苏州三光慢走丝培训资料
- 格式:doc
- 大小:1.18 MB
- 文档页数:63
模具学习报告(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作总结、工作计划、演讲致辞、策划方案、合同协议、规章制度、条据文书、诗词鉴赏、教学资料、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays for everyone, such as work summaries, work plans, speeches, planning plans, contract agreements, rules and regulations, doctrinal documents, poetry appreciation, teaching materials, other sample essays, etc. If you want to learn about different sample formats and writing methods, please stay tuned!模具学习报告模具学习报告(精选3篇)模具学习报告篇1根据实习安排,与技术经理崔吉国一起学习了解了模具一期的生产情况。
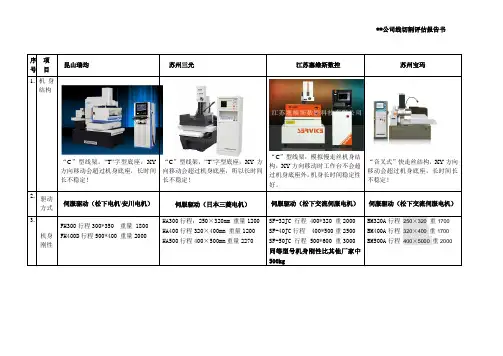
序号项目昆山瑞均苏州三光江苏塞维斯数控苏州宝玛1.机身结构“C”型线架,”T”字型底座,XY 方向移动会超过机身底座,长时间长不稳定!“C”型线架,”T”字型底座,XY方向移动会超过机身底座,所以长时间长不稳定!“C”型线架,模拟慢走丝机身结构,XY方向移动时工作台不会超过机身底座外,机身长时间稳定性好。
“音叉式”快走丝结构,XY方向移动会超过机身底座,长时间长不稳定!2.驱动方式伺服驱动(松下电机\安川电机)伺服驱动(日本三菱电机)伺服驱动(松下交流伺服电机)伺服驱动(松下交流伺服电机)3.机身刚性FH300行程300*350 重量 1800FH400D行程500*400 重量2000HA300行程:250×320mm重量1200HA400行程320×400mm重量1200HA500行程400×500mm重量2270SF-32JC 行程 400*320 重2000SF-40JC行程 400*500重2500SF-50JC 行程 500*600 重3000同等型号机身刚性比其他厂家中500kgBM320A行程250×320重1700BM400A行程320×400 重1700BM500A行程400×5000 重20004.过滤系统普通过滤棉棉约3-5周换水,过滤不干净可能引起二次放电!普通过滤棉棉约3-5周换水,对切削液有特殊要求,慢丝过滤,约12周-18周个换一次水。
过滤棉棉约5-10周换水,对切削液有特殊要求5.钼丝定位导丝嘴自动升降,保证切割精度导轮定位,钼丝有抖动现象。
导丝嘴自动升降,保证切割精度导轮定位,钼丝有抖动现象6.操作软件HF软件:1)HF软件使用DOS/WIN98的系统.2005年至今没有更新,市场使用率逐渐下降。
2)运行速度慢,在线绘图极其不便。
3)对工件进行切割时,从不能进行绘图。
HF唯一瑞均在使用。
不支持螺距补偿。

夏米尔慢走丝线切割的工序操作培训1.0. 目的范围1.1.目的:保证电加工操作程序的正确执行。
1.2.范围:本内容适用于线切割的工序操作。
2.0 引用文件3.0 操作步骤3.1 线切割3.1.1 工件安装3.1.1.1 工件去磁3.1.1.2 工件去毛刺、准备线切割用夹具。
3.1.1.3 将工件固定在线切割用夹具上。
3.1.1.4 用表打平工件3.1.1.5 用线碰边,得到参考点3.1.1.6 在机器内放置程序(命令和外形加工程序)。
3.1.1.7 切割3.1.2 远距离控制操作3.1.2.1 在机床计算机屏幕,进行如下操作,注意键在显示屏右手位。
3.1.2.2 按“machine”键3.1.2.3 按“manual”键3.1.2.4 按“inactive mode”键3.1.2.5 在这种情况下,机床处于远离控制阶段。
3.1.3 整边3.1.3.1 机床使用0.20直径的线。
3.1.3.2 在计算机屏幕上,执行以下操作。
3.1.3.3 “c.在""com"">下,打EDG.X.X-0.1如机床用直径0.1线,EDG变成”X.X-0.05。
3.1.3.4 按下“ENTER” 3.1.3.5 按下“start” 3.1.3.6 最后在屏幕上读到X-0.625和如是线直径为0.1的读到X-0.55。
3.1.3.7 确订加工X轴向,执行如下操作。
3.1.3.8 在“com”>下,键入mov.X-23.1.3.9 按“ENTER”3.1.3.10 按“START”3.1.3.11 在“com”>下键入EDG.X3.1.3.12 按“ENTER”3.1.3.13 按“STAR”3.1.3.14 修Y-轴向方法与X-轴向相似EDGING CONFIRMATION EDGING 1 EDG.-X.X0.125 MOV.X2 EDG.-X 2 EDG.-Y.Y0.125 MOV.Y-2 EDG.Y 3 EDG.X.-X0.125 MOV.X-2 EDG.X4 EDG.Y.-Y0.125 MOV.Y2 EDG.-Y3.1.4 程序执行3.1.4.1 将软盘放入机床0(DD0)或Ⅰ(DDI)驱动器上,例如:软盘放入I驱动器。
一、手工穿丝方法 1. 将机床操作面板上的电极丝 张力 和 丝速 调整旋钮调至0档。 2. 将 喷流压力 调整钮调至W档(穿丝档)。 3. 打开 喷流 开关使下导丝轮旋转。
a) 张力电流表 j)复位 b) 急停开关 k)自动穿丝方式(本机不提供此功能) c) 运丝调速旋钮 d) 张力调节旋钮 e) 运丝开关 f) 喷流开关 g) 水档位 h) 移动速度选择钮 i) 选择移动轴旋钮
4. 装上电极丝,按图所示将电极丝从电极丝线架(1),绕过套筒轴(2),穿过导向钩(3),经滑轮(4)、毡轮(5)、压轮A(7)绕在张力控制器(6)上。在张力控制器上绕一圈后,经压轮B(8)和断线检测器(9)、导向孔(10)轻轻将电极丝拉出1~2m。将电极丝经上导向器(11)穿入下导向器(12),并且不断地往下导向器送丝,电极丝经过下导丝轮(13)在吸力装置的导引下经过送丝滚轮(14)排入废丝箱,完成穿丝。 二、电极丝的垂直度校准 (要预先穿丝)
1. 用气枪吹干上下喷嘴附近的水滴、扫清工件台。 2. 把垂直块规擦洗干净放在工件台上。(块规的放置要与工件台成直角方向)在主模式移动菜单下按校垂直(F8)键,屏幕上出现校垂直子菜单界面。
3. 用操作盘移动键移动X轴、Y轴将电极丝接近块规,下降Z轴,选择相应的校垂直方向后,系统自动开启C777加工条件产生放电。 4. 移动U轴或V轴,使电极丝与垂直块之间放电产生的火花上下均匀。 5. 按退出(F5)键,此时屏幕上出现提示用户是否将U、V轴坐标置为零。按Enter键确认,完成校垂直。 N 注意:如果铜丝或垂直校正块附近有水、油等异物时,将看不到铜丝与校正块放电所产生的火花,影响校垂直的精度。 三、工件的安装 1.为了提高精度,要注意工件的安装,对工件的上表面、下表面与侧面必须经过研磨。 2.用夹具把工件平行地轻轻固定在工件台上面,最少在两个地方固定工件。 见图(1)
几种工件的安装 :
(1) 合格的安装方法 (2) 垫物比工件的厚度低 (3) 夹具超过工作台
工件安装好以后用千分表将工件拉平。 (工件的基准面对工作台移动方向倾斜时,可移动X轴或Y轴根据千分表上的读数变化,用铜棒等轻打工件,调整工件使工件基准面与移动方向平行,拧紧固定螺丝。) N 注意:工件装夹不平,会造成上下喷流的流量差异,将会使断丝的次数明显增加,还会直接影响到加工精度。 工件的定位 1. 对边(端面定位)
即边缘找正。用于X及Y轴的四个方向的边缘找正。
在 移动 菜单下按F3键进入 对边 的操作界面,可以选择X、Y轴的四个方向(+X、-X、+Y、-Y)任一方向进行边缘找正。边缘找正的开始时铜丝沿指定的方向高速接近工件直至接触,然后回退,降低移动速度后重复上述过程,边缘找正完成。(为了提高找正精度,在边缘找正开始前,把反张力电位器顺时针旋至最大位置,把张力电位器逆时针旋至底,即张力减至最小。)按F9键返回上一级菜单。 N 注:铜丝的回退距离系统默认为0.02mm,在系统菜单中可以设定回退的距离。
2. 内孔定位
即中心找正,此命令完成对称图形内孔的中心找正。
在移动菜单下按F4键进行定中心操作,按F9键返回上一级菜单。定中心的操作可以参照边缘找正时张力、反张力电位器的调整方法来提高精度。 N 注意:“对边”与“定中心”要求工件侧面或内孔干净、光滑,否则会影响找正精度。 五、端面加工方法 端面定位已经终了,电极丝在开始位点。 1. 选择适当的加工条件:C000或C890。(此为端面加工专用条件) 2. 移动Z轴,使之离工件上表面10~20mm处(见图例)
3. 操作面板上的电极丝张力旋钮调至0.2A(1200gf),电极丝速度旋钮调至6段以上。 4. 打开喷流开关,调节流量。(下侧流量:微量,上测流量:1~2公升/分,使包在铜丝四周的水柱不散开、不跳跃。)
5. <1> 喷流调节很好时,放电产生的火花很均匀且呈青白色。(图A) <2> 下部有橙黄色的火花产生(图B)。由于上部流量太少,电极丝下部淋不到冲液,所以产生在空中放电,有断丝之虑。
解决方法:调大上部流量使水柱包住电极丝。 <3> 在上部橙黄色火花产生(图C)。由于上部流量太多,在工件上面产生空隙,放电在空气中进行,有断丝之虑。
解决方法:调小上部流量使水柱包住电极丝。 <4> 加工到端面的2~4mm地方时,通常喷流的状态会发生变化,所以要观察橙黄色火花在工件端面的位置 ,不断调节上喷流的流量。
<5> 当上喷流的水柱越过工件的端面后,下部的喷流也要开始打开。
Z轴方向定位 1. 用缝隙规定位 <1> 放厚度0.1mm左右的缝隙规在喷嘴的正下方。
<2> 按移动键下降Z轴,把喷嘴贴在缝隙规上。 <3> Z轴上升一点点,要确认缝隙规的滑动好不好。缝隙规的滑动不好时,再如上重复做一次。 2. 看着流量计定位(常用方法) <1> 嘴移动到离端面10mm以上的工件上面。(喷嘴正下方没有孔的地方等)
<2> 把上部和下部的流量调节阀开足,打开冲液开关,把高压泵开 关打开。(这时候本来的压力是15~18kg/cm2。) N 注意:为了防止水飞溅出来,请预先安装防水罩
<3> 一边缓慢下降Z轴,一边看上部和下部的流量 <4> 上部和下部的流量到5~7公升时停止下降Z轴。 (上下喷嘴流量基本相等) N 注意:Z轴接近工件时小心千万不要和工件撞上!!! 六、锥度加工的各类项目输入方法 1. Z轴移动到正极限,设定Z轴坐标为270mm 2. 下降Z轴,把上部喷嘴接进工件的上表面做Z轴方向的定位。 (由于工件的形状而不能接近喷嘴的时候,防止喷嘴与工件接触要仔细调整Z轴的高 度。) 3. 正确读取Z轴的读数。 4. 在形参数HA、HB、HC、HD、HP中输入合适的数据。
(见图) A: 下侧导丝模的位置 B:在Z轴读数为零时上侧导丝模的极限位置 C: 加工时上侧导丝模的位置 HA: 下导丝模与夹具体之间的距离 (机床固有值,不要改变。) HB: 夹具体与编程面之间的距离 HC: 夹具体与参考平面之间的距离,注意HB必须不能等于HC HD: 锥度加工时的Z轴坐标 HP: 上、下导丝模之间的距离减去Z轴坐标所得的值,即Z轴的极限 距离。(机床固有值,不要改变)
加工条件的设定 1. 加工条件参数的说明 加工条件参数 功能 设定范围 on 放电脉冲时间 00~09,10~19
OFF 休止脉冲时间 00~31 IP 主电源峰值电流 00~17 HP 辅助电源电路 0~9 MA 休止脉冲时间调节 M:0~9,A:0~9 SV 伺服基准电压 00~31 V 主电源电压 00~03 SF 伺服速度 00~09 C 极间电容回路 00~04 WT 电极丝张力 00~15 WS 电极丝速度 00~15
ON 放电脉冲时间 放电脉冲时间(在极间施加电压的时间)的设定,数值越大放电能量越大。 OFF 休止脉冲时间 休止脉冲时间(在极间不施加电压的时间)的设定,数值越大放电能量越小。 IP 主电源峰值电流 设定放电电流的最大值。一个脉冲能量的大小,基本上由IP、ON和V来决定, 设定范围为0~17,其值越小,断丝的可能性越小,但加工效率和加工电流会降低。 粗加工时: IP = 16或17 (电流表0~40A档) 精加工时: IP = 15,16 (IP ≤ 15时,电流表0~4A档) HP 辅助电源电路 设定加工不稳定时放电脉宽时间,其设定值不能比ON大,设定范围为0~9。 其值越小,断丝的可能性越小,但加工效率和加工电流会降低。
MA 休止脉冲时间调整 M:设定加工过程中的检测电平,设定范围为0~9。 A:设定加工不稳定时的放电休止脉冲时间,设定范围为0~9 M、A的值越大,加工越稳定,不容易断丝,但加工效率会降低。 SV 伺服基准电压
放电间隙设定的功能。电极丝和工件间的加工电压设定。数值越大平均加工电压越高,加工越稳定,但电压越高放电间隙越大,加工效率越低。
V 主电源电压 跟IP、ON一起决定放电脉冲的能量。 粗加工时:0 3 精加工或细电极丝加工时:00~02 SF 伺服速度 为了维持极间基准电压设定各轴追随移动的速度。 WT 电极丝的张力设定 设定施加在电极丝上的拉力,也可以通过操作面板上的张力旋钮来调整。 WS 电极丝的速度设定 设定电极丝的运行速度,加工能量越大,电极丝的运行速度须越快。运丝速度 太慢,则容易造成断丝。也可以通过操作面板上的丝速旋钮来调整。
2. 工作液电导率 工作液电导率的高低,对加工起着重要的作用。如果工作液电导率太低,将导 致不能放电加工。通常工作液电导率为5×104Ω·cm,
工作液电阻和工作液电导间的关系如下: 工作液电导率(μs)= 1/工作液电阻(Ω·cm)×106