压铸工艺与模具设计 第3章 压铸件设计(第2次课)
- 格式:pptx
- 大小:1.98 MB
- 文档页数:50

.
;.. 序 言
在现代机械制造工业中,模具工业已经成为国民经济中非常重要的行业。现代产品的大批量生产有两方面的基本要求,一是技术上要求产品的质量严格符合图样设计要求;二是经济上要求产品的成本低、生产效率高,即将单件产品的加工工时减少到最低限度,以最少的能耗达到产品结构的特性和使用要求。模具因其设计的多样化。成形产品的再现性和质量的可控制性,使其在现代成形方法中,在提高产品的质量与产生效益。降低能耗等方面发挥着极其重要的作用。采用模具成形技术生产零部件已经成为现代工业生产的重要手段和工艺发展方向。许多新产品的开发生产,在很大程度上依赖与模具的设计与制造,特别是在汽车、摩托车、家电、电子和航天工业中显得尤为重要。模具设计水平的高低和模具制造水平的强弱,已经成为衡量一个国家机械制造水平的重要标志之一,直接影响到国民经济中许多行业的发展。
压铸是压力铸造的简称。压力铸造是将熔融的合金液注入压铸机的压室中,压室中的压射冲头以高压、高速将其充填入金属模具的型腔,并在高压下冷却凝固成形为金属零件的一种方法。铸造是一门科学技术,也是历史上最悠久的一种金属成形工艺,它促进了社会生产力的发展,是标志一个民族具有悠久历史文化的见证,也是人类智慧和文明的记载者。
.
;..
第一章 压铸设计的特点
压力铸造的主要成形工艺特征是液态金属以高压、高速充填金属模具的型腔,并且在高压下结晶、凝固和成形,因此压铸成形过程中金属液流动的状态将会影响到压铸件的质量。同时,针对压铸的工艺特点,压铸件的结构工艺性对压铸件质量的影响也需要引起足够的重视。压铸机是压力铸造的基本设备,压铸的过程是通过压铸机实现的。压铸机一般可分为热压室压铸机和冷压室压铸机两大类,本次设计使用的是冷压室压铸机。
冷压室压铸机的压室与熔化合金的坩埚是分开的,压铸时,需要从熔化炉的坩埚内盛取金属液注入压室后再进行压铸。按照压铸模与压室的相对位置,冷压室压铸机又可分为立式、卧式和全立式三种形式。本次设计选用的是卧式压铸机。
压铸工艺与模具设计思考题
压铸基础
(1) 什么是金属压力铸造?
(2) 几种压铸机的基本工作原理各是什么?
(3) 压铸工艺的特点是什么?主要应用在什么场合?
(4) 何谓压射力和压射比压?可以通过哪些途径来改变压射比压?
(5) 何谓压射速度和内浇口速度?内浇口速度的高低对压铸件质量有何影响?
(6) 常用的压铸合金有哪些?为什么黑色金属很少用于压铸?
(7) 设计模具时如何选择压铸机?
(8) 压铸涂料的作用是什么?
(9) 压铸模设计应遵循什么原则?
(10) 影响压铸件尺寸精度的因素有哪些?如何保证压铸件的尺寸精度?
(11) 什么是分型面?分型面选择的原则
(12) 压铸模由哪几部分组成?各部分的作用是什么?
(13) 试述压铸过程压铸模的动作。
浇注系统及排溢系统设计
(1) 举例说明内浇口位置对压铸件质量的影响。
(2) 各种类型压铸机所用直浇道有何不同?
(3) 浇注系统由哪几部分组成?
(4) 内浇口设计要点是什么?
(4) 溢流槽和排气槽各起什么作用?它们设在模具的什么部位?
(5) 分流锥的作用有哪些?浇口套的作用是什么?哪些压铸机的直浇道要设置分流锥?
(6) 内浇口的作用是什么?常用的内浇口大致可分为哪几种形式?
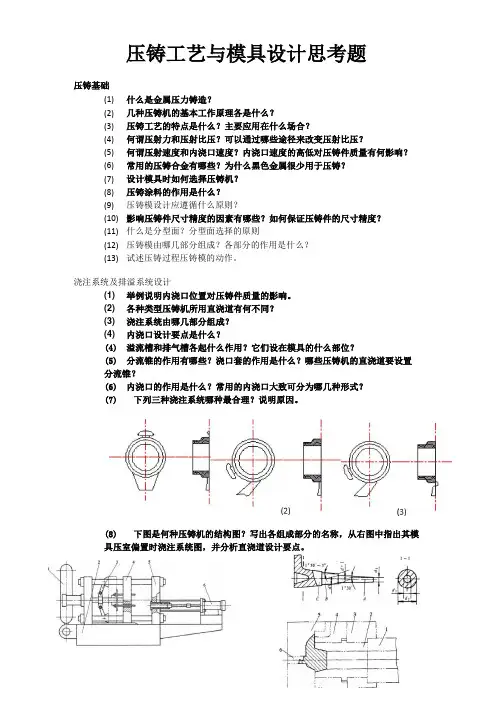
(7) 下列三种浇注系统哪种最合理?说明原因。
(8) 下图是何种压铸机的结构图?写出各组成部分的名称,从右图中指出其模具压室偏置时浇注系统图,并分析直浇道设计要点。 成型零件的设计
(1) 成型零件为什么要采用镶拼结构?设计此种结构应考虑哪些问题?
(2) 影响压铸件尺寸精度的因素有哪些?
(3) 动定模套板、动模支承板各起什么作用?设计时应该注意哪些问题?
(4) 导向机构起什么作用?在模板上如何布置?
(5) 试述成型部分尺寸计算原则与计算公式
(6) 压铸模的温度调节系统有何作用?设计原则?
推出机构、抽芯机构的设计
(1) 简述推出机构的组成
(2) 比较推杆、推管及推件板三种推出机构的优缺点及其适用场合
Jun.20o7 VOI.56 N0.6 铸 造 FOUNDRY ・599・
压铸工艺及压铸模具设计要点(二)
潘宪曾 ,刘兴富 (1.嘉瑞集团创金美(深圳)科技有限公司,广东深圳’518111; 2.一汽铸造有限公司铸造模具设备厂,吉林长春13001 1) 摘要:压铸机、模具与合金三者,以压铸件为本,压铸工艺贯穿其中,有机地将它们整合为一个有效的系统,使压铸 机与模具得到良好的匹配,起到优化压铸件结构,优选压铸机、优化压铸模设计、提高工艺工作点的灵活性的作用, 从而为压铸生产提供可靠保证。所以,压铸工艺寓于模具中之说,内涵之深不言而喻。 关键词:压铸机;模具;压铸工艺;模具设计;压射速度;压实压力;冲击压力;模具线 中图分类号:TG249.2;TG241文献标识码:A文章编号:100l一4977(2007)06—0599—06
The Main Points of Die Casting Process and Die Casting Die Design(Part 2) PAN Xian.zeng.LI U Xing-fu (1.MG TechnolYg(Shen Zhen)Co.,Ltd.of Koshui Holdings Co.,Ltd.,Shenzhen 5181 1 1,China; 2.FAW Foundry Co.,Ltd.Foundry Mould Plant,Changchun 1 3001 1,China) Abstract:The die casting machine,die and alloy,the three on the basis of die castings,running through with the die casting process forms orglanically a whole and an effective system.Making the machines welI to mate with dies optimization of die casting construction optimization of selecting die casting machine.Optimization of die design and improving the flexibility of die casting process (operational point),thus providing a secure guarant for production.So to say the process conveys in the die,this has a profound intension. Key WOrds:die casting machine;die;die casting process;die design;injection velocity(speed): compaction pressure;impact pressure;die Iine【gate resistance,DL) (上接2007年第5期487页) 3压铸工艺要点 3.1 pQ2图和压铸机的泵功率 3.1.1金属压力、速度和流量之间的关系 在原理上压铸机是一台液态金属泵,它在压力下 将金属熔体输送到压铸模型腔内。泵的特性是输送功 率(体积流量),是压力的函数,这方面早在70年代, 首先由澳大亚CSIRO做出有价值的开发工作,用pq2图 建立了一个有用的工具,根据铸件亦即模具的要求, 决定机器的调整值,本来是用于热室压铸机的锌合金 压铸件上,但很快就扩展到冷室机上。在原则上,现 在从流体力学原理所熟知的压力与体积流量的关系, 转移到压铸机的实际应用。 根据伯努力方程,按照似稳流,金属流动速度为: =、/2卫 V p 式中: 为流速,m/s;p为流动压力,N/m (1 bar=105 N/mZ=0.1 MPa);p为液态金属密度,kg/m 。 由式(1)可得到 p=p (2) 二 压铸机压射单元有两个液压系统:一个是压射蓄 能器一压射驱动缸构成的液压系统;另一个是跟着这个 系统随动的冲头一压室一喷嘴(热室机)一直浇道一横浇 道一内浇口组成的金属液压系统(meta1.hydraulic System,metallhydraulisches System)。对于金属液压系 统,内浇口速度是 则式(2)变为: p=p (3) 二 金属压力愈高,在喷嘴及内浇口处的金属熔体的 流动速度也愈快,但也必须考虑克服由于流动截面变 化、方向改变和型壁粗糙度等存在而产生的流动阻力, 用阻力系数 表示这些阻力之和。因此,金属压力可 写成下式: p=铬 (4) 收稿日期:2007-01-20收到初稿,2007-03—15收到修订稿。 作者简介:潘宪曾(1929一),男,江苏南通人,教授,长期从事压铸技术的研究、开发和生产管理工作。电话:029.8862981 1

一、 压铸简介 压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。 压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。 压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至优质铸件。 1、 压铸机 (1)
压铸机的分类 压铸机按压室的受热条件可分为热压室与冷压室两大类。而按压室和模具安放位置的不同,冷室压铸机又可分为立式、卧式和全立式三种形式的压铸机。 热室 压铸机 立式 冷室 卧室
全立式 (2) 压铸机的主要参数 a合型力(锁模力) (千牛)————————KN b压射力 (千牛)—————————————KN c动、定型板间的最大开距——————————mm d动、定型板间的最小开距——————————mm e动型板的行程———————————————mm f大杠内间距(水平×垂直)—————————mm g大杠直径—————————————————mm
h顶出力——————————————————KN i顶出行程—————————————————mm j压射位置(中心、偏心)——————————mm k一次金属浇入量(Zn、Al、Cu)———————Kg
l压室内径(Ф)——————————————mm m空循环周期————————————————s n铸件在分型面上的各种比压条件下的投影面积 注:还应有动型板、定型板的安装尺寸图等。 2、 压铸合金 压铸件所采用的合金主要是有色合金,至于黑色金属(钢、铁等)由于模具材料等问题,目前较少使用。而有色合金压铸件中又以铝合金使用较广泛,锌合金次之。 下面简单介绍一下压铸有色金属的情况。 (1)、压铸有色合金的分类 受阻收缩 混合收缩 自由收缩