浅谈连铸机扇形段弧度调整
- 格式:doc
- 大小:25.50 KB
- 文档页数:3
连铸坯凝固末端大压下的连铸机扇形段及其大压下方法连铸是金属在连续铸造过程中直接冷却成型,与传统的铸造方式相比,具有节省原料和能源、提高生产效率和产品质量的优势。
连铸坯凝固末端大压下是连铸过程中的关键步骤之一,本文将对连铸机扇形段及其大压下方法进行探讨和介绍。
连铸机扇形段是指连铸流程中坯体凝固末端的特定区域,通常位于最后一个凝固壁的后面。
连铸机扇形段在整个连铸过程中起到了至关重要的作用。
它不仅直接影响到坯体的凝固速度和坯体的内部结构,还可以通过调整扇形段的温度和压力来控制坯体的结晶组织和力学性能。
扇形段的设计与布置直接关系到连铸质量和生产效率。
它通常由数十个出口喷嘴组成,每个喷嘴都有特定的角度和流量。
出口喷嘴的角度决定了喷嘴之间的夹角,流量则决定了喷嘴的冷却效果。
通过合理的布置和调整出口喷嘴的角度和流量,可以实现坯体的均匀冷却和防止表面缺陷的产生。
在连铸坯凝固末端大压下过程中,主要采用的方法有多种。
其中一种是通过调整扇形段的温度来实现大压下效果。
具体来说,可以通过增加冷却水的流量来使扇形段的温度下降。
较低的温度可以增加钢坯表面的负压,从而提高连铸质量和表面质量。
另一种方法是通过增加扇形段的压力来实现大压下效果。
一般来说,增加冷却水的压力可以提高扇形段的冷却效果,进而提高连铸质量和表面质量。
除了以上两种方法,还可以通过调整喷嘴之间的距离和角度来实现大压下效果。
较小的夹角和较小的喷嘴间距可以增加连铸坯的冷却效果,从而实现大压下效果。
此外,还可以通过调整喷嘴的冷却水流量和压力来实现大压下效果。
适当增加冷却水的流量和压力可以提高坯体的冷却效果,进而实现大压下效果。
总而言之,连铸坯凝固末端大压下是连铸过程中的关键步骤之一,通过合理设计和调整扇形段的温度、压力和喷嘴间距等参数,可以实现坯体的均匀冷却和表面缺陷的防止。
这不仅有助于提高连铸质量和生产效率,还可以提高金属材料的力学性能和使用寿命。
因此,连铸机扇形段及其大压下方法的研究和应用具有重要的意义和价值。
3号连铸机0#段与1#段接弧问题分析与处理摘要:宝钢股份3号连铸机0#段与1#段出现接弧超过精度要求的现象。
文章主要结合生产工艺要求,针对该问题进行了系统研究,介绍了分析过程和精度恢复的经验。
关键词:连铸机;扇形段;对弧精度宝钢股份3号连铸机主要生产管线钢、结构钢、船板、军工钢、核电钢等内在质量要求高的钢种,因此对设备的各项功能精度要求也相比其他连铸机高。
本文主要解决0#段与1#段的对弧精度问题。
1 原因分析1.1 背景从2012年12月份开始,在更换5ST、6ST两个流的0#段后进行与1#段的对弧过程中发现接弧与标准都存在较大偏差。
标准对弧精度要在0.5 mm以内,但现场测出的数据已经远远超过标准值,5ST东、西两侧达到了1.5 mm以上,6ST东、西两侧达到了2.0 mm以上。
为了保证精度、维持正常生产,暂时采取了在耳轴座内弧侧(图1左侧为内弧侧右侧为外弧侧)增加垫片,利用杠杆原理将整个0#段末端辊子抬高的方法保证对弧精度。
既然内弧侧增加垫片可以保证精度,依此分析原因有二:0#段末端辊子向外弧方向偏移;1#段入口处下辊偏高。
1.2 0#段末端辊子向外弧方向偏移①0#段因为自身重力原因会有一定的向外弧侧倾斜的趋势,从而导致0#段向外弧方向偏移(0#段与1#段的接弧形式如图2所示,上半部分为0#段下为1#段)。
②上耳轴座向内弧侧方向发生位移同样可以引起0#段末端辊子向外弧方向偏移。
至于上耳轴座为什么会向内弧侧发生位移,从理论上分析有两个原因:原因一,0#段自重导致上耳轴座内弧侧受到向铸流方向(内弧方向为铸流方向)的力,因此理论上上耳轴座有往内弧侧发生位移的趋势;原因二,铸流方向即拉坯方向,板坯受到所有驱动辊的向铸流方向的拉坯力作用,因此上耳轴座在力的作用下,也有向铸流方向发生位移的趋势。
③耳轴座内弧侧磨损量大。
上耳轴座内弧侧与耳轴因长时间接触,理论上有逐渐磨损的趋势。
耳轴如果处在磨损过大的耳轴座内同样可以使得0#段向外弧方向偏移。
大型板坯连铸机结晶器、扇形段更换修复工艺编制:湘钢检修大队一、概况宝冶检修分公司05年2月承接了湖南湘钢宽厚板制造厂的检修任务,于2月底成立了宝冶湘钢检修大队,并进驻湘钢。
主要的检修区域有转炉、连铸、轧钢。
其中大型连铸机械设备的维备对于检修分公司用乃至整个宝冶都是一个崭新的领域,湘钢检修大队面临着相当大的压力和挑战,而这对于检修公司来说也是一个机遇。
自05年3月进入湘钢后,大队技术人员从新设备的安装和调试入手,通过学习一些有关书籍和设备的图纸、工艺资料,再加上一部分实践,迅速地撑握了连铸设备的结构要点和维修的重点,同时还组织人员进行培训,请专家讲解连铸设备的组成,传动和工作原理。
经过18个月的努力,湘钢检修大队在检修中对连铸所有的设备几乎都进行过更换和维修,也在实践过程中对各种检修方法进行了验证和调整,完成了一整套大型连铸机械的维修作业标准,打造出了一支技术素质过硬、能吃苦耐劳的大型连铸机械设备的专业检修队伍,填补检修分公司连铸设备检修的空白,对我们进一步拓展检修市场做出贡献。
本工艺主要由以下部分组成:1.结晶器更换工艺;2.结晶器修复工艺;3.弯曲段修复工艺;4.扇形段更换工艺;5.扇形段修复工艺。
二、板坯连铸技术简介2.1连铸技术及国内外现状:所谓连铸就是把高温钢水连续不断地浇铸成具有一定断面形状和一定尺寸规格铸坯的生产工艺进程。
完成这一过程所需要的设备就是连铸成套设备,连铸成套设备的核心设备就是板坯连铸机。
板坯连铸机在连铸技术的发展中起着相当重要的作用,板坯连铸机的工艺性强、设备结构复杂、总体技术水平高。
随着连铸技术的进一步成熟,板坯的质量不断得到提高,生产率、拉速也得到相应的提高。
进入20世纪90年代以来,新建和改造的各类板坯连铸机的数量在不断增加,使得连铸技术迅速普及,世界各地连铸坯产量比达到93.6%。
经过多年的努力,我国的连铸比也由1970年的仅有4.4%,迅速提高到2004年的94%,达到了世界连铸比的平均值水平。
连铸中的SMART扇形段技术和ASTC铸坯锥度控制2002年12月,VAI的七台九流板坯连铸机采用了SMART/ASTC技术进行了操作。
SMART/ASTC技术可用于板坯和方坯连铸机,可连铸各种钢种。
优化中心质量是连铸技术的重要目标。
改善中心质量的一种方法是通过减少最终凝固点附近的连铸厚度补偿热收缩。
这种工艺被称之为“轻压下”。
VAI开发了一种轻压下技术,叫做铸坯锥度自动控制(ASTC),和液压调节SMART扇形段技术联合使用。
该技术可根据在线计算的铸坯凝固位置动态地调节理想的辊缝形状。
SMART/ASTC技术可以按任何铸速、在瞬时连铸条件下优化铸坯内部质量。
由VAI开发的这项技术能迅速地改善拉坯扇形段内辊缝设定,在没有人工介入的情况下实现不同的连铸厚度。
冶金背景因为钢在某一固定温度不凝固,但是超过某一温度范围就会出现糊状区,即钢不完全是液态,也不完全是固态。
在这个糊状区,根据不同的参数如,合金化元素含量、凝固速度和过热温度,会出现偏析。
在最终凝固点附近,铸坯中心的连铸方向的温度梯度大于板坯表面的温度梯度。
这样导致残余熔体流向铸坯内部液相穴的末端并凝固,而且合金化元素的浓度很高,如C、Mn、P和S。
这就是中心偏析。
减少中心偏析的一种方法是轻压下。
即通过调节拉坯扇形段内的辊缝锥度机械地减少流向铸坯内部液相穴末端的铸坯厚度。
决定轻压下的最主要参数是铸坯规格、铸速、钢的化学性质、过热和铸坯的二次冷却。
由于在连铸过程中,连铸参数不断发生变化,所以动态的辊缝调节系统比简单的机械调节系统具有优势。
由VAI开发的动态调节SMART扇形段技术与工艺控制技术联合使用,称为铸坯锥度自动控制(ASTC),可用于最佳辊缝锥度的在线计算。
SMART扇形段设计由于连铸操作的边界条件要求很高,以前只是把静态软压下用于某一限定的规格。
在先进的数字模拟基础上结合广泛的试验,VAI开发了能动态定位扇形段内框的技术。
该系统不但可靠,而且非常适于钢厂的苛刻条件。
・专题综述・收稿日期:2006-02-23; 修订日期:2006-04-11作者简介:谷振云(1940- , 男, 西安重型机械研究所研究员级高级工程师。
连铸机扇形段远程自动调节辊缝的液压系统及其控制方案的分析谷振云, 李生斌(西安重型机械研究所, 陕西西安710032摘要:分析了近年来从国外引进的板坯连铸机采用液压电气控制实现扇形段辊缝自动调节的基本工作要求, 液压控制原理及各控制方案的特点。
开关阀的控制方式已成功用于西安重型机械研究所设计制造的攀钢2#大方坯连铸机的轻压下系统。
关键词:辊缝; 自动调节; 轻压下; 液压控制中图分类号:TF77711文献标识码:A :1001- -05Analysis of the control of CCMroll gap adjustingGU Zhen 2yun , L I Sheng 2bin(Xi πan Heavy Machinery Research Institute , Xi πan 710032, ChinaAbstract :The basic requirement , hydraulic control mechanism and features of various solutions of CCM se g 2ment automatic roll gap adjusting hydraulic system introduced from abroad are discussed. The on 2off valve control has been successfullyapplied to the 2#bloom caster soft 2reduction system in PanSteel. K ey w ords :roll gap ; automatic adjusting ; soft 2reduction ; hydraulic control1概述上世纪90年代中末期, 欧洲的德马克、奥钢联以及意大利的达涅利等公司先后开发和研制成功了采用液压电气控制实现板坯连铸机扇形段远程自动调节辊缝的新技术, 这一技术的成功应用也使扇形段对铸坯的动态轻压下成为可能, 目前它已作为一项成熟技术广泛应用于世界各地许多冶金厂的连铸机设备中。
连铸机精度提高方法的研究连铸机设备精度的控制的质量如何将会直接就影响到了高质量的相当重要的保障。
基于此,本文探讨了连铸机精度提高的方法。
标签:连铸机;精度;方法引言:铸机漏钢是连铸生产中应该重点防范的生产事故。
在以往的生产管理中,对于此类事故,我们较多侧重于从耐材辅材(重点是保护渣、浸入式水口)、操作、钢水质量及生产组织等方面进行分析与防范,也取得了较好的效果。
近几年以来,铸机漏钢率一直控制在0.04%以下。
1、连铸机精度不高的原因分析1.1弧度测量数据误差比较大1.1.1现场环境对其的影响扇形段处于连铸平台的“腹内”,其上方因为拥有盖板的遮蔽,使得现场光线比较昏暗,那么就会影响到测量人员视力范围。
扇形段二冷水开关阀门通常都会出现锈蚀,没有办法关闭,测量人员为了可以有效避免淋湿快速结束测量,使得测量没有办法细心进行,随着夏天的接近,段里高温、潮湿的环境则是影响到测量人员精神状态之中十分重要的因素。
1.1.2测量工具对其的影响扇形段测量通常使用的是1—4号4快测量样板,因为0—7段频繁测量的要求,这个板磨损比较明显,那么就会加大测量读数的误差。
通过调查发现,测量人员为了节省成本,通常在塞尺磨损、变形的情况之下也会继续使用,而这则是导致测量数据误差出现的另外一个重要的因素。
1.1.3测量方法的影响在测量的过程之中,因为测量人员通常关注样板放置时头部以及尾部同辊子陈列方向夹角与90度偏差是否较大,使得优势测量数据出现一些偏差,导致测量返工。
在调整之时,测量人员和一辊面测量位置的改变也会影响到弧度调整结果,增加调整工作量以及工作时间。
因为一部分辊子其表面出现的磨损比较严重,如果测量之时对其考虑不到选取测量部位的磨损量,则就使得同时有关的测量数据结果失真,那么也将会影响到调整方案的制定。
1.2弧度调整过程细节不规范在之前的弧度调整过程之中,因为更换段的基座只用大布来进行表面清理,测量之时地脚螺栓使用人工进行预紧,垫片清理使用表面擦拭等等细节,最后使得弧度调节难度逐渐加大,降低精度保持周期,出现重复作业的恶性循环。
宁钢板坯连铸机扇形段对弧精度的控制方法
刘长伟;孙兵兵;王涛;李开平
【期刊名称】《浙江冶金》
【年(卷),期】2018(000)004
【摘要】连铸机扇形段外弧线精度的控制直接关系到铸坯的质量以及后续热轧板的质量,而影响弧度精度的因素包含人员的素质、设备的精度和测量的环境.本文介绍了宁钢板坯连铸机的主要参数及辊系布置,对扇形段在线对弧的测量方法进行了详细叙述,并提出一套扇形段精度的控制方法.
【总页数】4页(P21-23,26)
【作者】刘长伟;孙兵兵;王涛;李开平
【作者单位】宁波钢铁有限公司炼钢厂宁波315807;宁波钢铁有限公司炼钢厂宁波315807;宁波钢铁有限公司炼钢厂宁波315807;宁波钢铁有限公司炼钢厂宁波315807
【正文语种】中文
【相关文献】
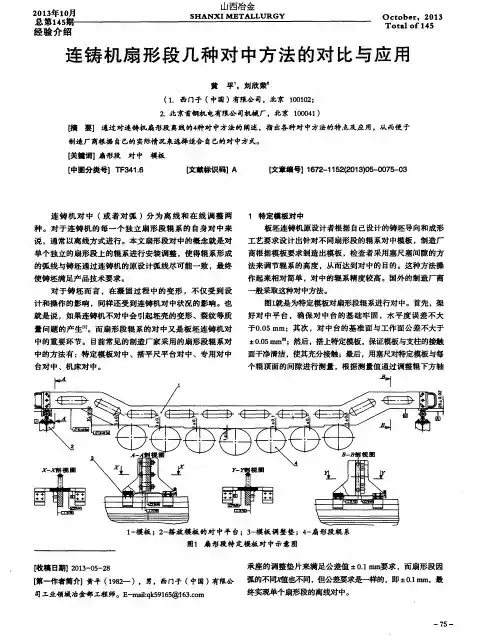
1.板坯连铸机扇形段对弧新技术及其应用 [J], 武士勇;王健
2.板坯连铸机扇形段辊子对弧 [J], 丁苏友;王军
3.板坯连铸机扇形段几种对弧方法分析 [J], 张志军;董春光
4.板坯连铸机扇形段装配辊子对弧方法分析 [J], 杜庆龙
5.板坯连铸机扇形段接弧精度标准的提高对板坯产品质量的影响 [J], 教富涛
因版权原因,仅展示原文概要,查看原文内容请购买。
八钢板坯连铸机扇形段基座X值测量方法改进摘要:介绍了板坯连铸机扇形段全线对弧,通过测量工具改造取得的成果。
关键词:扇形段;弧度;精度;坐标;测量;香蕉座;平面座;激光测距仪;线坠;基准线。
1、前言宝武集团八钢公司现有四台1800板坯连铸机,为八钢公司热轧厂,冷轧厂、中厚板厂提供合格的铸坯,是八钢公司钢产品生产的主要生产线。
单台板坯连铸机在使用1-2年后,扇形段香蕉座原始基准点数据值与原设计值会存在偏差,扇形段会装后,在调整弧度精度时,往往比较困难,会出现弧度跑偏现象,因此连铸机在生产的时候,会产生角裂,纵裂及三角区裂纹等铸坯质量缺陷,严重影响轧钢产线的正常生产。
针对此问题,我们提出整改建议,决定将扇形段安装基座的坐标值按设计值进行调整恢复,以确保连铸机的铸机弧度精度可控。
八钢公司板坯连铸机结构(如附图一所示),为确保连铸机扇形段间弧度值在(1±0.3)mm区间内,就必须保证安装扇形段的各“U”型座、平面垫的坐标值在弧线区间内,如此就要求在恢复设备功能精度时要考虑设备检修前坐标数据的测量,检修过程中扇形段各“U”型座坐标值的调整,连铸流线弧形校准等问题。
本文结合八钢公司以往对四台板坯连铸机的扇形段“X”值的侧量基础上,将设计运用的新工具和新方法予以归纳和介绍。
附图一2、扇形段原始测量方法简述2.1 板坯连铸机弧形校准基准点清理选择与基准线的设置扇形段吊运完毕后对连铸机基准点进行返点至可测量位置,对外弧基准线、连铸中心基准线、香蕉座两侧6个基准点进行拉线标示,并做好外弧基准点(振动框架下方混凝土立柱上2个点)、连铸中心基准点(冲渣沟内2个点)、香蕉座两侧6个基准点的清理工作。
清理后就应该选择X(水平)、Y(高度)方向测量基准点的位置,Y方向(高度)位置测量基准点选择在10号扇形段平面安装定位支座上,基准点高度数值需进行测量并记录和标记,以便于多次测量和数据校验。
X方向以外弧基准线为测量基准线,在扇形段两侧外弧基准点上挂线坠,将两基准点间的直线返至上方的吊线支架上,当位置确定后在支架上钜沟槽拉定位钢线。
连铸机弧形段空间尺寸量化检测施工工法连铸机弧形段空间尺寸量化检测施工工法一、前言连铸机弧形段是钢铁连铸生产线中的重要环节,其空间尺寸的精确控制对于保证产品质量和工艺稳定性至关重要。
本文将介绍一种针对连铸机弧形段空间尺寸量化检测的施工工法,该工法通过采用特定的工艺原理和控制技术,实现了对弧形段的精确测量和调整,提高了施工效率和工艺质量。
二、工法特点该工法具有以下特点:1) 精确度高:通过采用先进的测量仪器和智能控制技术,实现了对弧形段空间尺寸的高精度检测和调整。
2) 灵活性强:可以根据不同产品的要求,对弧形段空间尺寸进行快速、灵活的调整,适应不同的生产需求。
3) 施工效率高:采用了自动化控制技术和智能化工具,提高了施工效率,减少了人力投入。
4) 成本较低:该工法所需的机具设备和材料成本较低,适合中小型钢铁企业使用。
三、适应范围该工法适用于各类钢铁生产线中连铸机弧形段空间尺寸的测量和调整,特别适用于连铸机弧形段空间尺寸要求较高、工艺稳定性要求较高的生产线。
四、工艺原理该工法通过测量仪器对弧形段空间尺寸进行在线监测,并通过智能控制技术实现对连铸机的动作进行精确调整。
通过对实际工程的分析和解释,可以清楚地了解该工法的理论依据和实际应用。
五、施工工艺1) 准备工作:对工作区域进行清理和平整,检查和调试测量仪器,并确保其正常运行。
2) 测量和调整:通过测量仪器对弧形段空间尺寸进行实时监测,并通过智能控制系统对连铸机进行自动调整,直至达到设计要求的尺寸。
3) 检验和验证:对调整后的弧形段空间尺寸进行再次测量和检验,确保其满足产品质量要求。
六、劳动组织根据实际工程需要,合理组织施工人员,确保施工过程的顺利进行。
七、机具设备该工法需要使用测量仪器、智能控制系统和调整工具等设备。
测量仪器应具有高精度和稳定性,并能够实现实时监测和数据分析;智能控制系统应具有高度的自动化程度和智能化功能,能够实现对连铸机的自动调整;调整工具应具有高硬度和耐磨性,能够承受高强度的使用环境。
论板坯连铸拉矫机扇形段的传动优化控制摘要:本论文主要论述,在板坯连铸拉矫机扇形段电机,采用S120变频器传动控制时候,一些优化控制的方法。
关键字:S120 力矩软化一、连铸拉矫机及变频器软化功能简介(一)、连铸拉矫机相关设备简介某钢厂采用直弧型板坯连铸机,板坯宽度950~1650mm。
扇形段2~6自由辊辊径Ф230,驱动辊辊径Ф250,外弧辊面弧形半径R9000mm。
1~6构成弧形导向区,对铸坯进行导向,使铸坯进一步冷却,并将其导入矫直扇形段内。
在装入引锭杆时对引锭杆导向。
扇形段7~8自由辊辊径Ф250,驱动辊辊径Ф250,外弧辊面弧形半径R9000mm。
7~8构成矫直区,将铸坯由外弧R9000状态连续矫直为平直状态。
扇形段9~13自由辊辊径Ф230,驱动辊辊径Ф250。
布置在连铸机二冷区域后段,承接已矫直为平直状态的铸坯并继续对铸坯导向,将其送至切割区域。
变频器:采用西门子S120 共直流母线的250KW SLM整流回馈装置,带29台16KW的电机模块(如:图一)。
电动机:功率5.5KW,N(额定转速)723r/min,T(额定力矩)70 N.m的变频电机,带减速机传动驱动辊。
图一(二)、S120变频器软化功能二、原控制方式及其影响(一)、原控制方式PLC通过DP总线控制各个变频器控制单元。
速度范围0~1.3米(376 r/min);送引锭速度5米(1446 r/min)。
2~13段内弧速度是外弧速度的 0.975 。
西门子S120变频器采用无编码器转速控制。
由于除送引锭情况下外,扇形段2~13段电机都拖动同一个板坯负载,所以变频器均采用软化功能。
在r80.1(滤波后的实绩力矩)> 49 N.m后,软化功能投入,软化量额定力矩的0.05。
(二)、存在问题1、不同速度下,内外弧速度匹配不好。
实绩运行中,由于拉速在不断变化中,内外弧速度匹配并不完美。
导致一些段子,内弧或者外弧出力不均匀。
如图二所示,力矩波动介于-50~50 N.m之间,软化起作用的时候,力矩波动太大。
浅谈解决连铸抖动问题的实践经验摘要:本文分析解决了在连铸生产过程中遇到的问题,根据不同钢种及不同情况对设备进行了调整改进。
关键词:连铸;拉坯速度;振动;弧度;铸坯;结晶器前言随着连铸技术的发展,拉坯速度逐渐提高,高频小振幅的结晶器振动技术被广泛使用。
由于设备设计、机型本身的因素或操作不当,在拉某些钢种或小断面坯型存在抖动。
某炼钢厂在生产过程中,同样发现小断面连铸坯存在不同程度的抖动,其中Ф150和Ф180抖动现象较为明显,而150方则稍微好些。
在生产其Ф150断面的合金钢,如GCr15、28GrMo40钢种时,抖动现象较更加严重,多次出现因抖动问题造成漏钢停机,给生产带来了不利影响。
另外发现每流都有不同程度的走偏情况出现,时有时无。
为了解决以上出现的问题,公司组织人员对连铸设备主要做了以下工作:1.利用对弧样板,重新测量和校准对弧精度从生产28GrMo40现场情况来看,铸坯抖动时,发现在二冷2段及3段的托坯辊不能有效的托住坯子,从而导致铸坯抖动结壳。
分析认为这是根源所在,提出了解决措施。
首先通过对弧样板初步调整各托坯辊的间隙,利用新的安装条件好的结晶器作为对弧样板的上支撑点,拉坯机下辊作为对弧样板的下支撑点,以对弧样板为基准,分别对每流1、2号托坯辊进行校验测量,发现均存在10―30mm间隙。
通过在托坯架的安装面上增加或减少垫片来初步调整托坯辊的弧度。
然后将对弧样板换为引锭杆作为对弧基准,同样以结晶器和拉坯辊作为上下支撑点,通过调整托坯辊的垫片进行微调托坯辊的弧度。
在托坯辊弧度调整到要求的精度后,圆坯及小断面生产就极少发生抖动现象,也基本上杜绝了因抖动问题而造成漏钢的事故,虽然偶尔也有轻微的抖动发生,但这都是因为托坯辊磨损更换后没有及时调整其对弧精度造成的。
后面一旦发现后就利用停机时间对该托坯辊的弧度进行调整。
应该说这是提升连铸精度的关键所在。
2.调整密排辊的弧度密排辊主要是210x280断面和250方断面使用,其作用是为了防止产生鼓肚变形及裂纹,所以对于大断面来说极为重要。
浅谈连铸机扇形段弧度调整
摘 要:板坯连铸机是钢厂中承担连铸生产的重要浇注设备,是决定炼钢厂
连铸生产效能的关键因素之一。本文主要是从四个方面对连铸机扇形段弧度调整
进行了系统的分析,进而保证了连铸机的良好运行。
关键词:连铸机;弧度调整;宝钢
1 概述及特点
所谓的连铸生产,其实质就是将液态的合格钢水浇注成固态的合格铸坯的过
程,这是一个连续性、节奏性和可靠性要求非常高的处理过程。在其生产过程中
存在着诸多的影响因素,譬如钢水质量、操作技能、设备状况等;而其中的设备
状况因素则是一个最基本的关键因素。连铸生产是完全依靠设备的正常运行来实
现的;设备状况的优良与否,将直接影响到连铸生产的产量、铸坯质量、成本效
益和生产安全。
宝钢股份中厚板炼钢厂2#连铸机是在宝钢罗泾一期工程中一步建设成的一
台一机一流板坯连铸机,年生产能力152.5万t。生产的连铸坯全部供给4 200 mm
宽厚板轧机。
2#板坯连铸机采用的是在宽厚板级板坯连铸机中普遍采用的垂直弯曲型机
型,为直结晶器,连续弯曲、连续矫直型机型,其中连铸机设备中汇集了当今最
先进的辊列设计理念,以及最前沿的主机区结晶器、结晶器振动装置、弯曲段与
扇形段设备的结构设计成果。
2 现状及原因分析
宝钢罗泾一期的2#板坯连铸机的主要部分扇形段共有15个段,其中1#~6#
段为弧形段,7#与8#段为矫直段,9#~15#段为水平段。扇形段基础框架固定在
土建基础上,用于支承扇形段,共分4段,分别支承定位0~5段(该段也称之
为香蕉座),5~8段,8~11段,11~15段。扇形段基础框架由底座、支承框架
和扇形段夹紧装置组成。扇形段坐落在扇形段基础框架上后由带液压螺母的把持
螺杆予以拉紧、固定。
宝钢罗泾一期的2#连铸机至2007年投产以来扇形段设备状态和性能一直非
常稳定,铸坯过程顺畅坯材质量优良。然而在2008年二期建设工程中的3#连铸
机项目,由于频繁的近距离基础打桩,振动导致2#连铸机主线设备基础产生局
部不均匀基础沉降,而这种不均匀基础沉降使扇形段基础框架、支承框架的大小
香蕉座产生相对位置的变异与错位现象,尤其扇形段小香蕉座下沉严重。造成其
弧形区域4#、5#、6#扇形段的辊列接口弧度精度状态很差,尤其是4#与5#扇形
段之间及5#与6#扇形段之间的接口弧度数值已超过了1.5 mm。(正常接口弧度
数值应小于0.5 mm),需采取确实有效的调整方法予以纠正,以改变连铸扇形段
存在的问题,使连铸板坯的质量得到保障,考虑对扇形段进行定位姿态的调整达
到调整对弧精度。调整主要是对扇形段基础框架也就是大、小香蕉座上各扇形段
底脚支撑垫块下面的调整垫片组的厚度尺寸进行调整。
3 内容及方法
3.1 调整步骤
第一次弧形段在线画弧保留原始数据,拆除4#扇形段各锁定连接机构及液
压管用吊具把4#扇形段吊离距基座3 m处,调整4#扇形段基座调整垫片组—粗
调,回装4#扇形段;拆除5#扇形段各锁定连接机构及液压,用吊具把5#扇形段
吊离距基座3 m处,调整5#扇形段基座调整垫片组—粗调,回装5#扇形段;拆
除6#扇形段各锁定连接机构及液压,用吊具把6#扇形段吊离距基座
3 m处距机坐3 m,调整6#扇形段基座调整垫片组—粗调,回装6#扇形段。
第二次弧形段在线画弧并保留粗调后的数据,同上施工方法对4#、5#、6#扇形
段二次精调。第三次弧形段在线画弧保留精调后的数据,辊缝仪测进行数据数据
测量,两次测量的数据进行对比。
3.2 调整方法
3.2.1 在线对弧
①扇形段在线对弧之前,扇形段液压系统可以正常工作,把扇形段辊缝打开
到最大位置,把安全锁块插到液压缸行程位置。测量位置的辊子和样板必须擦拭
干净。4#~6#扇形段使用弧形样板检查弧度时,使用麻绳将在线画弧用的专用弧
板—弧形样板上端系牢,从结晶器入口处缓缓下滑送入,按图纸要求分驱动侧和
非驱动侧分别测量,弧形样板的放置位置应位于距各辊子边缘
350 mm处。注意样规下端可使用木板拖稳后,放松麻绳,使样规处于自然
状态,如图1所示。
②再使用塞尺测量样板与辊子之间的间隙,然后将得到数据填写在画弧数据
票上,测量数据标准为0~0.5 mm,如图2所示。
③画弧数据票。画弧的数据须由施工方根据扇形段画弧的实际值认真填写,
同时根据每次画弧的结果由施工方、点检方和技术组人员共同制定扇形段基座底
部垫片抽垫调整的范围。画弧数据票需由技术组人员统一保管。
3.2.2 扇形段拆装
①扇形段拆装按4#、5#、6#顺序拆装,拆装方法按工时工序表的步骤进行。
锁紧液压螺母:压力(1~8段)900 kg,平行段(9~15段)600 kg。但主要还
是看扇形段与底座接触面间隙,一般以小于 0.1 mm为佳。如果压力900 kg,间
隙大于0.1 mm,将提高压力达到标准,压力最高不超过1 100 kg。
②吊装方法按扇形段吊装示意图3进行,每个扇形段只吊离基座3 m处,以
备扇形段基座垫片调整准备。
4 扇形段弧度调整
根据扇形段划弧数据的结论,弧度调整思路是采用以抽垫为主的方法处理调
整为佳。
按照图4扇形段基座上口和下口垫片调整示意图所示,首先要分别对4#、
5#、6# 扇形段基座底部的垫片组进行抽垫调整。松开基座4个Φ20的内六角锁
紧螺丝,按照第一次画弧的实际测量值超差数值进行抽垫调整,调整方法抽大、
抽大垫小,其中扇形段上口基座两侧垫片组基本不予调整,每次调整的范围数量
须由炼钢厂点检员确认。另外由于5#扇形段骑跨在大、小香蕉座之间,不均匀
沉降对该扇形段的设定姿态造成严重的影响,同时相邻扇形段4#与5#、5#与6#
之间的接口弧度较为严重,调整的额度需大些,待这一调整作业结束后,逐一再
将各扇形段放下,并用液压螺母装置将其锁紧就位,(锁紧液压螺母工作顺序应
先使用同步液压泵同步锁紧扇形段上端两个液压螺母装置,其次在锁紧扇形段下
端液压螺母装置,防止因受力不均匀使扇形段弧度出现数值偏差。)扇形段弧度
调整(粗调)工作结束。进行第二次画弧。根据第二次画弧的结果按照上述的方
法和步骤,对扇形段进行第二次弧度调整(细调)和第三次画弧。
最后,使用辊缝测量仪对在线辊列中各扇形段间的接口弧度恢复情况进行最
终的确认检测(辊列中的接口弧度目标值应为≤±0.2 mm)。
参考文献:
[1] 靳月华,彭晓华,青绍平.连铸机扇形段下框架有限元分析[J].钢铁技术,
2008,(3).
[2] 周保鸿.板坯连铸机扇形段辊子的选择与设计[J].重型机械,2010,(S1).