压铸工艺及模具设计 第9章 压铸模设计实例
- 格式:ppt
- 大小:8.42 MB
- 文档页数:69
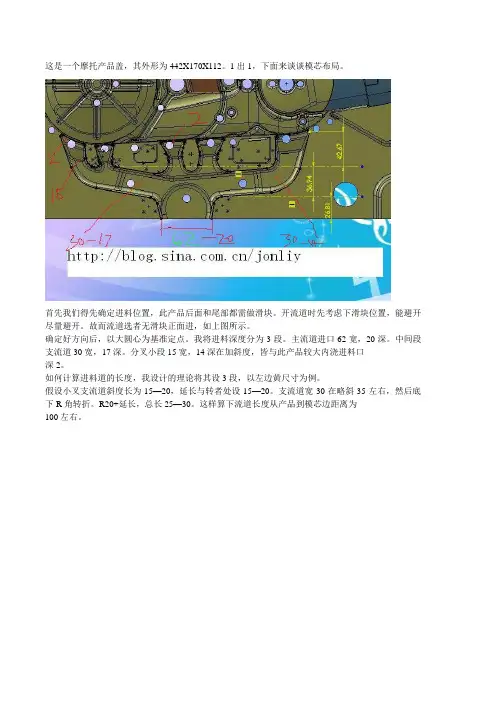
这是一个摩托产品盖,其外形为442X170X112。
1出1,下面来谈谈模芯布局。
首先我们得先确定进料位置,此产品后面和尾部都需做滑块。
开流道时先考虑下滑块位置,能避开尽量避开。
故而流道选者无滑块正面进,如上图所示。
确定好方向后,以大圆心为基准定点。
我将进料深度分为3段。
主流道进口62宽,20深。
中间段支流道30宽,17深。
分叉小段15宽,14深在加斜度,皆与此产品较大内浇进料口深2。
如何计算进料道的长度,我设计的理论将其设3段,以左边黄尺寸为例。
假设小叉支流道斜度长为15—20,延长与转者处设15—20。
支流道宽30在略斜35左右,然后底下R角转折。
R20+延长,总长25—30。
这样算下流道长度从产品到模芯边距离为100左右。
渣包尺寸为30宽以上,长40以上,距离足够的话。
深度13—15,出模度数8—10度,底下R3—5过度。
假设渣包宽35,进料边口为5,预设渣包后留25。
那么产品到模芯边为60余量。
如有滑块得根据抽出距离另行计算或者加宽余量边,祥见以下图所示。
对于有滑块面的余量放置,假设模内抽芯距离为70,那么后面的距离为70+余量,使之滑块滑出绝对距离后始终在模芯内,余量15—20最起码。
另外边也同样的道理,这样我们可以计算出模芯的大小,然后去小归整。
设计好大小后,然后来设计模芯的厚度。
厚度的设计准则以模芯最低出开始算余量50以上。
因为底下通10水管,水管位置离产品模芯底面下来20—25距离,底下留余量为25—30,然后以分型面为定点基准,凑整数。
绿色为水管,红色,蓝色为点冷却。
一般模芯不是很厚的,如果中间没有孔位,可以直通,或环绕试。
如果无法通水管,那就采取点冷却。
一般在型腔的镶快出,凸起出,热聚处。
其深度离腔体最深出低20—30左右。
滑块的设计,皆如此产品的滑芯不是很大。
宽度方面一般滑座比滑芯大5一边,然后凑整数。
滑块高度的设计,首先确定此滑块是用油泵。
如油泵接头最大处为32,那我设置尾座面比接头高4,底下留9,这样尾座高度为45。
这是一个摩托产品盖,其外形为442X170X112。
1出1,下面来谈谈模芯布局。
首先我们得先确定进料位置,此产品后面和尾部都需做滑块。
开流道时先考虑下滑块位置,能避开尽量避开。
故而流道选者无滑块正面进,如上图所示。
确定好方向后,以大圆心为基准定点。
我将进料深度分为3段。
主流道进口62宽,20深。
中间段支流道30宽,17深。
分叉小段15宽,14深在加斜度,皆与此产品较大内浇进料口深2。
如何计算进料道的长度,我设计的理论将其设3段,以左边黄尺寸为例。
假设小叉支流道斜度长为15—20,延长与转者处设15—20。
支流道宽30在略斜35左右,然后底下R角转折。
R20+延长,总长25—30。
这样算下流道长度从产品到模芯边距离为100左右。
渣包尺寸为30宽以上,长40以上,距离足够的话。
深度13—15,出模度数8—10度,底下R3—5过度。
假设渣包宽35,进料边口为5,预设渣包后留25。
那么产品到模芯边为60余量。
如有滑块得根据抽出距离另行计算或者加宽余量边,祥见以下图所示。
对于有滑块面的余量放置,假设模内抽芯距离为70,那么后面的距离为70+余量,使之滑块滑出绝对距离后始终在模芯内,余量15—20最起码。
另外边也同样的道理,这样我们可以计算出模芯的大小,然后去小归整。
设计好大小后,然后来设计模芯的厚度。
厚度的设计准则以模芯最低出开始算余量50以上。
因为底下通10水管,水管位置离产品模芯底面下来20—25距离,底下留余量为25—30,然后以分型面为定点基准,凑整数。
绿色为水管,红色,蓝色为点冷却。
一般模芯不是很厚的,如果中间没有孔位,可以直通,或环绕试。
如果无法通水管,那就采取点冷却。
一般在型腔的镶快出,凸起出,热聚处。
其深度离腔体最深出低20—30左右。
滑块的设计,皆如此产品的滑芯不是很大。
宽度方面一般滑座比滑芯大5一边,然后凑整数。
滑块高度的设计,首先确定此滑块是用油泵。
如油泵接头最大处为32,那我设置尾座面比接头高4,底下留9,这样尾座高度为45。
井冈山大学压铸模课程设计说明书题目薄壁壳体压铸工艺与压铸型设计院(部):机电工程学院专业:材料成型班级:姓名:学号:指导教师:完成日期:目录摘要 (Ⅲ)1前言1.1选题背景和意义 (1)1.2 压铸相关文献综述 (1)2零件设计 (5)2.1 零件分析 (5)2.2初步确定设计方案 (5)3压铸件工艺分析 (6)3.1 压铸合金工艺分析 (6)3.2 压铸件工艺分析 (6)3.3 分型面的选择 (6)4排溢系统与浇注系统设计 (8)4.1 浇注系统的设计 (8)4.2 排溢系计统的设 (10)5 压铸模结构设计 (12)5.1 压铸机的选择 (12)5.1.1确定模具分型面上铸件的总投影面积 (12)5.1.2 确定压射比压 (13)5.2 型腔和型芯尺寸的设计 (14)5.3 镶块、型芯、模板的设计 (14)5.3.1 镶块的设计 (14)5.3.2 型芯的设计 (15)5.3.3 动、定模板的设计 (16)5.4 滑块的设计 (18)5.5斜销的设计 (19)5.6压板设计 (20)5.7垫块的设计 (21)5.8导柱、导套的设计 (22)5.9浇口套的设计 (23)5.10分流锥的设计 (24)5.11推出机构、复位机构的设计 (24)5.12模具装配图设计 (25)5.13 压铸模的技术要求 (26)6 压铸机校核 (27)6.1 压室容量的核算 (27)6.2 模具厚度核算 (27)6.3 动模行程核算 (28)7 压铸工艺流程 (30)8结论 (31)9参考文献.................... .. (32)薄壁壳体压铸工艺与压铸型设计摘要压铸是制造业的一种工艺,能够成型复杂的高精度的金属制品,多用于汽车制造,机械制造等。
本课题是对铝壳体进行模具设计并分析加工工艺。
本模具考虑到年产量、工厂的设备及铸件的精度要求,选择一型两腔结构。
以制品的最大端面为分型面,使制品顺利脱模。
为了出模顺利,须进行侧向抽芯。
压铸模具课程设计下图所示为支架零件图,材料为铝合金,按卧室冷室压铸机进行压铸设计。
1,零件工艺分析零件结构较为简单,一个方向上有侧面凹孔,因此,压铸时需要采用抽芯压铸机构抽芯。
铸件壁厚较为均匀,但在顶部处较厚,容易出现热节和缩松。
铸件的M10螺纹孔可采用后期加工,侧边的四个小圆孔也可后期通过机床加工。
零件未标注公差,零件要求为铸件不得有气孔,裂纹等缺陷,公差采用IT12级,用压铸方法完成能达到生产尺寸要求。
压铸材料选用压铸铝合金,查表知,平均收缩率为0.7%。
2,选用分型面及浇注系统铸件中间为空圆柱,便于放置型芯,这分型面应设立在如图位置浇注系统选用由于右侧部分较厚,采用侧浇口或者环形浇口,从分型面浇注易产生缩松在右侧壁厚处,可采用中心浇口,又由于顶部没有孔,不能设置分流锥,直浇道与铸件的款接触即为内浇口。
中心浇口填充是流程短,排气门通畅,压铸件和浇注系统、溢流系统在模具分型面上投影小,可以改善压铸机的受力情况。
溢流槽直径设置在分型面。
如上图所示3,压铸机的选用根据锁模力选用压铸机是一种传统并被广泛采用的方法计算主膨胀力:根据公式F主=AP/10查表该零件压射比压为30~50MPa,取50MPa面积A为铸件及浇注系统在分型面上的投影面积,计算与估算得,A=2600mm2=26cm2,所以F主=26*50/10=130kN计算锁模力,根据公式F锁≥K(F主+F分)有侧向抽芯机构,但由于侧向抽芯型芯端面与铝液接触面积不大,忽略F分取安全系数为K=1.2则,F锁≥1.2*130=156kN查出537kN较小,J116型压铸机锁模力为630kN,远大于计算值156kN取压室直径为40mm其最大压射比压为P=4*F max /(πD)*10-6查的,最大压射力F max =90kN=90000N带入得p=71.6MPa校核锁模力:忽略F分,取K=1.2F主=71.6*60/10=429.6kNF锁≥1.2*429.6=515.52kN所以实际锁模力为515.2kN而J116型压铸机最大锁模力为630kN,所以满足要求压室容积校核,直径为40mm压室时,最大铝合金容积为0.6kg,所以铸件和浇注系统的总重量必须小于0.6kg,经过校核,满足要求。
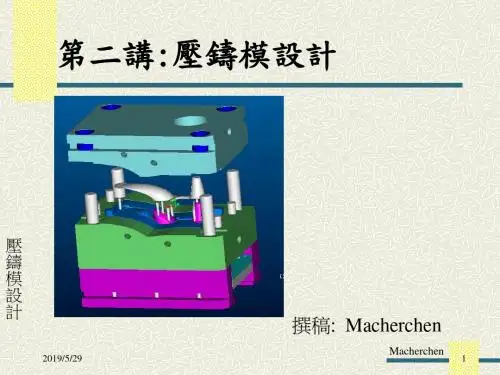
压铸模具设计实例前言:本章将藉由几个例子,介绍压铸模具设计的程序,及设计时所应考虑的一些因素。
经由实际的计算,读者可以知道一些设计参数的来源,最后每个例子都会有一套模具图供读者参考,以便了解压铸模具的实际结构。
1铝合金气压缸盖模具设计实例1.1.1 方案设计1. 铸件基本数据体积=116cm3(由计算得知)材质=ADC12铸件投影面积=65mm× 65mm=4225mm2图1.1 铝合金气压缸盖铸品图2.模具设计参数铝合金气压缸盖最薄处平均厚度为3mm。
根据前面章节所述充填时间范围在0.05~0.10秒之间(表2.2),在此取充填时间为0.06秒。
依据前面章节所述浇口速度范围在34m/sec~43m/sec(表 2.5),在此取浇口速度为36m/sec。
所需浇口面积Ag:依据前面章节所述浇口厚度范围1.5~2.5mm(表2.8),因为在分模面浇口处铸件壁较厚,在此取浇口厚度为2.5mm,浇口长度25mm。
所需逃气道面积Av:3.射出条件计算锁模力:此铸件属于有气密性要求之耐压铸件,故铸造压力选定为800kg/cm2(表2.1)所需锁模力=铸造压力×铸造投影面积(包含铸件、料头、流道、溢流井等,约略估算相当于铸件投影面积的两倍)=800(kg/cm2)× 42.25(cm2)× 2=67600(kg)=76.6 吨据此数据可选择锁模力适当的压铸机。
考虑压铸锁模力安全系数,在此例中我们选择125吨冷室压铸机,使用直径50mm之柱塞头。
压铸机柱塞头高速速度Vp:4. 流道设计图7.5 铝合金气压缸盖模具,组合断面图。