球筒㊁水套炉加热㊁外输泵增压后输至下游站场㊂②油气分输工艺㊂当原始地层气油比>50m 3/t时,由于国产混输泵携气率较低,无法满足油气混输技术要求,采用混输工艺将造成站点伴生气无效放空,因此需通过密闭分离装置将井组来油油气分离,将伴生气经空冷器冷却除掉凝液后,通过单独敷设的集气管道输送至下游站场㊂2)接转站集气工艺㊂接转站由于液量与气量相对较大,采用油气混输工艺输送困难,因此采用油气分输模式㊂通过分离缓冲罐或三相分离器将含水油油气分离,伴生气利用站内密闭容器余压或设置压缩机增压后,通过单独敷设的输气管线增压(自压)输至下游站场,见图2㊂图2㊀站场伴生气回收工艺流程3)压缩机㊂压缩机是用于压缩气体以提高气体压力来输送气体的设备,主要由压缩机部分㊁驱动部分及冷却部分三部分组成㊂目前在天然气增压输送中使用的压缩机主要为活塞式压缩机和螺杆式压缩机㊂根据对两种类型压缩机的优缺点对比以及压缩机技术㊁经济(单台费用㊁年维护成本㊁年运行成本㊁全寿命费用现值)对比,并结合各使用单位反馈的使用情况推荐使用活塞式压缩机㊂2.3㊀原油稳定系统调整原油稳定工艺主要有负压闪蒸㊁微正压闪蒸㊁正压闪蒸3种,结合安塞油田2017年原油稳定及伴生气综合利用工程原油稳定推荐采用微正压闪蒸稳定工艺(图3)㊂三相分离器来油依次经原油换热橇㊁原油加热橇加热至94ħ,在微正压(~105kPa)条件下闪蒸分离,稳定原油经泵增压至0.30~0.40MPa 后进入稳㊀㊀图3㊀微正压闪蒸原油稳定工艺流程定原油冷却器冷却至55ħ时进外输系统㊂闪蒸气进抽气压缩机后进入抽气辅机橇,在辅机橇内进行冷却㊁分离,分离出的气相作为原料气至伴生气凝液回收装置,分理出的凝液由于含水率较高因此经增压后返回至原油储罐㊂2.4㊀伴生气处理结合安塞油田滚动开发及地形条件复杂等因素,以节能降耗㊁提高天然气凝液收率为目的,确定回收C 3+为主要产品,采用低温冷凝分馏工艺㊂上游来伴生气(~0.30MPa,~25ħ)进入原料气分离器,分离出游离水后的伴生气进原料气压缩机,一级压缩至0.9MPa 后进入一级冷却器㊁分离器进行冷却分离,分离出微量凝液及水后进分子筛脱水橇脱水,脱水后伴生气经原料气压缩机二级压缩至2.1MPa㊂二级压缩气依次进二级冷却器㊁分离器㊁贫富气换热器㊁冷剂蒸发器(制冷橇内)后,进低温分离器,凝液进脱乙烷塔处理,出低温分离器气相进入贫富气换热器,得到的干气作为站场燃料气,见图4㊂图4㊀伴生气处理流程2.5㊀加热炉智能自动点火装置应用自用加热炉智能自动点火及熄火报警装置能够保证加热炉平稳运行,避免每天耗气量波动,火焰熄灭时能及时自动点火,避免了燃气的浪费,杜绝了加热炉熄火后继续供气的安全隐患;温控装置能够根据现场出液情况(输液量)能够及时远程控制加热炉出温,无需现场人员调试火源大小,节省时间,操作简便提高工作效率㊂3㊀站点伴生气回收利用案例某接转站在伴生气回收利用过程中主要工艺设备有三相分离器㊁分离缓冲装置㊁气液分离器㊁加热炉及储罐等,总设计规模为5ˑ104t /a,见图5㊂3.1㊀三相分离器选型3.1.1㊀日生产油量q 油=m ːρː365(1)式中:q 油为日生产油量,m 3/d;m为油田原油生产能图5㊀接转站工艺流程力,t /a;ρ为储存温度下的原油密度,t /m 3㊂q 油=5ˑ104ː0.84ː365=163m 3/d3.1.2㊀日生产液量q 液=q 油ː(1-x )(2)式中:q 水=xq 液;q 液为日生产液量,m 3/d;q 水为日生产采出水量,m 3/d;x 为原油含水率,%㊂初期:含水按30%计算㊂q 液=163ː(1-30%)=233m 3/d;采出水量:q 水=30%ˑ233=69.9m 3/d㊂后期:含水按50%计算㊂q液=163ː(1-50%)= 326m3/d;采出水量:q水=50%ˑ326=163m3/d㊂根据‘油气集输设计规范“脱水设备台数不应<2台,1台三相分离器负荷率为326/450=72.4%,满足规范ɤ120%的要求㊂因此脱水设备选型为:2台450 m3/d的三相分离器㊂3.2㊀储油罐选型根据‘油气集输设计规范“储油罐容积按照外输管线事故状态下,该站需储备4~24h外输净化油量,储备时间按24h计算如下:V=mT/ε=163ː0.85=192m3(3)㊀㊀根据计算结果,结合储罐规格系列,选择500m3油罐1具,实际储备时间2.6d㊂3.3㊀加热炉选型3.3.1㊀来油升温热负荷(Q1)Q1=G液㊃C液㊃(t2-t1)(4)式中:Q1为来油升温热负荷,kW;G液为被加热介质质量流量,kg/s;C液为被加热介质定压比热容,kJ/(kg㊃ħ);50%含水:C=0.5ˑ0.84/(0.5ˑ0.84+0.5ˑ1)ˑ2100+0.5ˑ1/(0.5ˑ0.84+0.5ˑ1)ˑ4200=3241 J/(kg㊃ħ);50%含水:ρ=ρ油ξ油+ρ水ξ水=840ˑ0.5+ 1000ˑ0.5=920kg/m3;t1为原油进加热炉温度,ħ,取t1=3ħ;t2为加热炉出口原油温度,ħ,取t2=55ħ;Q1=300/24/3600ˑ920ˑ3.24ˑ(55-3)=538kW㊂3.3.2㊀油罐保温热负荷(Q2)按设计手册选择,500m3油罐保温热负荷为: 28.23kW㊂3.3.3㊀外输负荷(Q3)净化油进三相分离器温度为55ħ,外输无需加热;进储油罐维温温度为30ħ,需升温至48ħ外输㊂Q3=G油㊃C油㊃(t2-t1)=137/24/3600ˑ840ˑ2.1ˑ(48-30)=50.3kW(5) 3.3.4㊀其他热负荷(Q4)考虑站内设备保温,按Q4=50kW估算㊂3.3.5㊀站内总热负荷(Q)Q=1.15(Q1+Q2+Q3+Q4)=1.15ˑ(538+28.2+ 50.3+50)=766kW(6)选择600kW常压卧式冷凝水套加热炉2台㊂3.4㊀伴生气分液器选型侏罗系原始地层气油比为43.6m3/t,由于井底脱气严重,生产实际气油比为43.6ˑ3.3=143.88m3/t㊂Q气=163ˑ0.84ˑ143.88=19700m3/dϕ400伴生气分液器可以处理到19000m3/d,选择1台ϕ400伴生气分液器㊂两台600kW加热炉耗气量为3325m3/d,除自用外,其余气量外输㊂3.5㊀缓冲罐选型V=Q㊃t式中:V为计算需要分离缓冲罐缓冲容积,m3;t为缓冲时间,min㊂根据‘油气集输设计规范“缓冲时间10~20min;Q为进出缓冲罐液量,m3/h㊂来油缓冲:t取20min㊂V=233ː24ː60ˑ20ː0.625=5.2m3外输缓冲:t取20min㊂V=163ː24ː60ˑ20ː0.625=3.6m3综合以上计算结果,选择40m3两室分离缓冲罐1具,两个室容积均为20m3,分别用于来油及外输缓冲㊂3.6㊀回收能力分析按照‘石油天然气开采业污染防治技术政策“(环保部公告2012年第18号)要求, 油气集输过程中,应采用密闭流程,减少烃类气体排放;新建㊁改扩建油气田油气集输损耗不高于0.5%;在开发过程中,伴生气应回收利用,减少温室气体排放,不具备回收利用条件的应充分燃烧,伴生气回收利用率应达到80%以上 ㊂考虑区块地理㊁生态及井站分布等因素,按照初期回收利用率80%执行,19700ˑ80%=15760(m3/ d),站内由Φ400伴生气分液器1台和40m3两室分离缓冲罐1具完成伴生气回收任务,次年达到油田回收利用率平均水平㊂4㊀实施效果及经济效益1)摸排伴生气资源量㊂2018年对所属13个采油作业区伴生气资源量进行摸排调查,8个主力区块新增储气量36.5ˑ104m3/d,5个潜力区块新增储气量8ˑ104m3/d㊂2)井组集气工艺配套㊂前期安装直读防冻堵定压套气阀291套,同步回转压缩机26台㊁输气压缩机2台㊁敷设集气管线47.7km;2018年安装定压阀944套,井组集气管线利旧104条115km,憋压生产井组786座,治理井组伴生气全面回收,火炬全部消灭㊂3)站点集气工艺配套㊂前期安装输气压缩机15台㊁配套数字化增压装置及油气混输装置37具㊁敷设输气管线127.4km;2018年敷设集气管线实现油气增压㊁自压分输,利旧管线225.2km,回收站点86座,新增回收气量6.9ˑ104m3/d,轻烃厂上游8个主力区块的主集气管网已基本建成㊂4)拉油点密闭集输改造㊂2018年对12个井场拉油点进行了优化改造进入集输系统,新铺设集油管线15.6km,新增设油气混输装置5套,满足了优化站点的密闭集输要求㊂5)轻烃系统维护㊂2018年累计保养设备1200余台次,检修设备180余台次,新建LNG 一座,改造CNG 装置一座㊂6)稳定系统调整㊂针对油区东部东营输油站来油未配套稳定装置,2018年新建35ˑ104t 原油稳定装置1套;对现有轻烃厂通过提升库存㊁优化流程增加原油稳定量,提高轻烃产量,原油稳定率由38.3%提高至60.8%㊂7)经济效益㊂2018年伴生气回收利用率达到89.5%,较2017年提高了10.5%,形成了较为完整的伴生气回收利用体系,年综合创效1571万元㊂5㊀伴生气回收利用一体化集成装置在安塞油田建设 人文㊁智能㊁绿色 油田和 二次加快发展 的过程中,为适应油气田大规模建设㊁高效开发和现代化管理的需要,油田全面推行标准化设计㊁模块化建设㊂一体化集成装置做为标准化设计的高水平体现,得到了大规模推广应用,逐步满足了安塞油田优化简化地面工艺㊁模块化建设㊁数字化管理的现实需要,是低渗透油田低成本开发战略的重要举措之一㊂5.1㊀油气混输一体化集成装置该装置主要包括加热炉㊁分离缓冲罐㊁外输泵㊁智能控制和安全保障系统等,可实现远程终端控制㊁现场无人值守㊂应用油气混输一体化集成装置,替代了常规增压点的建设㊂图6㊀油气混输一体化集成装置5.2㊀天然气集气处理一体化集成装置撬装一体化 伴生气回收处理装置,一台集装设备将原来油井来液汇总㊁气液分离㊁闪蒸分液㊁管道清管㊁外输计量及自用气减压等7大系统能完成的功能高度集成到了一体,具有减少用地,降低投资,建设周期短等优点㊂图7㊀天然气集气处理一体化集成装置一体化装置设计与油田数字化建设结合,监控数据上传至中央控制系统,确保生产过程可视㊁可控㊁可调节,保障生产平稳运行㊁数据实时监控,形成了适应油田的智能控制系统制模式,可通过远程终端实现站场无人值守,减少现场人工操作,提高站场管理控制水平㊂6㊀结㊀论1)依据生产现场伴生气收集主要为井口套管气㊁站厂放空㊁储罐挥发3种类型,利用主要包括燃料㊁发电㊁轻烃回收3个方向,安塞油田近年来经过科技攻关和现场实践摸索出一条合理有效回收利用油田伴生气的道路㊂同时,这一举措使油区最大限度地减少了伴生气的火炬燃烧排放,对减少对当地脆弱的生态环境破坏发挥了重要作用㊂2)集气管网不完善㊁装置运行参数不达标等因素依然存在,装置实际能耗高,加工费用高,盈利能力弱㊂2019年油田将从井组到站点,依据不同液量㊁含水,找出不同开发阶段气量变化规律,为下步制定回收方案提供有力依据;加大井下油气混采㊁地面油气混输技术论证和攻关,确保伴生气全面高效回收;进一步推进原油稳定与伴生气综合利用工作,实现原油稳定率及伴生气综合利用率均达到95%以上㊂3)老油田管理站点多㊁设施老旧㊁安全风险高㊁运行费用高㊂一体化集成装置因其占地小㊁投资少㊁调配灵活㊁易于搬迁,可与老油田改造 六结合 ,按照 关㊁停㊁并㊁转㊁简 的改造原则,实现流程再造㊂参考文献[1]㊀吕晨,伍鹏程,曹丽斌,等.洁取暖政策对北方农村地区能源结构的影响:以鹤壁市为例[J].环境工程,2019(7):215-220.(下转第197页)。
低温分离法在油田伴生气轻烃回收中的应用摘要:利用原料气中各烃类组分冷凝温度不同的特点,通过将原料气冷却至一定温度从而将沸点高的烃类冷凝分离,并经过凝液精馏分离成合格产品的方法,叫做低温分离法。
该方法在油田伴生气轻烃回收系统中的应用较为广泛,主要工艺有脱水、压缩、冷凝和分馏,其中冷凝效果对轻烃的收率影响最大,即合适的冷凝温度和冷凝压力对产品产量的增加具有至关重要的意义。
通过介绍中原油田采油三厂伴生气轻烃回收的生产状况,全面分析了低温分离法的实际应用效果,并结合以往的生产管理实例,提出了优化工艺管理和参数控制的一些经验方法,帮助推进油田伴生气轻烃回收的安全生产和经营效益提升。
关键词:伴生气轻烃回收低温分离1 伴生气轻烃回收技术概述工业生产中常用的轻烃回收方法主要有油吸收法、吸附法、低温分离法以及一些新型方法。
其中油吸收法、吸附法和低温分离法为油田伴生气净化系统中较为常用的回收方法,而低温分离法在轻烃回收工艺中应用又最为广泛。
低温分离法作为目前轻烃回收系统的主流生产工艺,具有工艺流程简单、设备投资少、运行成本低和轻烃回收率高等优点,但是由于该方法需要提供给原料气降温的制冷工艺,给实际生产也带来了一些操作麻烦和安全隐患等。
根据制冷方式的不同,低温分离法又可分为冷剂制冷、膨胀机制冷、热分离机制冷和混合制冷四种方法。
下面就中原油田采油三厂的生产状况,分析下低温分离法的应用效果。
2 低温分离工艺在轻烃回收系统的应用情况由于伴生气量低、含水高和投资规模小等条件的限制,该厂轻烃生产采用的是氨制冷与膨胀机制冷结合的复合制冷法,目的是最大限度的从石油伴生气中回收轻烃。
氨制冷是利用液态氨蒸发时需要吸收大量的热来降低原料气温度的,制冷温度在-18~-30℃之间;膨胀机制冷则是利用原料气膨胀对外做功消耗气体本身内能来达到降温的目的,制冷温度在-45~-68℃之间。
冬季外界环境温度在-5~-15℃之间,制冷效果较好,轻烃及液化气的产量较高,而夏季外界环境温度在25~-40℃之间,制冷效果较差,且原料气压力偏高,导致分馏效果差,轻烃及液化气的产量也就偏低。
钻井气体回收系统随着石油开采技术的不断进步和石油需求的不断增加,大型石油钻井平台已成为维护能源安全的重要手段之一。
然而,油井开采过程中所排放出的烟雾、废气对环境的污染十分严重。
因此,如何有效地减少石油钻井平台的排放是一个亟待解决的问题。
这时,钻井气体回收系统应运而生。
本文将从钻井气体回收系统的原理、优缺点以及应用领域三个方面进行详细介绍。
一、钻井气体回收系统的原理钻井气体回收系统是一种利用膜分离蒸发技术回收钻井排气的技术,其主要原理是通过将钻井平台产生的气体(主要是氧气、氮气和二氧化碳)吸入回收系统中,再通过一系列的物理、化学过程,使其分离出其中的水分、油脂和其他杂质污染物,并使其转化为可再利用的纯度较高、密度较低的空气。
这种新鲜的空气除了减少环境污染外,还能提高钻井平台工作效率,提高工作质量,保护工人的健康和安全。
二、钻井气体回收系统的优缺点钻井气体回收系统具有以下优点:1、降低气体排放浓度:将工业排放废气回收成对环境污染更小的新鲜空气,不仅有效地减少了大气污染,同时可以降低排放量,提高环保等级。
2、回收利用资源:回收钻井平台排放的气体,并经过处理,使其成为低含油、低含水和高纯度的新鲜空气,可以多次利用。
3、提高工作效率:钻井气体回收系统的内部功能齐全,不仅能颜值气体污染,还可以减少不必要的损失和浪费,提高工业企业的生产效率。
然而,钻井气体回收系统也存在以下缺点:1、设备成本高昂:现在大部分石油企业实施钻井气体回收系统的投资费用较高,加之设备运行和维护的成本过高,限制了其在实际应用中的推广和普及。
2、需员工技术较高:对于普通的钻井工人来说,使用钻井气体回收系统的操作技术较为繁琐,需要较长的培训周期和经验累积,这给企业和员工带来了较大的技术压力。
三、钻井气体回收系统的应用领域钻井气体回收系统目前主要应用于石油钻井平台、化工厂和煤矿等大型企业中。
钻井平台是应用该系统最为普遍的场合。
钻井平台长期进行开采活动,产生的废气不仅含有大量的悬浮颗粒物,同时还含有大量的有毒有害物质,会对员工的身体和环境造成严重的威胁。
长庆油田伴生气集输技术探讨摘要:本文通过对长庆油田伴生气回收进行深入的研究,较详细地阐述了长庆油田井场及站场的伴生气回收方法,对油田伴生气回收有着重要的指导意义。
abstract: through in-depth research of changqing oilfield associated gas, this paper expounds the recovery method for well site and station in changqing oilfield in detail. it is of important instructive significance for oilfield associated gas recovery.关键词:长庆油田;伴生气;回收key words: changqing oilfield;associated gas;recovery 中图分类号:te866 文献标识码:a 文章编号:1006-4311(2013)24-0030-020 引言长庆油田是我国陆上第二大油气田,油藏属于低渗稀油油藏,按照60m3/t生产气油比进行计算,按年产原油2000×104计,每年可产生伴生气12×108/m3,大部分都直接放空燃烧,浪费了油气资源,污染了环境。
伴生气的回收和利用,减少了燃烧时造成的能源浪费及环境污染,创造了新的经济价值。
长庆油田伴生气主要用于集油管线加热、水套加热炉燃料气、燃气发电及轻烃回收装置的原料气。
随着轻烃回收工艺的日趋成熟,伴生气主要用于轻烃回收装置的原料气。
伴生气集输比较复杂,受到距离管网远近、油田附近基础设施等因素的影响,因此,伴生气的集输因井场、站点而异。
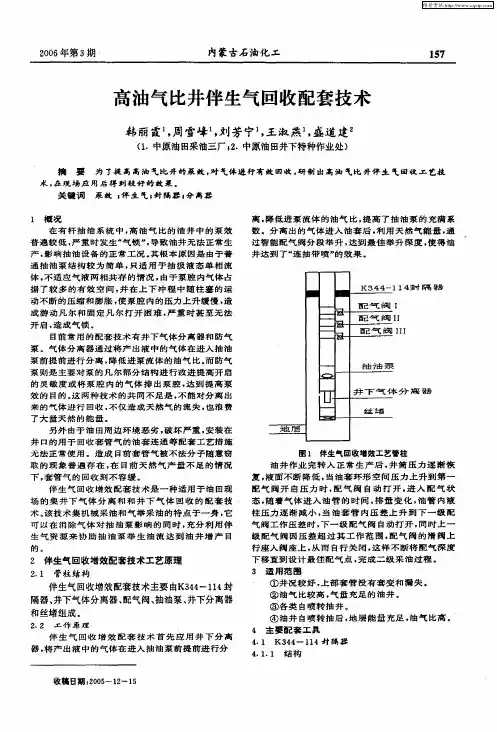
1 井场伴生气集输技术1.1 定压阀油气混输工艺在油井套管上安装定压阀,根据油井回压的大小调好开启压力,当溢出的套管气在环空聚集压力超过设定值时,伴生气进入输油管线,混输至下游。
边缘井天然气回收技术研究及应用摘要:在我国油气田生产中,受管道和压力等工艺技术条件的限制,许多边缘井的天然气均放空和焚烧。
由于是边缘井,设备用电不方便,对天然气回收工作也造成困难。
在能源紧张、油价居高不下的状况下,充分挖掘和回收利用边缘井、试采井的油气资源潜力,不仅能够避免能源的浪费和燃烧气体对大气的污染,还能取得可观的经济效益。
本文分析了边缘井天然气回收技术及应用。
关键词:边缘井天然气;回收技术;应用边缘井天然气由于受环境和工艺技术条件限制难以进集输系统,放空或燃烧天然气浪费了资源同时对大气造成污染,边缘井天然气回收技术研究及应用不仅可以增效降耗节能、保护环境,还能取得十分可观的经济效益。
一、边缘井天然气回收技术1.压缩机选型。
一是压缩机进气压力,排出压力,压缩机处理量的选择。
压缩机来气主要是多功能密闭储油罐,罐内承压一般设定在0.5Mpa 以下,所以压缩机进气不能太高,也不能太低。
太高可直接外输,太低容易把罐体抽扁,所以压缩机进气压力选择为0.1-0.3Mpa。
通过调查现场边缘井产气量在300-5000m3/d,考虑经济效益,压缩机处理量选定500- 5000m3/d。
二是压缩机的安装、冷却、气体净化。
整套设备体积小,既可安装在固定机房内,也可安装在移动设备上,便野外机动作业。
利用压缩机飞轮轮辐所产生的风直接给冷却器散热,无需另加风扇散热,减少能耗及噪声。
2.工艺选择。
轻烃回收方法主要有吸附法、油吸收法和冷凝分离法。
冷凝分离法是利用在一定压力下天然气中各组分的挥发度不同,将天然气冷却至露点温度以下,使其与甲烷、乙烷分离的过程。
冷凝分离法特点是在一定的压力下通过外界向天然气提供所需的冷量,使气体获得低温。
按照提供冷量的制冷系统不同,冷凝分离法可分为冷剂制冷法、直接膨胀制冷法和联合制冷法三种。
结合工业中应用较为广泛的三种制冷工艺,即丙烷制冷、膨胀机制冷和丙烷加膨胀机联合制冷工艺,按相同的组分和进气参数进行模拟计算对比。