注塑模具斜销简介
- 格式:ppt
- 大小:640.50 KB
- 文档页数:24
注塑模具斜顶(Slider)设计介绍注塑模具斜顶(Slider)设计介绍1. 概述注塑模具斜顶(也称为Slider)是注塑模具中的重要组成部分。
它的设计和运动能够使注塑模具具备更多的功能和灵活性。
本文将介绍注塑模具斜顶的设计原理、优势以及在注塑加工中的应用。
2. 设计原理注塑模具斜顶的设计原理是基于滑块原理,通过斜顶的运动使得模具的开合更加灵活。
斜顶通常由滑块、导向机构和驱动机构组成。
2.1 滑块滑块是斜顶的核心部件,它通常由钢材制成,并具有较高的硬度和耐磨性。
滑块与模具底板通过滚动导向机构相连接,可以实现上下、前后的运动。
2.2 导向机构导向机构用于使滑块在模具中的运动保持平稳和准确。
常见的导向机构有导柱、导套和导轨等,它们能够确保滑块的运动轨迹与模具的要求相匹配。
2.3 驱动机构驱动机构通过控制斜顶的运动方式和速度,实现模具的开合和产品的成型。
驱动机构通常由液压缸、气缸或电机等组成,根据注塑加工的需求选择合适的驱动机构。
3. 优势注塑模具斜顶在注塑加工中具有以下优势:3.1 提高产品质量斜顶的运动可以使模具开合更为灵活,从而使产品的成型更加完整和精确。
它可以减少产品的缺陷和变形,提高产品的质量。
3.2 扩展模具功能通过合理设计和安装斜顶,可以实现多腔模具、插件腔、嵌件及特殊结构的模具设计。
这种灵活的设计使得模具具备更多的功能,满足不同产品的需求。
3.3 增加生产效率斜顶的运动速度较快,可以加快模具的开合速度,从而提高注塑生产效率。
,斜顶还能够减少模具的运动阻力,降低注塑机的能耗。
4. 应用领域注塑模具斜顶在各个领域的注塑加工中都有广泛的应用。
它适用于各种注塑产品的生产,包括塑料零件、橡胶制品、注塑包装等。
5. 结论注塑模具斜顶的设计和运动原理使得注塑加工更加灵活和高效。
它的优势在提高产品质量、扩展模具功能和增加生产效率方面都得到了充分的展现。
在实际注塑加工中,合理设计和运用注塑模具斜顶将带来更好的加工效果和经济效益。
模具斜顶(斜梢)的设计,这次搞透彻了!模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
七种顶出机构一﹐推块顶出机构平板状带凸缘的塑件﹐如用推板顶出会粘附模具时﹐则应使用推块顶出机构。
因推块是形腔的组成部分﹐所以它应具有较高的硬度和较低的表面粗糙度。
它的复位形式有两种:一种是依靠塑料压力﹐一种是采用复位杆。
二.利用成型零件顶出机构有些塑件由于结构形状和所用塑料关系﹐不宜采用顶杆﹐顶管﹐推板﹐推块等顶出机构﹐此时可采用成型镶件或凹模带出塑件。
前面讲的推块出属于成型镶块顶出机构。
三.多组件综合顶出机构它是指将前面所讲的几种顶出机构综合起来实现顶出的目的。
常用的有顶杆加顶板﹐顶管加顶板四.气压脱出机构使用气压脱模要设置压缩空气通路和气门﹐加工较简单﹐适用于轻的﹐薄的软性塑料脱模。
五.斜滑块脱出机构当塑件上具有与开模方向不同的内外侧孔或侧凹等阻碍塑件直接脱模时﹐必须采用斜滑块脱模机构。
即将成型侧孔或侧凹的零件做成活动的型芯。
在塑件脱模时先将活动型芯抽出﹐再从模中顶出塑件﹐完成活动型芯抽出和复位的机构叫做抽芯机构。
六.弯销分型与抽芯机构其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的弯销代替了斜导柱.它的优点是斜角可以做大一些.七. 斜导槽分型与抽芯机构<一>﹑斜頂的設計方法及各尺寸的確定﹕1.由產品的形狀確定出抽芯距﹕S抽=S倒勾 (2~3)mm。
2.根據頂出行程﹐計算斜頂的角度α(tgα= S抽/ S頂)﹐α值不宜過大﹐若太大斜頂所受的彎曲力較大﹐極容易導致斷裂﹐一般取3≦α≦8˚。
3.確認斜頂的基准P點在模具中的位置取整數。
4.確認斜頂的厚度L1﹐L1根據實際情況而定﹐但此值不宜過小﹐否則斜頂的強度不能保証。
5.斜頂與模仁之間的靠破距離H一般取5~10mm(依模仁厚度而定)。
<二>﹑設計過程注意的問題﹕1.斜頂在頂出產品時不能損害產品的其它部位。
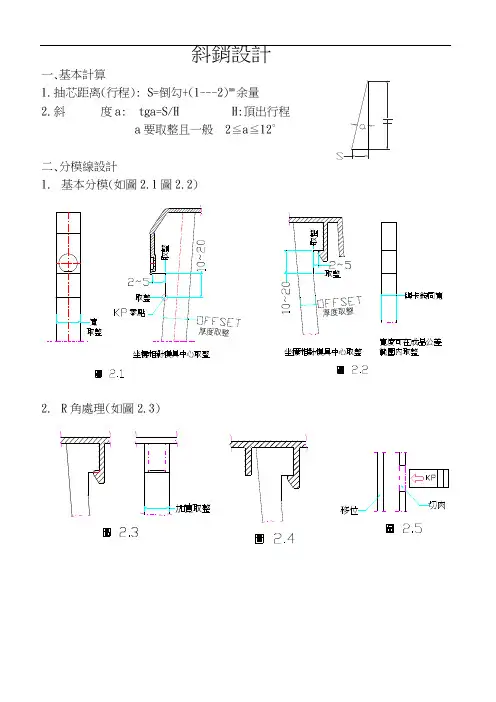
斜銷設計一、基本計算1.抽芯距离(行程): S=倒勾+(1---2)mm余量2.斜度a: tga=S/H H:頂出行程 a要取整且一般 2≦a≦12∘二、分模線設計1.基本分模(如圖2.1圖2.2)2.R角處理(如圖2.3)3. 干涉一: 行程空間不足(如2.4),解決方案: (1)成品切肉或移位;(建議客戶)如圖2.5(2)將斜銷厚度取小;(保証強度)(3)改變抽芯的方向.(行程加長)如圖2.64. 干涉二: 沿抽芯方向,成品有下降弧度解決方案: (1)成品切肉; (建議客戶)如圖2.7斜銷座底部做斜度b, 使斜銷延時頂出.如圖: b≧a∘,c≧b∘,5. 模角≧2 因斜銷抽芯力較小,脫模困難∘三、斜銷与公模仁配合1.基本配合(如圖3.1). 公模仁線割斜孔2. 模仁拆入子(如圖3.2).當公模仁太厚(如>150mm) 則線割加工精度(絲彎曲)降低,加工時間長,及穿絲孔難鑽,應考慮拆入子.3. 增加導向當斜銷較寬或模仁(導向)斜面太短,頂出時斜銷會向成品側頃斜,使設計行程變短,脫模困難.應增加導向.形式有:1. 側(單)面加T 形鉤;2. 背部加鉤或燕尾槽;四、公模板偷孔要點;(1) 优先打圓孔,其次方孔, 然后异形穴;(2) KP 偷孔大小與位置用雙截面法檢查(如圖4.1);(3)偷孔在組立平面圖上必須畫出,以檢查与O 形環,水管,頂針, 螺絲等是否干涉.(4)偷孔位置及尺寸优先取整.五、斜銷与頂出板聯接聯接一: 斜銷与斜銷座用T 形鉤聯接(如圖5.1). 斜銷厚度太小時,作單面鉤; 公模板底部需加耐磨板; (如圖5.3)調整較困難,可在斜銷座底部預留1~2mm 供裝配時調整.聯接二: 斜銷裝圓銷與斜銷座聯接,其餘同前(如圖5.3).聯接三: 斜銷座加長,斜銷縮短(增強剛度)公模不需加耐磨板聯接四: 用帶卡鉤圓銷作為斜銷座(如圖5.4).兩斜銷相對產生干涉則將KP 切短,用銷聯接備料考慮單個備料和整儲備料(所有斜銷備在一起),KP材質DH2F。
注塑模具斜顶(侧抽芯.滑块)介绍_(含动画演示) 注塑模具斜顶(侧抽芯.滑块)介绍_(含动画演示)1.概述注塑模具斜顶是一种常见的模具结构,常用于制造具有倾斜表面的注塑产品。
它可以通过侧抽芯和滑块的组合来实现倾斜表面的成型。
本文将详细介绍注塑模具斜顶的结构和工作原理,并配备动画演示来直观展示其工作过程。
2.结构组成注塑模具斜顶主要包括以下几个部分:2.1 行动板行动板是注塑模具斜顶的主要部件,它通过导柱和导套与模具固定板连接。
行动板上安装有侧抽芯和滑块等结构。
2.2 侧抽芯侧抽芯位于行动板的侧面,通过斜顶导柱的支撑实现倾斜成型。
侧抽芯可由液压或气动驱动,具有很强的刚性和稳定性。
2.3 滑块滑块位于行动板的顶部,与侧抽芯配合完成模具的开合动作。
滑块通常采用液压或气动驱动,具有较大的滑动面积,能够承受较大的压力。
3.工作原理注塑模具斜顶的工作原理如下:3.1 开模状态在开模状态下,行动板向后移动,侧抽芯与滑块一起向上移动,使得模腔和侧抽芯脱离,产品顶出成型。
3.2 关模状态在关模状态下,行动板向前移动,侧抽芯与滑块一起向下移动,使得模腔和侧抽芯接合,形成闭合状态。
4.动画演示请参考附件中的动画演示文件,该文件将直观展示注塑模具斜顶的工作过程和各个组成部分的运动轨迹。
附件:动画演示文件(请参考附件文件名称,例如:InjectionMold_SlantingCore_Slider_Animation)法律名词及注释:1.注塑模具:指用于注塑成型的模具,可以通过模具的开合运动实现塑料制品的成形。
2.斜顶导柱:指在模具中用于支撑倾斜结构的导柱,常用于支撑侧抽芯。
3.滑块:指模具中用于实现于行动板相对运动的零件,用于模具的开合过程。
注塑模具斜顶(Slider)设计介绍正文:一、引言注塑模具斜顶(Slider)设计是模具设计的一个重要环节,其作用是实现模具中复杂形状的成型操作。
本文将详细介绍注塑模具斜顶的设计原理、构造、材料选择和加工工艺。
二、设计原理注塑模具斜顶的设计原理是根据产品形状和注塑工艺要求确定。
斜顶的设计需考虑以下几个关键因素:1·斜顶的形状与产品形状一致,以便实现产品的复杂形状成型。
2·斜顶的运动轨迹须与模头运动轨迹一致,以便确保模具中产品的准确定位和尺寸控制。
三、斜顶构造1·斜顶组成:斜顶通常由斜顶座、斜顶板、斜顶销和斜顶导柱组成。
2·斜顶座:斜顶座用于固定斜顶板,通常采用高强度的合金钢材料制造,以保证斜顶稳定。
3·斜顶板:斜顶板是斜顶的运动部件,它与斜顶座连接,并通过斜顶销的引导实现斜顶的上下运动。
4·斜顶销:斜顶销负责引导斜顶板的运动,通常采用硬质合金材料制造,以保证高强度和耐磨性。
5·斜顶导柱:斜顶导柱用于指导斜顶的上下运动,保证斜顶的稳定性和准确定位。
四、材料选择1·斜顶座:通常选用优质合金钢材料,如SKD61等,以保证斜顶的高强度和耐磨性。
2·斜顶板:根据实际需求选择合适的材料,通常有SKD61、SKD11等。
3·斜顶销:采用硬质合金材料制造,如硬质合金钢等,以保证斜顶的高强度和耐磨性。
4·斜顶导柱:通常选择SKD61等高强度合金钢材料,以确保斜顶的准确定位和稳定性。
五、加工工艺1·斜顶座的加工工艺:先进行粗加工,然后进行热处理,最后进行精加工和抛光处理。
2·斜顶板的加工工艺:根据实际需要进行车、铣、镗等加工,然后进行热处理和抛光处理。
3·斜顶销的加工工艺:先进行车、铣等粗加工,然后进行热处理,最后进行精加工和抛光处理。
4·斜顶导柱的加工工艺:先进行车、铣等粗加工,然后进行热处理和抛光处理。
塑料模具斜顶的作用与分类小伙伴们!今天咱们一起来聊聊塑料模具斜顶这个有趣的玩意儿。
你可别小瞧它,它在塑料模具里可是起着至关重要的作用呢!一、塑料模具斜顶的作用。
塑料模具斜顶的作用那可真是多啦!咱先说说它在脱模方面的厉害之处。
想象一下,当塑料产品在模具里成型后,想要把它顺利地从模具里取出来可不容易。
有些形状复杂的产品,特别是那些有倒扣结构的,普通的脱模方式根本就行不通。
这时候,斜顶就闪亮登场啦!它可以通过自身的倾斜运动,巧妙地把产品从模具中顶出来,就像一个神奇的小助手,让脱模过程变得轻松又顺畅。
比如说,像一些带有内侧倒扣的塑料外壳,没有斜顶的帮忙,那脱模可就成了大难题啦。
再讲讲它对产品质量的影响。
斜顶在脱模过程中能够均匀地施加力量,避免产品因为受力不均而出现变形、损坏等问题。
这样一来,生产出来的塑料产品质量就更有保障啦,合格率也能大大提高。
要是产品质量不过关,那可就麻烦咯,不仅浪费材料和时间,还可能影响企业的声誉呢。
还有哦,斜顶还能提高生产效率。
它的存在让脱模过程变得快速又稳定,减少了生产过程中的停顿时间,使得整个生产流程更加流畅。
这样,企业就能在相同的时间内生产出更多高质量的产品,经济效益也就跟着上去啦。
二、塑料模具斜顶的分类。
塑料模具斜顶的分类也是多种多样的,不同类型的斜顶有着各自的特点和适用范围。
1. 按照结构形式分。
常规斜顶:这是最常见的一种斜顶类型啦。
它的结构相对简单,一般由斜顶杆、斜顶头和复位装置等组成。
常规斜顶适用于一些形状不是特别复杂、倒扣程度较小的塑料产品脱模。
比如说一些简单的塑料盖子,用常规斜顶就能轻松搞定脱模问题。
燕尾斜顶:这种斜顶的特点就是它的连接部分采用了燕尾结构。
燕尾结构可以让斜顶在运动过程中更加稳定,不容易出现晃动或者偏移的情况。
所以,当遇到一些对精度要求比较高的塑料产品,或者倒扣结构比较特殊的产品时,燕尾斜顶就派上用场啦。
T形斜顶:从名字就能看出来,它的形状像个“T”字。
注塑模具零件是指构成模具结构的各种零件,接下来给大家详细介绍一下注塑模具常用零件名称及其作用吧,简单易懂!一、导向零件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
1.导柱:与安装在另一半的模具上的导套(或孔)相配合,用以保证动模具开合模运动导向精度的圆柱形零件。
有带头导柱和带肩导柱两种。
2.推板导柱:与推板导套(或孔)呈滑配合,用于脱模机构运动导向的圆柱形两种。
3.导套:与安装在另一半模具上的导柱相配合,用以保证动模与定模的相对位置,保证模具开合模运动导向精度的圆套形零件。
有直导套和带头导套两种。
4.推扳导套:固定于推板上,与推板导柱呈滑配合,用于脱模机构运动导向的圆套形零件。
二、推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出。
推出固定板和推板用以夹持推杆。
在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位。
1.推杆:直接推出塑件或浇注系统凝料的杆件,有圆柱头推杆、带肩推杆和扁头推杆等。
圆柱头推杆可用来推顶推顶板,亦称预杆。
2.推管:直接推出塑件的管状零件。
3.推件板:直接推出塑件的板状零件。
4.推件环:局部或整体推出塑件的环状或盘形零件。
5.推杆固定板:固定推出和复位零件以及推板导套的板状零件。
6.推杆:支承推出和复位零件,直接传递机床推出力的板件。
7.连接推杆:连接推件板与推板固定板,传递推力的杆件。
8.拉料杆:设置在主流道的正对面,头部形状特殊,能够拉出主流道凝料的杆件,头部形状有Z形,球头形,倒锥形,菌形及圆锥头形等。
9.推流道板:随着开模运动,推出浇注系统凝料的板件。
亦称推料板。
三、侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构。
1.斜销(斜导柱):倾斜于分型面装配,随着模具的开闭使滑块(或凹模拼块)在模内产生往复运动的圆柱形零件。
斜銷一、設計原理:斜銷是倒勾處理的一種方式,利用斜銷在運動方向的水平分量來實現抽芯,借助頂出板回位來進行復位動作的一種機構。
此種機構不僅可以成型,也可用來產品頂出、特殊產品可防粘母模(如下圖在公、母模打開未頂出之前因有斜銷拉住產品,產品不會粘母模)、體積小。
其缺點為斜銷不方便調節、(因斜銷高度已固定,頂針高度需根據斜銷高度去調解,在無斜銷的情況下,可直接由STP來調解頂針的高度。
)當有卡死現象時不方便修模。
二、使用時機:成品有倒勾,如果一些成品倒勾滑塊與斜銷都能成型,優先使用滑塊機構,因滑塊機構比斜銷的穩定性要強。
對於一些產品內倒勾隻能使用斜銷抽芯。
具體使用場合依實際情況而定。
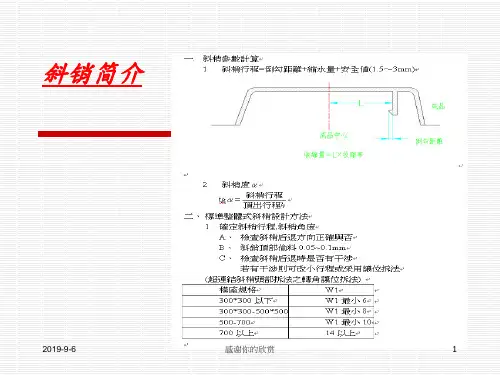
三、斜銷參數設計1、斜銷行程=成品倒勾距離+縮水量(一般不做考量)+安全值(1mm~3mm)。
2、斜銷角度:tga=斜銷行程/頂出行程(tg值參照下表)角度設計原則:在條件允許的情況下,角度與頂出行程盡可能小。
因為斜銷角度越大,備料尺寸也越大廢料較多、也不利於加工。
角度Tg值角度Tg值2°0.03 12°0.214°0.07 14°0.255°0.09 15°0.276°0.11 16°0.298°0.14 18°0.3210°0.18 20°0.36四、斜銷種類1、依斜銷形狀可分為:整體式斜銷、雙節式斜銷。
2、依模具結構可分為:公模側斜銷和母模側斜銷。
五、整體式斜銷設計方法 1、確定斜銷行程及斜銷角度;2、檢查後退方向是否正確,有無幹涉,後退時如有幹涉,適情況而定可減小行程,或採用讓位拆法;如右下圖一所示斜銷與BOSS 孔幹涉,將斜銷做讓位處理如下圖二。
3、斜銷頂部偷料0.05mm~0.1mm ,以免斜銷在運動時拉傷產品。
4、斜銷強度(以下斜銷寬度隻做參考,具體尺寸依實際情況設計)模座規格 W1300*300以下 W1最小6 300*300-500*500 W1最小8 500-700 W1最小10 700以上14以上5、引導塊對斜銷起一個導向作用,在設計高度時需視情況而定,特別是斜銷的大小。
注塑模具斜顶(Slider)设计介绍
1. 引言
在注塑模具设计中,斜顶(Slider)是一种常见的机构设计,用于实现模具中的复杂形状或特殊结构的塑件成型。
本文将介绍注塑模具斜顶的设计原理、结构特点以及应用范围。
2. 设计原理
注塑模具斜顶的设计基于以下原理:
斜顶通过引导塑料料筒的塑料流动方向,从而实现塑件的成型。
斜顶的设计要考虑模具开合方向和斜顶的倾斜角度,以确保塑件的完整成型,并避免模具冲突和结构失稳等问题。
斜顶的设计要满足注塑成型过程中的力学需求,包括承受注塑压力、保持塑件形状等。
3. 结构特点
注塑模具斜顶的结构特点如下:
斜顶通常由导向套、斜块和导向销等部件组成。
导向套用于固定斜块并提供导向作用,确保斜顶的准确位置。
斜块是斜顶的核心部件,通过倾斜角度实现塑料流动的引导作用。
导向销用于固定斜顶和模具的其他部件,确保模具在注塑过程中的稳定性和精度。
4. 应用范围
注塑模具斜顶的应用范围广泛:
斜顶常用于注塑模具中塑件形状复杂、壁厚不均匀或存在特殊结构的成型。
斜顶可以实现塑件的脱模,避免模具结构复杂或受限制的情况下无法顺利脱模的问题。
斜顶的设计可以降低模具制造成本,减少模具的工序和材料损耗。
5.
注塑模具斜顶是一种重要的设计机构,可以实现模具中复杂形状或特殊结构的塑件成型。
设计时需要考虑斜顶的倾斜角度、结构稳定性和塑料流动等因素。
斜顶的应用范围广泛,并可以降低模具制造成本。
在注塑模具设计中,合理使用斜顶可以提高注塑成型的效率和质量。
以上是关于注塑模具斜顶设计的介绍,希望对读者有所帮助。