冶炼、轧制、精整等全套生产线示意图
- 格式:doc
- 大小:2.49 MB
- 文档页数:34

连铸连轧法生产铜杆一、连铸连轧铜杆生产工艺过程:电解铜加料机竖炉上流槽保温炉下流槽浇堡铸造机夹送辊剪切机坯锭预处理设备轧机清洗冷却管道涂蜡成圈机包装机成品运输二、连铸连轧铜杆生产线当前世界各国采用的铜杆连续生产线新工艺主要有:意大利的Pr operz i系统(缩称CCR系统),美国的Sou thWir e系统(缩称SCR系统)、联邦德国的K ru pp /Hazele tt系统(缩称Contirod系统)、以及将法国的SECIM系统。
这些系统在原理上基本相同,工艺上也大同小异,其差异主要是在铸机和轧机的形式和结构上。
CCR系统沿用铝连铸连轧的双轮铸机和三角轧机形式连铸连轧铜杆。
最初铜铸锭截面1300mm²,现在最大可达2300m m²,理论能力18t/h,轧制孔型系“三角——圆”系统。
当锭子截面太大时,原轧机前面加两平一立辊机架,采用箱式孔型开坯,箱孔型道次减缩率在40%左右。
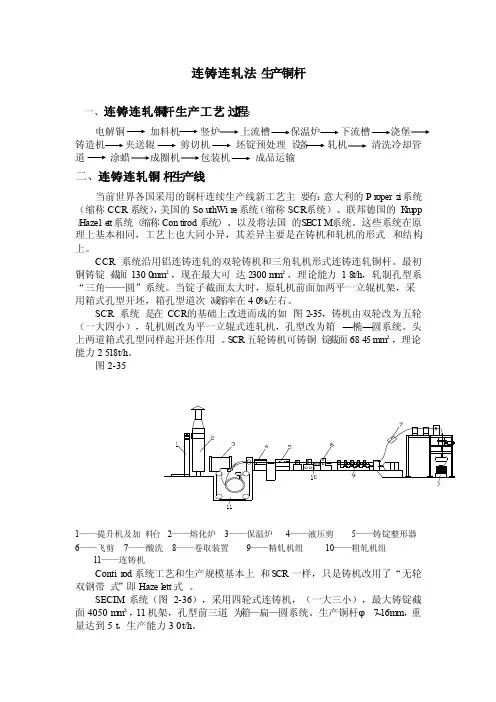
SCR系统是在CCR的基础上改进而成的如图2-35,铸机由双轮改为五轮(一大四小),轧机则改为平一立辊式连轧机,孔型改为箱—椭—圆系统。
头上两道箱式孔型同样起开坯作用。
SCR五轮铸机可铸铜锭截面6845 mm²,理论能力2518t/h。
图2-351——提升机及加料台2——熔化炉3——保温炉4——液压剪5——铸锭整形器6——飞剪7——酸洗8——卷取装置9——精轧机组10——粗轧机组11——连铸机Contir od系统工艺和生产规模基本上和SCR一样,只是铸机改用了“无轮双钢带式”即Hazel ett式。
SECIM系统(图2-36),采用四轮式连铸机,(一大三小),最大铸锭截面4050m m²,11机架,孔型前三道为箱—扁—圆系统。
第八章塑性加工※8·1 锻造成形8·2 板料冲压成形8·3 挤压、轧制、拉拔成形8·4 特种塑性加工方法8·5 塑性加工零件的结构工艺性8·6 塑性加工技术新进展本章小结塑性加工的基本知识塑性变形的主要形式:滑移、孪晶。
滑移的实质是位错的运动。
金属经过塑性变形后将使其强度、硬度升高,塑性、韧性降低。
即产生形变强化。
此外,还将形成纤维组织。
塑性加工特点:1·塑性加工产品的力学性能好。
2·精密塑性加工的产品可以直接达到使用要求,不须进行机械加工就可以使用。
实现少、无切削加工。
3·塑性加工生产率高,易于实现机械化、自动化。
4·加工面广(几克~几百吨)。
常用的塑性加工方法:锻造、板料冲压、轧制、挤压、拉拔等。
8·1 锻造成形8·1·1 自由锻定义、手工自由锻、机器自由锻设备(锻锤和液压机)1·自由锻工序(基本工序、辅助工序、精整工序)基本工序:镦粗、拔长、弯曲、冲孔、切割、扭转、错移辅助工序:压钳口、压钢锭棱边、切肩各种典型锻件的锻造2·自由锻工艺规程的制订(举例)8·1·2 模锻定义、特点(生产率高、尺寸精度高、加工余量小、节约材料,减少切削、形状比自由锻的复杂、生产批量大但质量不能大)1·锤上模锻2·压力机上模锻8章塑性加工拔长29使坯料横截面减小而长度增加的锻造工序称为拔长。
拔长主要用于轴杆类锻件成形,其作用是改善锻件内部质量。
(1)拔长的种类。
有平砥铁拔长、芯轴拔长、芯轴扩孔等。
8章塑性加工30芯轴拔长8章塑性加工芯轴扩孔型砧拔长圆形断面坯料冲孔采用冲子将坯料冲出透孔或不透孔的锻造工序叫冲孔。
其方法有实心冲子双面冲孔、空心冲子冲孔、垫环冲孔等。
8章塑性加工各种典型锻件的锻造1、圆轴类锻件的自由锻2、盘套类锻件的自由锻3、叉杆类锻件的自由锻4、全纤维锻件的自由锻8章塑性加工典型锻件的自由锻工艺示例43锻件名称工艺类别锻造温度范围设备材料加热火次齿轮坯自由锻1200~800℃65kg空气锤45钢1锻件图坯料图序号工序名称工序简图使用工具操作要点1局部镦粗火钳镦粗漏盘控制镦粗后的高度为45mm序号工序名称工序简图使用工具操作要点2冲孔火钳镦粗漏盘冲子冲孔漏盘(1)注意冲子对中(2)采用双面冲孔3修整外圆火钳冲子边轻打边修整,消除外圆鼓形,并达到φ92±1 mm续表序号工序名称工序简图使用工具操作要点4修整平面火钳镦粗漏盘轻打使锻件厚度达到45±1 mm续表自由锻工艺规程的制订(1)绘制锻件图(敷料或余块、锻件余量、锻件公差)※锻件图上用双点画线画出零件主要轮廓形状,并在锻件尺寸线下面用括号标出零件尺寸。
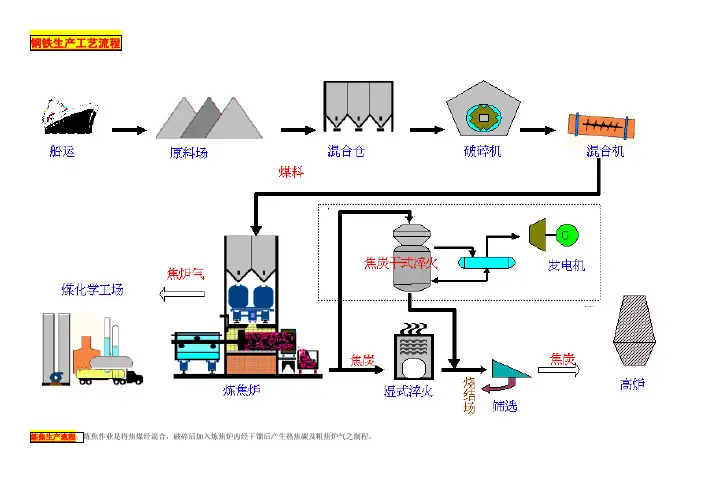
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
热轧生产流程热轧生产流程热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或 H.R BAND〔HR BAND 未调质轧延〕。
不锈钢冶炼生产线太钢拥有三条不锈钢的冶炼工艺路线,各条路线优势形成互补•中国历史最悠久的不锈钢炼钢厂——太钢第三炼钢厂•太钢第三炼钢厂是我国最早的不锈钢生产厂,也是我国不锈钢生产历史最长的不锈钢炼钢厂。
中国第一炉不锈钢、第一块不锈钢连铸板坯都是在该厂生产的。
•在半个多世纪的不锈钢生产历史中,该厂为我国不锈钢品种开发及其生产工艺技术和设备方面的引进、消化吸收作出重要的贡献。
我国自主研发的第一座 AOD 精炼炉就是在该厂建成投产的。
•从上个世纪八十年代开始,太钢第三炼钢厂在工艺技术、装备水平等方面得到快速发展。
现装备有国际先进水平的 3 座 45 吨 AOD 精炼炉、一台立式连铸机。
2007 年 10 月新建 90 吨具有当代国际先进水平的节能型环保型超高功率电炉投产,替代了原有 6 座 20 吨电炉,使太钢不锈钢炼钢系统彻底告别高能耗、重污染的生产历史。
•中国第一个以铁水为主原料的不锈钢炼钢生产线——太钢第二炼钢厂南区• 2002 年底建成投产的太钢第二炼钢厂不锈钢生产线是太钢不锈钢发展历史上的重要一步。
该生产线采用“ K-OBM-S - VOD -LF ”三步法冶炼不锈钢,工艺和装备技术均达到国际先进水平。
•由于采用三脱铁水为主原料,从而克服了不锈钢传统的 EAF+AOD 生产工艺路线中以废钢为主原料时存在的 P 积累及 Cu 、 Pb 、Sn 、 Sb 、 As 等有害残余元素较高的问题,钢质更加纯净。
•由于该生产线采用 VOD 作为精炼设备,从而具有冶炼各种超低碳、氮不锈钢及超纯铁素体不锈钢的优势。
•世界最大的不锈钢生产线——太钢第二炼钢厂北区• 2006 年 9 月,太钢新不锈钢项目建成投产,使太钢的不锈钢年产能从原来的 100 万吨一跃提高到 300 万吨,从而使太钢稳定保持中国最大的不锈钢生产企业地位,并成为全球最大的不锈钢生产厂。
•不锈钢冶炼采用 EAF—AOD 炉“两步法”和部分铁水代替废钢的工艺路线,生产效率高、成本低、钢质纯净度好。
收集超详细冶炼、轧制、精整等全套生产线示意图
发布: 2009-4-17 11:28 | 作者: 老牛 | 来源: 中国重型机械技术网站
全包括了,冶金厂、轧钢厂等全部工艺流程图
H型钢制造工艺.gif
尺寸精度.gif
电镀生产线.gif
钢板生产流程.gif
钢厂流程1.gif
钢厂流程3.gif
钢厂流程4.gif
钢厂流程5.gif
钢管制造工艺.gif
冷轧机控制.gif
离心球铁管生产工艺流程.gif
连续热镀锌线.gif
连续退火.gif
炼钢生产流程.gif
热镀锌1.gif
线材、棒材、薄板、宽厚板流程图.gif
形状控制.gif
CAL连续退火生产线.jpg
CGL.jpg
CGL连续镀锌生产线设备布置.jpg
corex炼铁工艺图.jpg
HC轧机工作辊与中间辊的接触压力分布.jpg
HC轧机结构.jpg
SMS1.jpg
SMS2.jpg
SMS3.jpg
sundwig 6high mill2.jpg
sundwig 6high mill.jpg
ZPSS CGL 工艺流程图.jpg
宝钢汽车板生产流程.jpg
薄板坯连铸连轧工艺过程.jpg
不锈钢炉卷轧机.jpg
彩涂.jpg
德国蒂森CSP生产线.jpg
钢厂钢产品生产流程图1.jpg
钢厂钢产品生产流程图2.jpg
钢厂钢产品生产流程图.jpg
钢厂流程2.jpg
钢厂流程6.jpg
钢厂流程7.jpg
高炉.jpg
韩国浦项ISP生产线.jpg
厚板厂工艺流程.jpg
焦化.jpg
近终型轧制——薄带连铸.jpg
冷轧厂酸洗机组工艺流程图.jpg
连铸连轧.jpg
连铸连轧工艺流程图1.jpg
连铸连轧工艺流程图2.jpg
热镀锌2.jpg
烧结.jpg
生产流程.jpg
酸轧.jpg
唐荣公司不锈钢厂.jpg
通钢FTSR生产线工艺流程.jpg
无头轧制技术.jpg
轧辊工艺.jpg
轧机油膜轴承1.jpg
轧机油膜轴承2.jpg
轧机油膜轴承3.jpg
轧机油膜轴承4.jpg
整平机1.jpg
整平机2.jpg
整平机3.jpg
支撑辊弯曲力.jpg
转炉.jpg
总流程.jpg