轧辊车(磨)削加工技术要求
1普通轧辊车床加工
1.1操作工本人必须自检现用测量卡尺起始尺寸,检测后将起始尺寸值用不干胶粘在卡尺上,并传达到使用卡尺的每一个人。
1.2首槽自测量基准传动端(扁头部位)起始中心距误差≤0.5mm,每对轧辊首槽起始端距应在端部注明实际加工尺寸,凡超出此其尺寸范围的,经检查员、技术人员确认后方可再次加工;加工切分轧制型槽时,应按切分槽成组加工,保证每组切分槽的相邻槽间距135±0.1mm,其余尺寸按图纸加工。
1.3轴径跳动量的控制。两顶尖装夹,找正后两端轴径跳动量K1辊≤0.03mm, K2-K5辊≤0.05mm,粗中轧辊≤0.07mm,凡无法调整,轴径跳动值超差的,经检查员出具检测报告,由机加班长安排修复中心孔或由供应处协调解决,方可再次加工。
1.4轧辊辊身尺寸的加工。轧辊辊身尺寸按图纸中公称尺寸加工(修复辊保证去除螺纹横肋及其裂纹),其中K1-K5辊身直径大小端尺寸偏差≤0.1mm,配对轧辊的辊身直径差≤0.1mm;初中轧辊辊身直径大小端尺寸偏差≤0.1mm,配对轧辊的辊身直径差≤0.15mm。
1.5车削型槽尺寸精度,K1辊尺寸精度≤0.05mm, K2-K5辊尺寸精度≤0.07mm,初中轧辊尺寸精度≤0.1mm;加工切分轧辊时,要保证成组孔型尺寸的一致性。
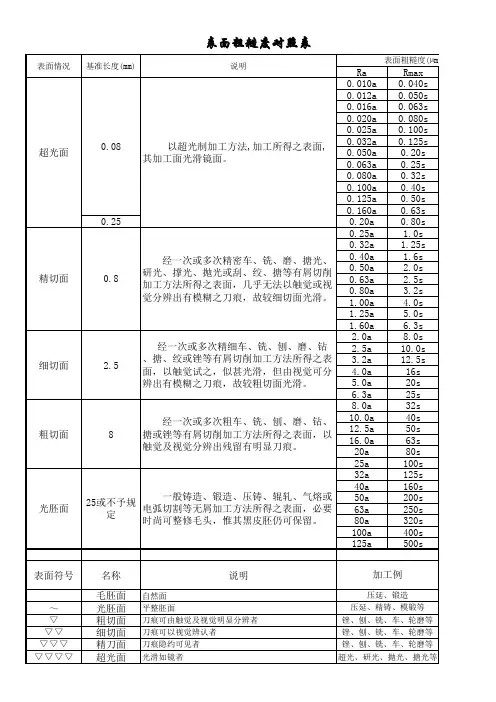
1.6在普通轧辊车床上半精车轧辊孔型时,每对轧辊辊身直径偏差≤0.15mm,每支轧辊辊身直径两端大小头尺寸偏差≤0.15mm,辊身粗糙度约≤Ra6.3μm(精加工时磨削外圆或数控车削外圆);K1辊型槽尺寸深度单边留余量1-1.5mm;为避免精车时槽口处崩角、掉肉,槽口处倒角(考虑槽型内所留加工余量)。
2磨床加工
2.1磨削K1辊(高速钢、高硼钢等材质)外圆时,检测轴颈处跳动值应符合要求,否则返修中心孔至尺寸要求;辊身处加工尺寸要求每对轧辊辊身直径偏差≤0.1mm,每支轧辊两端大小头尺寸偏差≤0.03mm,粗糙度约Ra6.3μm (可以保留刀纹)。