粗糙度等级与粗糙度值Ra对照表
- 格式:pdf
- 大小:37.74 KB
- 文档页数:1
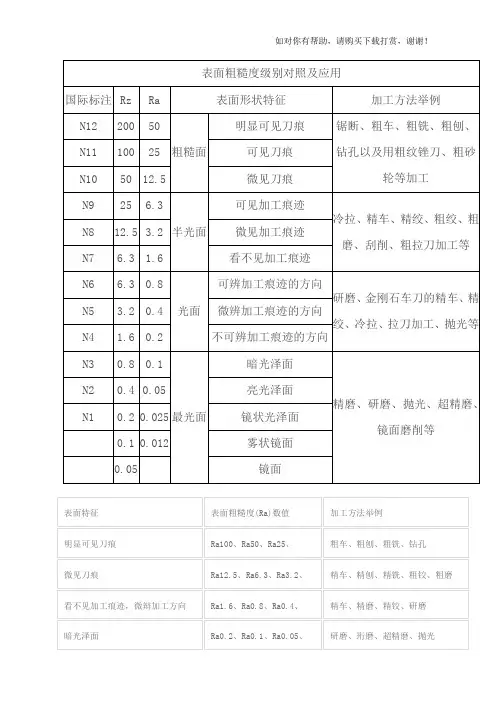
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
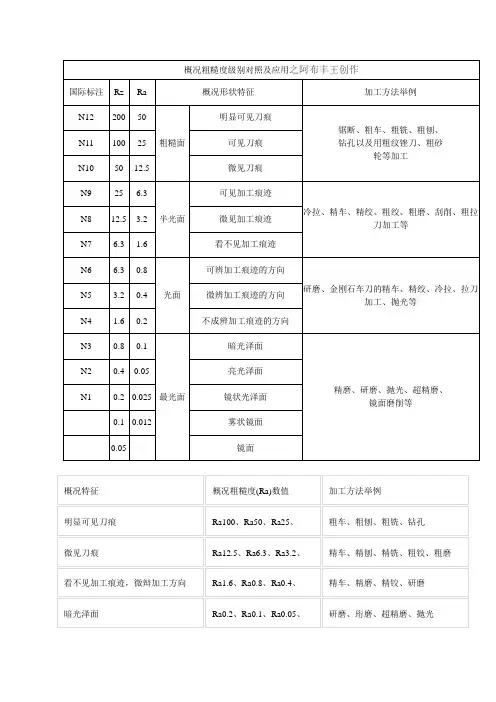
镜面0.006微米雾状镜面 0.012镜状光泽面 0.025亮光泽面 0.05暗光泽面 0.1不成见加工痕迹的方向 0.2可见加工痕迹方向 0.8微见加工痕迹方向 0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕 12.51级Ra值不大于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采取2级Ra值不大于\μm=25、50概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级Ra值不大于\μm=6.3概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级Ra值不大于\μm=3.2概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况。
不重要的紧固螺纹的概况。
需要滚花或氧化处理的概况6级Ra值不大于\μm=1.6概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超出80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级Ra值不大于\μm=0.8概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求包管定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超出80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级Ra值不大于\μm=0.4概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸大于120mm的IT13~IT16级孔和轴用量规的丈量概况9级Ra值不大于\μm=0.2概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超等加工应用举例=工作时受变应力作用的重要零件的概况。
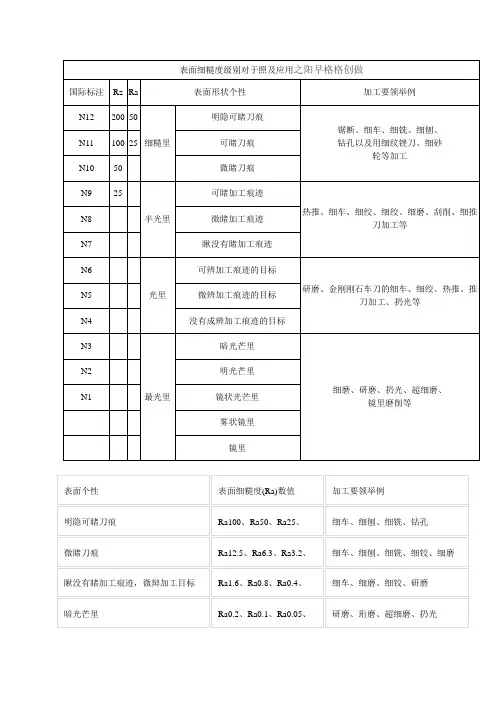
1级Ra值没有大于\μm=100表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工的表面,如细车、细刨、切断等表面,用细镗刀战细砂轮等加工的表面,普遍很少采与2级Ra值没有大于\μm=25、50表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工后的表面,焊交前的焊缝、细钻孔壁等3级Ra值没有大于\μm=12.5表面情景=可睹刀痕加工要领=细车、刨、铣、钻应用举例=普遍非分离表面,如轴的端里、倒角、齿轮及皮戴轮的正里、键槽的非处事表面,减沉孔眼表面4级Ra值没有大于\μm=6.3表面情景=可睹加工痕迹加工要领=车、镗、刨、钻、铣、锉、磨、细铰、铣齿应用举例=没有要害整件的协共表面,如维持、收架、中壳、衬套、轴、盖等的端里.紧固件的自由表面,紧固件通孔的表面,内、中花键的非放心表面,没有动做计量基准的齿轮顶圈圆表面等5级Ra值没有大于\μm=3.2表面情景=微睹加工痕迹加工要领=车、镗、刨、铣、刮1~2面/cm^2、推、磨、锉、滚压、铣齿应用举例=战其余整件连交没有产生协共的表面,如箱体、中壳、端盖等整件的端里.央供有放心及协共个性的牢固收启里如放心的轴间,键战键槽的处事表面.没有要害的紧固螺纹的表面.需要滚花或者氧化处理的表面6级Ra值没有大于\μm=1.6表面情景=瞅没有浑加工痕迹加工要领=车、镗、刨、铣、铰、推、磨、滚压、刮1~2面/cm^2铣齿应用举例=拆置曲径超出80mm的G级轴启的中壳孔,一般细度齿轮的齿里,定位销孔,V型戴轮的表面,中径放心的内花键中径,轴启盖的定核心凸肩表面7级Ra值没有大于\μm=0.8表面情景=可辨加工痕迹的目标加工要领=车、镗、推、磨、坐铣、刮3~10面/cm^2、滚压应用举例=央供包管放心及协共个性的表面,如锥销与圆柱销的表面,与G级细度滑动轴启相协共的轴径战中壳孔,中速转化的轴径,曲径超出80mm的E、D级滑动轴启协共的轴径及中壳孔,内、中花键的放心内径,中花键键侧及放心中径,过盈协共IT7级的孔(H7),间隙协共IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值没有大于\μm=0.4表面情景=微辨加工痕迹的目标加工要领=铰、磨、镗、推、刮3~10面/cm^2、滚压应用举例=央供少暂脆持协共本量宁静的协共表面,IT7级的轴、孔协共表面,细度较下的齿轮表面,受变应力效率的要害整件,与曲径小于80mm的E、D级轴启协共的轴径表面、与橡胶稀启件交触的轴的表面,尺寸大于120mm的IT13~IT16级孔战轴用量规的丈量表面9级Ra值没有大于\μm=0.2表面情景=没有成辨加工痕迹的目标加工要领=布轮磨、磨、研磨、超等加工应用举例=处事时受变应力效率的要害整件的表面.包管整件的疲倦强度、防腐性战耐暂性,并正在处事时没有损害协共本量的表面,如轴径表面、央供气稀的表面战收启表面,圆锥放心表面等.IT5、IT6级协共表面、下细度齿轮的表面,与G级滑动轴启协共的轴径表面,尺寸大于315mm的IT7~IT9级级孔战轴用量规级尺寸大于120~315mm的IT10~IT12级孔战轴用量规的丈量表面等10级Ra值没有大于\μm=0.1表面情景=暗光芒里加工要领=超等加工应用举例=处事时启受较大变应力效率的要害整件的表面.包管细决放心的锥体表面.液压传动用的孔表面.汽缸套的内表面,活塞销的中表面,仪器导轨里,阀的处事里.尺寸小于120mm的IT10~IT12级孔战轴用量规丈量里等11级Ra值没有大于\μm=0.05表面情景=明光芒里加工要领=超等加工应用举例=包管下度气稀性的交合表面,如活塞、柱塞战汽缸内表面,摩揩离合器的摩揩表面.对于共轴度有透彻央供的孔战轴.滑动导轨中的钢球或者滚子战下速摩揩的处事表面12级Ra值没有大于\μm=0.025表面情景=镜里光芒里加工要领=超等加工应用举例=下压柱塞泵中柱塞战柱塞套的协共表面,中等细度仪器整件协共表面,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用战孔用量规丈量表面13级Ra值没有大于\μm=0.012表面情景=雾状镜里加工要领=超等加工应用举例=仪器的丈量表面战协共表面,尺寸超出100mm 的块规处事里14级Ra值没有大于\μm=0.0063表面情景=雾状表面加工要领=超等加工应用举例=块规的处事表面,下细度丈量仪器的丈量里,下细度仪器摩揩机构的收启表面。
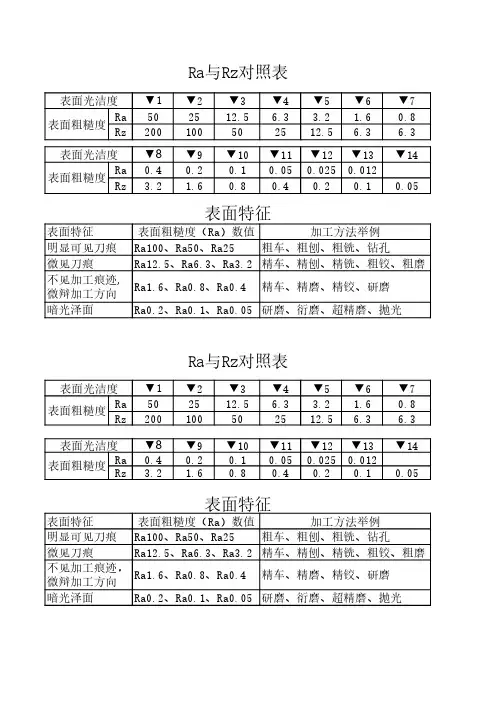
Ra与Rz对照表
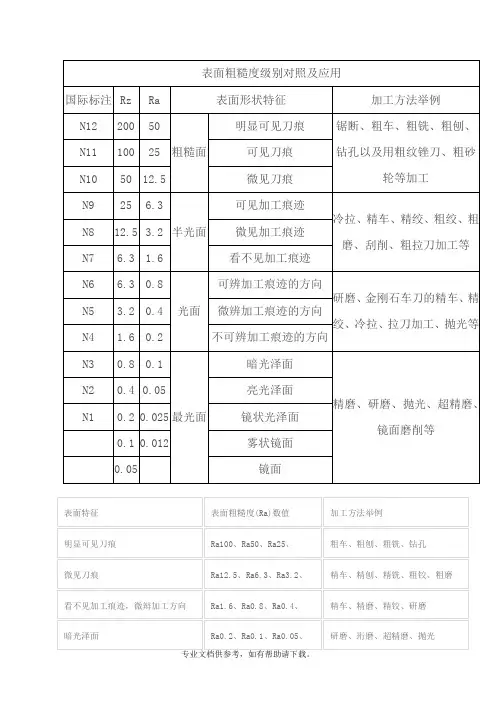
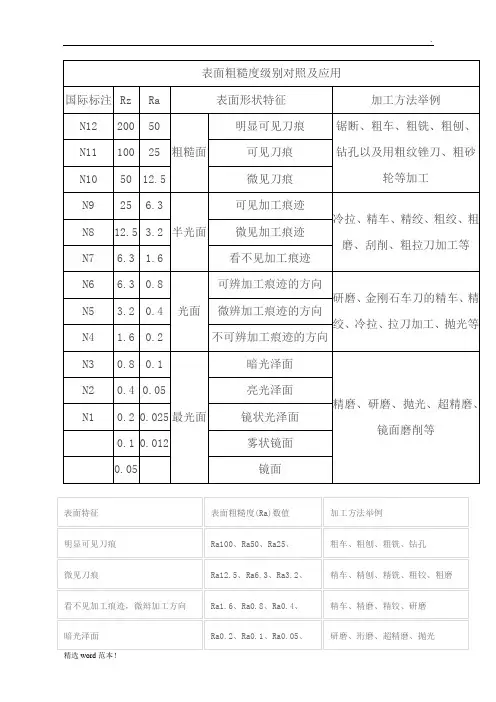
表面光洁度▼1▼2▼3▼4▼5▼6▼7
表面粗糙度Ra502512.5 6.3 3.2 1.60.8 Rz200100502512.5 6.3 6.3
表面光洁度▼8▼9▼10▼11▼12▼13▼14
表面粗糙度Ra0.40.20.10.050.0250.012
Rz 3.2 1.60.80.40.20.10.05
表面特征
表面特征表面粗糙度(Ra)数值加工方法举例
明显可见刀痕Ra100、Ra50、Ra25粗车、粗刨、粗铣、钻孔
微见刀痕Ra12.5、Ra6.3、Ra3.2精车、精刨、精铣、粗铰、粗磨不见加工痕迹,
微辩加工方向
Ra1.6、Ra0.8、Ra0.4精车、精磨、精铰、研磨
暗光泽面Ra0.2、Ra0.1、Ra0.05研磨、衍磨、超精磨、抛光
Ra与Rz对照表
表面光洁度▼1▼2▼3▼4▼5▼6▼7
表面粗糙度Ra502512.5 6.3 3.2 1.60.8 Rz200100502512.5 6.3 6.3
表面光洁度▼8▼9▼10▼11▼12▼13▼14
表面粗糙度Ra0.40.20.10.050.0250.012
Rz 3.2 1.60.80.40.20.10.05
表面特征
表面特征表面粗糙度(Ra)数值加工方法举例
明显可见刀痕Ra100、Ra50、Ra25粗车、粗刨、粗铣、钻孔
微见刀痕Ra12.5、Ra6.3、Ra3.2精车、精刨、精铣、粗铰、粗磨不见加工痕迹,
微辩加工方向
Ra1.6、Ra0.8、Ra0.4精车、精磨、精铰、研磨
暗光泽面Ra0.2、Ra0.1、Ra0.05研磨、衍磨、超精磨、抛光。
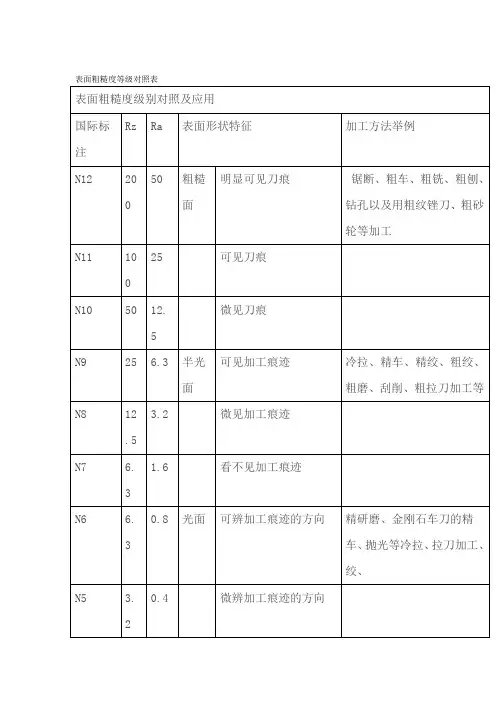
表面粗糙度等级对照表表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕 Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕 Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨精车、精磨、精铰、研磨、Ra0.8Ra0.4、看不见加工痕迹,微辩加工方向、Ra1.6 研磨、珩磨、超精磨、抛光、Ra0.05、Ra0.1、Ra0.2 暗光泽面.表面粗糙度等级对照表微米0.006镜面0.012雾状镜面0.025镜状光泽面0.05亮光泽面0.1暗光泽面0.2不可见加工痕迹的方向0.8可见加工痕迹方向0.4微见加工痕迹方向 1.6看不清加工痕迹方向 3.2微见加工痕迹方向 6.3可见加工痕迹方向12.5微见刀痕1级m=100μ\值不大于Ra表面粗糙度等级对照表表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻xx壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重xx眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖的表面,内、外花键的非定xx等的端面。
紧固件的自由表面,紧固件通表面粗糙度等级对照表心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
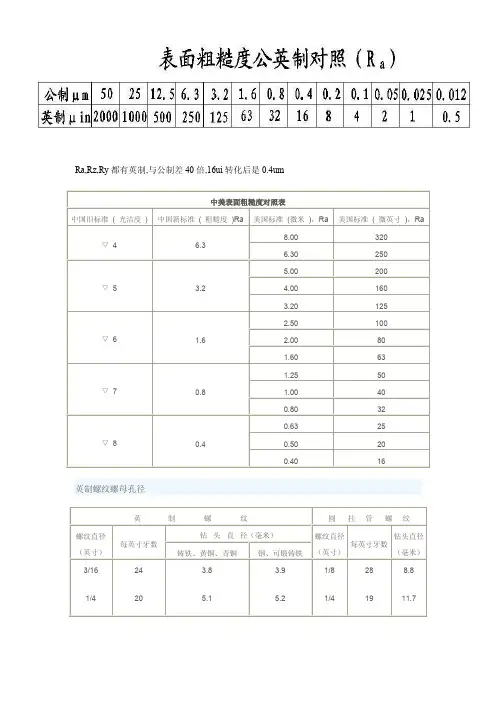
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是0.4um
英制螺纹螺母孔径
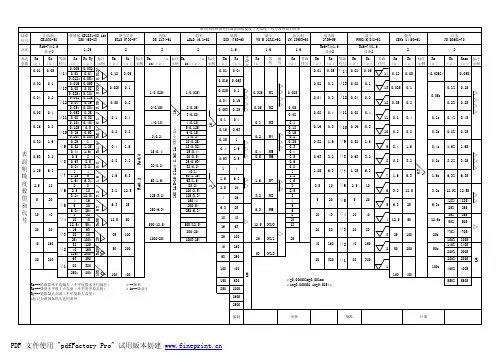
表面光洁度与粗糙度Ra、Rz数值转换表
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,。
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
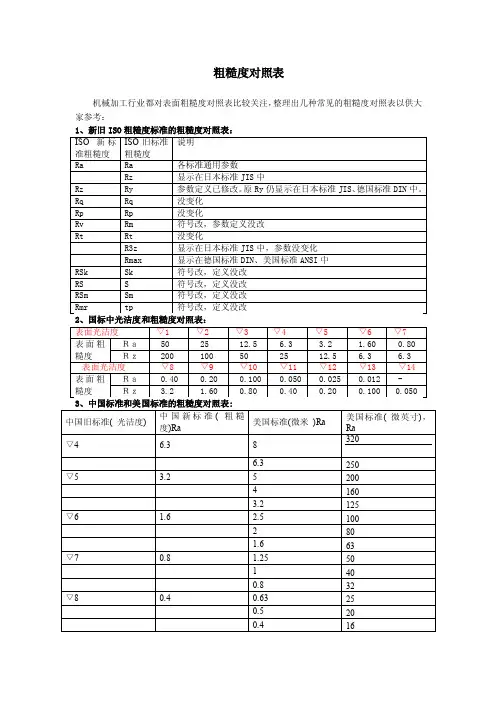
各国粗糙度对照表(可以直接使用,可编辑实用优秀文档,欢迎下载)中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 6.3 8.00 320 6.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。