slic3r中文配置说明
- 格式:docx
- 大小:2.15 MB
- 文档页数:13
D-force3D打印机软件使用教程感谢选择D-force系列3D打印机,祝您使用顺利。
引言:D-force3D打印机属于delta-bot(又称Rostock)型3D打印机,基于Reprap开源打印机项目,使用marlin固件,因此只要是支持Reprap开源打印机的软件包含切层和主控理论上都支持本打印机。
简明3D打印流程:要打印的3D模型→导出成STL(或者直接下载得到STL)→交给切层软件生成G-code文件→使用控制软件载入G文件联机打印1.切层软件一般只能识别SLT文件所以准备要打印的模型需要用对应的建模软件另存为或者导出成STL文件。
特别注意一般的建模软件导出的STL文件存在一个精细度的问题,一般都可以在软件中直接调整有的软件如AUTOCAD菜单没有直接的选项需要用命令来调整,网上都可以找到相应的方法。
导出的STL 文件越精细,文件越大,细节越多,但是因为FDM原理的3D打印机精度有限不是所有细节都可以表现出来,过大的文件并不能增加打印效果反而增加转换和切层过程的时间。
2.得到STL文件后并不能直接交给打印机打印,需要先通过切层软件(Slicer)做切层和根据您的要求来添加打印参数生成一个打印机可以识别的G-code文件,然后才可以交付打印。
一般常见的Slicer软件有Cura slic3r KISSlicer。
CURA界面友好设置简单操作傻瓜很容易上手但是目前对delta类型的打印机支持不够好本身的设置少也造成无法通过精细设置来补偿各种廉价耗材的不足,这里不推荐使用。
Slicer3r和KIS各有所长这里推荐主要使用其中一种如果效果不好可以尝试用另外一种来补充。
3.生成G文件以后可以直接通过打印机的控制软件(HOST类),或者直接拷贝到SD卡中插到打印机上打印,一般推荐使用Repetier-Host,中文菜单界面友好而且特别支持delta机型。
Repetier-Host简明教程:1.下载最新版的软件/download/2.安装一路下一步Next即可,安装界面一般默认是英文的。

基于SCALANCE 管理型三层交换机静态路由原理介绍及配置指南SIMATIC XM400 路由Siemens Industry Online© S i e m e n s A G c o p y r i g h t y e a r A l l r i g h t s r e s e r v e dThis entry is from the Siemens Industry Online Support. The general terms of use (/terms_of_use ) apply.安全性信息Siemens 为其产品及解决方案提供了工业信息安全功能,以支持工厂、系统、机器和网络的安全运行。
为了防止工厂、系统、机器和网络受到网络攻击,需要实施并持续维护先进且全面的工业信息安全保护机制。
Siemens 的产品和解决方案仅构成此类概念的其中一个要素。
客户负责防止其工厂、系统、机器和网络受到未经授权的访问。
只有在必要时并采取适当安全措施(例如,使用防火墙和网络分段)的情况下,才能将系统、机器和组件连接到企业网络或 Internet 。
此外,应考虑遵循 Siemens 有关相应信息安全措施的指南。
更多有关工业信息安全的信息,请访问 /industrialsecurity 。
Siemens 不断对产品和解决方案进行开发和完善以提高安全性。
Siemens 强烈建议您及时更新产品并始终使用最新产品版本。
如果使用的产品版本不再受支持,或者未能应用最新的更新程序,客户遭受网络攻击的风险会增加。
要及时了解有关产品更新的信息,请订阅 Siemens 工业信息安全 RSS 源,网址为 /industrialsecurity 。
© S i e m e n s A G c o p y r i g h t y e a r A l l r i g h t s r e s e r v e d目录1.1 路由的概念 ......................................................... 4 1.2 静态路由的原理 ..................................................... 5 1.3 静态路由配置指南 ................................................... 6 配置样例 ................................................................ 6 配置说明 ................................................................ 6 配置步骤 . (6)© S i e m e n s A G c o p y r i g h t y e a r A l l r i g h t s r e s e r v e d1.1 路由的概念路由是指路由器提供在不同网络中的互联机制,实现从一个接口上收到数据包,根据数据包的目的地址进行定向并转发到另一个接口的过程;路由发生在第三层(网络层),就是指导IP 数据包发送的路径信息。
Repetier-Host 使用教程概述Repetier-Host是Repetier公司开发的一款免费的3D打印综合软件,可以进行切片、查看修改G-Code、手动控制3D打印机、更改某些固件参数以及其他的一些小功能。
Repetier 公司并不提供切片引擎,而是在该软件中外部调用其他的切片软件进行切片,比如CuraEngine、Slic3r及Skeinforge等切片软件。
在同类软件(如Printrun,Repelicator-G)中使用起来是比较方便的一款。
安装Repetier-Host当前为1.0.6版,下载地址为/download/,选择相应的操作系统下载即可。
由于网站为外国网站,访问速度可能会比较慢,阿巴赛3D教育将该软件的Windows版本放在了百度云上,下载地址为下载完成后在下载目录中找到该文件,如图1,双击该文件即可开始安装。
图 1 可执行文件该软件支持多国语言,包括简体中文。
但在安装的时候无法选择中文,选择“英文”安装,完成后软件是简体中文版。
可能软件能够识别系统语言并自动匹配。
图 2 选择安装语言,默认即可接下来选择安装目录图 3 选择安装目录然后选择需要加载的切片引擎,默认加载CuraEngine和Slic3r,可选择加载Skeinforge,由于该切片引擎用起来很不爽,故笔者不建议选择。
若选择,须联网下载图 4 选择切片引擎下面选择“创建桌面图标”,图 5 创建桌面图标安装完成后,桌面出现快捷方式。
运行Repetier-Host软件,主界面如下图工具栏视图区功能区图 6 Repetier-Host主界面Repetier-Host软件主界面包括菜单栏,工具栏,视图区和功能区。
工具栏主要用于连接打印机,对打印机进行设置。
视图区主要用来查看模型、G-Code文件、观察温度变化曲线,另外包含一些查看视角快捷按钮。
功能区是该软件的核心区域,包含5个功能块:物体放置、切片软件、预览、手动控制和SD卡。

中国3D 打印机上市公司股票简称:极光科技股票代码:871953本手册仅适用于极光尔沃A6桌面级3D 打印机A6用户使用手册版本号:A1目录前言 (4)一、注意事项 (5)1.1用户操作安全 (5)1.2设备电源要求 (5)1.3设备运行环境要求 (5)1.4耗材使用及存储要求 (5)1.5郑重声明 (6)二、产品简介 (7)2.1机器参数 (7)2.2机器部件 (7)2.3工具盒清单 (8)三、打印操作 (9)3.1菜单功能 (9)3.1.1主菜单 (9)3.1.2功能介绍 (9)3.2操作流程 (12)3.3操作说明 (13)3.3.1调平 (13)3.3.2耗材安装 (14)3.3.3模型打印 (16)3.3.4耗材更换 (16)3.3.5断电续打 (17)四、常见问题及解决方案 (18)五、3D打印机保养注意事项 (19)5.1日常保养 (19)5.2定期维护 (19)5.3运动部件保养 (19)六、帮助与支持 (20)前言本说明书内容涵盖极光尔沃3D打印机A6的操作步骤、注意事项、以及维护保养等相关内容。
为确保安全操作并最大限度发挥本机性能,请在操作前仔细阅读本说明书。
此外,请妥善保管本说明书并放置在随手可取之处。
若本说明书遗失或损坏,您还可以从以下途径获取设备的操作手册:●随机配套的SD卡中存储了A6的操作指南,能够帮助您更好地体验我们的产品;●关注官方微信(‘’jgew3d’’)即可快速获取A6的操作手册;感谢您选择使用我司“极光尔沃”品牌系列3D打印机!我司专注为您提供最优质的产品与服务。
如在使用过程中遇到任何问题,请按本说明书结尾所提供的联系方式及时我司联系。
注意:每台3D打印机出厂前都经过测试,若设备喷头有耗材残留或打印平台有轻微刮痕属正常现象,不影响使用。
一、注意事项1.1用户操作安全●禁止在靠近或位于有可燃性气体、液体及灰尘的场所操作机器;●禁止儿童及未经培训的人员单独操作设备;●机器运行过程中,禁止用手直接触摸模型、喷嘴,防止灼伤;●机器运行过程中,禁止将手伸到机器内,防止夹伤;●机器连续工作≥96小时,请务必停机休息1-3小时;●请务必将设备接地,切勿改装设备插头,避免造成机器损坏、触电、火灾等事故;●请务必使用本机配套电源线,避免不合格的电源线造成用电事故;●长时间不使用设备,请将电源线从电源插座上拔下;●请务必将设备置于干燥通风环境中,避免潮湿或烈日环境加速塑件老化;●在移除辅助支撑材料时,建议佩戴防护眼镜;●开机前,请确保SD卡已移除,防止开机异常;●避免频繁热拔插SD卡;新插入SD卡前,请关机10秒以上,待重新开机后再插入SD卡;●建议保留包装材料和纸箱,便于后期的搬运或保存。
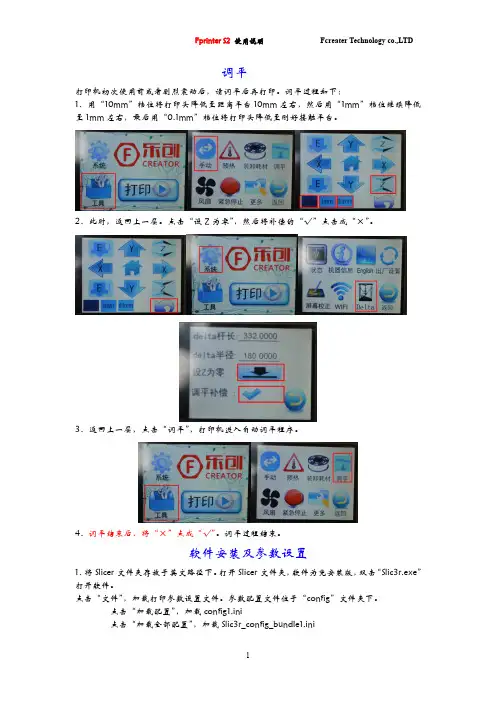
调平打印机初次使用前或者剧烈震动后,请调平后再打印。
调平过程如下:1、用“10mm”档位将打印头降低至距离平台10mm左右,然后用“1mm”档位继续降低至1mm左右,最后用“0.1mm”档位将打印头降低至刚好接触平台。
2、此时,返回上一层。
点击“设Z为零”,然后将补偿的“√”点击成“×”。
3、返回上一层,点击“调平”,打印机进入自动调平程序。
4、调平结束后,将“×”点成“√”。
调平过程结束。
软件安装及参数设置1、将Slicer文件夹存放于英文路径下。
打开Slicer文件夹,软件为免安装版,双击“Slic3r.exe”打开软件。
点击“文件”,加载打印参数设置文件。
参数配置文件位于“config”文件夹下。
点击“加载配置”,加载config1.ini点击“加载全部配置”,加载Slic3r_config_bundle1.ini2、将图示配置都选择为“S2+”打印一、进料1、将料盘托架安置于打印机顶部:把轴承和托架的槽对准,卡入。
2、将打印机预热点击液晶屏右侧按钮,进入主菜单,点击“预热”,选择对喷头进行预热。
3、将料盘放在托架上,把料丝的头剪成尖头,从顶部的进料口引入,待预热完成后,经挤出齿轮插入进料管,从喷头挤出。
1、打开Slicer软件,点击“增加模型”将模型导入,并可通过图示功能对模型进行调整。
2、通过“切片配置”可对“层高”、“填充”等参数进行设置。
3、确定好层厚、填充密度、是否允许支撑等参数后,点击“导出G代码”,将切片文件保存在SD卡中。
三、开始打印1、用打印机固体胶均匀涂抹于平台,将SD卡插入打印机,点击屏幕上的“打印”,选择刚才保存的文件进行打印。
2、打印机自行预热,片刻后,打印机便开始工作。
打印完成后,打印机喷头将自动归位。
用小铲子将模型取下,把平台上的残料清理干净。
3、待打印头冷却后再关机,刚打印完成后勿立即关闭打印机。
断电续打如遇打印中途意外断电,再次通电时无须重新打印,S2+具备断电续打功能。
《Orcaslicer使用手册》一、前言最近,我接触到了一款非常强大的软件工具——Orcaslicer。
它是一款专为3D打印爱好者和行业从业者设计的软件,具有强大的建模和切片功能。
在使用过程中,我发现Orcaslicer的使用方法和技巧对于初学者来说可能有些复杂,因此我希望通过这篇文章来系统地介绍和总结Orcaslicer的使用方法,同时共享一些个人的使用心得。
二、基本介绍1. 什么是Orcaslicer?Orcaslicer是一款专业的3D打印切片软件,它可以将3D模型切片成适合3D打印机打印的分层数据,并提供了丰富的参数设置和预览功能。
2. Orcaslicer的优势和特点- 强大的切片算法,能够针对不同的3D打印材料和打印机进行优化切片。
- 友好的用户界面,便于用户进行参数设置和预览。
- 支持多种文件格式的导入,包括STL、OBJ等。
- 提供丰富的支持结构生成和打印优化功能。
三、基本操作1. 安装和启动您需要从Orcaslicer官方全球信息湾下载软件安装包,并按照提示完成安装。
安装完成后,双击图标即可启动Orcaslicer。
2. 导入模型在Orcaslicer中,您可以通过“文件”菜单或拖拽方式将您的3D模型导入到软件中。
导入后,您可以在3D视图中查看模型,并对其进行操作。
3. 参数设置在进行切片之前,您需要设置一些参数,包括层厚、填充密度、支撑结构等。
根据您的打印需求和打印机特性,调整这些参数可以帮助您获得更好的打印效果。
4. 预览和切片在参数设置完成后,您可以点击“预览”按钮,Orcaslicer会为您展示模型的切片效果和打印路径。
您可以通过这个预览功能来检查和调整打印效果,确保满足您的需求。
5. 导出和打印您可以将切片好的模型导出为适合您打印机的文件格式,并将其传输到您的打印机中进行打印。
四、进阶技巧1. 支持结构的设置和优化在Orcaslicer中,您可以根据模型的结构和打印需求,设置和生成支撑结构,以提高模型的打印成功率和打印质量。
3D打印机设置用户手册欢迎使用我们的3D打印机!本用户手册将为您提供详尽的使用说明和设置指南,以帮助您快速了解和配置我们的打印机。
第一步:安装在开始使用之前,请确保您已经按照以下步骤正确安装3D打印机:1. 开箱检查:仔细检查包装盒,确保所有配件齐全。
如果有任何配件损坏或缺失,请立即联系我们的客服部门。
2. 组装打印机:根据附带的组装说明,将打印机的各个部件正确调整和安装好。
请务必仔细阅读说明书并按照指导操作。
3. 连接电源:将打印机正确地连接到电源插座,并确保电源开关处于关闭状态。
第二步:设备配置一旦你完成了打印机的安装,你就可以进行以下配置步骤来调整设备以适应你的需求:1. 导航菜单:打开打印机并导航至菜单界面。
通过使用打印机面板上的按键或旋钮,您可以浏览和选择不同的设置选项。
2. 语言设置:选择相应的语言选项,使打印机界面显示您熟悉和方便使用的语言。
3. 打印床平衡:根据提供的操作手册,使用打印机的平衡功能来确保打印床平衡且水平。
这一步骤对于获得高质量的打印结果至关重要。
4. 温度调节:根据您要使用的材料类型,调整打印机的温度设置。
不同的材料需要不同的温度来进行打印。
5. 打印速度和分辨率:根据您的需求和打印对象的复杂程度,调整打印机的打印速度和分辨率设置。
6. 连接设备:连接您的电脑或移动设备到打印机,以便您可以直接从电脑或设备上发送打印文件。
第三步:文件准备和打印在打印之前,请确保您已经成功完成前两个步骤。
以下是您需要准备和执行的步骤:1. 打印文件准备:使用3D设计软件创建或下载您想要打印的3D模型文件。
确保文件格式兼容并可以被打印机所认可。
2. 文件导入:将您的打印文件通过USB、SD卡或其他指定的介质导入到打印机中。
确保文件传输的可靠性和完整性。
3. 文件预览和调整:在打印之前,您可以在打印机的界面上对文件进行预览,并根据需要进行调整和修改。
4. 打印设置:根据您的需求和打印对象的要求,在打印机的设置界面上调整打印参数,如层厚度、填充密度等。

ESP32-S3ESP-SR用户手册Release master乐鑫信息科技2023年12月06日Table of contentsTable of contents i 1入门指南31.1概述 (3)1.2准备工作 (3)1.2.1必备硬件 (3)1.2.2必备软件 (3)1.3编译运行一个示例 (3)2AFE声学前端52.1AFE声学前端算法框架 (5)2.1.1概述 (5)2.1.2使用场景 (5)2.1.3选择AFE Handle (8)2.1.4输入音频 (8)2.1.5输出音频 (9)2.1.6使能唤醒词识别WakeNet (9)2.1.7使能回声消除算法AEC (9)2.1.8资源消耗 (10)2.2乐鑫麦克风设计指南 (10)2.2.1麦克风电器性能推荐 (10)2.2.2麦克风结构设计建议 (10)2.2.3麦克阵列设计建议 (10)2.2.4麦克风结构密封性建议 (10)2.2.5回声参考信号设计建议 (11)2.2.6麦克风阵列一致性验证 (11)3唤醒词133.1WakeNet唤醒词模型 (13)3.1.1概述 (13)3.1.2WakeNet的使用 (14)3.1.3资源消耗 (15)3.2乐鑫语音唤醒方案客户定制流程 (15)3.2.1唤醒词定制服务 (15)3.2.2硬件设计与测试服务 (16)4命令词174.1MultiNet命令词识别模型 (17)4.2命令词识别原理 (17)4.3命令词格式要求 (17)4.4自定义命令词方法 (18)4.4.1MultiNet6定义方法: (18)4.4.2MultiNet5定义方法: (18)4.4.3通过调用API修改 (19)4.5MultiNet的使用 (20)4.5.1MultiNet初始化 (21)4.5.2MultiNet运行 (21)4.5.3MultiNet识别结果 (21)4.6资源消耗 (22)5TTS语音合成模型235.1简介 (23)5.2简单示例 (23)5.3编程指南 (24)5.4资源消耗 (24)6模型加载256.1配置方法 (25)6.1.1Model Data Path (26)6.1.2使用AFE (26)6.1.3使用WakeNet (26)6.1.4使用MultiNet (26)6.2模型使用 (27)6.2.1模型数据存储在Flash SPIFFS (27)6.2.2模型数据存储在SD卡 (27)7性能测试结果297.1AFE (29)7.1.1资源消耗 (29)7.2WakeNet (29)7.2.1资源消耗 (29)7.2.2性能测试 (29)7.3MultiNet (30)7.3.1资源消耗 (30)7.3.2Word Error Rate性能测试 (30)7.3.3Speech Commands性能测试(空调控制场景) (30)7.4TTS (30)7.4.1资源消耗 (30)7.4.2性能测试 (31)8测试方法与测试报告338.1测试场景要求 (33)8.2测试案例设计 (33)8.3乐鑫测试与结果 (34)8.3.1唤醒率测试 (35)8.3.2语音识别率测试 (35)8.3.3误唤醒率测试 (35)8.3.4唤醒打断率测试 (35)8.3.5响应时间测试 (36)9术语表379.1通用术语 (37)9.2特别术语 (37)本文档仅包含针对ESP32-S3芯片的ESP-SR使用。
【打印虎】Repetier-Server基础图解教程玩3D打印机的朋友,安装了最近的Repetier-Host 1.5.6之后(打印虎本地下载,百度云下载),会发现Repetier-Host会缺省附带安装Repetier-Server 0.60.4,这个软件给Repetier-Host增加了(私有)云功能。
这一功能,允许用户把3D打印机部署在远程(也许是另一件屋子,也许是另一个城市),通过Repetier-Server提供的服务,连接、管理、操作3D打印机。
相比于直接使用Repetier-Host加USB连接3D打印机的方式,这样做有几个明显的好处:对于个人使用者来说,把3D打印机放在另一间屋子,可以减少3D打印过程中产生的塑料味道的吸入,有利于健康;对于拥有多台3D打印机的企业来说,可以更加有效的管理这些3D打印机,把他们组成一个3D打印机农场;对于出售3D 打印服务的商家来说,可以让服务的用户直接提交3D打印任务,观察任务执行的进度,让3D打印服务更加可视透明,提高用户的满意程度。
这么看,是不是感觉Repetier-Server是一个特别有用的工具?如果你对这个新工具感兴趣,可以读这篇教程,和我一起了解一下它。
可能你眼下还用不上其中的一些高级功能,但也说不准以后就会发现合适的使用场景。
既然是一个远程服务端工具,Repetier-Server自然会提供远程访问的方法。
目前最主要的使用方式有两种,一种是使用浏览器,直接访问Repetier-Server提供的Web服务,这种方式使用便捷,不论是电脑还是PAD还是手机都可以使用,但缺少一些前段处理STL 3D 模型方面的功能。
另一种方式是和Repetier-Host客户端配合使用,这样可以利用Repetier-Host弥补Repetier-Server 3D模型处理方面的不足,但要比Web方式麻烦一些。
这两种使用方式,我们在下文都会进行介绍,大家对这两种远程访问方法所能提供的功能有所了解之后,选择自己合适的方式即可。
Repetier-Host 使用教程概述Repetier-Host是Repetier公司开发的一款免费的3D打印综合软件,可以进行切片、查看修改G-Code、手动控制3D打印机、更改某些固件参数以及其他的一些小功能。
Repetier 公司并不提供切片引擎,而是在该软件中外部调用其他的切片软件进行切片,比如CuraEngine、Slic3r及Skeinforge等切片软件。
在同类软件(如Printrun,Repelicator-G)中使用起来是比较方便的一款。
安装Repetier-Host当前为1.0.6版,下载地址为/download/,选择相应的操作系统下载即可。
由于网站为外国网站,访问速度可能会比较慢,阿巴赛3D教育将该软件的Windows版本放在了百度云上,下载地址为下载完成后在下载目录中找到该文件,如图1,双击该文件即可开始安装。
图 1 可执行文件该软件支持多国语言,包括简体中文。
但在安装的时候无法选择中文,选择“英文”安装,完成后软件是简体中文版。
可能软件能够识别系统语言并自动匹配。
图 2 选择安装语言,默认即可接下来选择安装目录图 3 选择安装目录然后选择需要加载的切片引擎,默认加载CuraEngine和Slic3r,可选择加载Skeinforge,由于该切片引擎用起来很不爽,故笔者不建议选择。
若选择,须联网下载图 4 选择切片引擎下面选择“创建桌面图标”,图 5 创建桌面图标安装完成后,桌面出现快捷方式。
运行Repetier-Host软件,主界面如下图工具栏视图区功能区图 6 Repetier-Host主界面Repetier-Host软件主界面包括菜单栏,工具栏,视图区和功能区。
工具栏主要用于连接打印机,对打印机进行设置。
视图区主要用来查看模型、G-Code文件、观察温度变化曲线,另外包含一些查看视角快捷按钮。
功能区是该软件的核心区域,包含5个功能块:物体放置、切片软件、预览、手动控制和SD卡。
JoysSlicer-13.11(中文)使用指南>JoysSlicer软件下载下载地址:—>>常用软件下载—>>JoysSlicer_1.10.2-3DJOY/常用工具软件下载/注意:英文版的有ardunio驱动,中文版的没有。
所以如果您是第一次安装,那得麻烦您两个版本都安装一下。
1.>>JoysSlicer软件安装1.1选择安装路径,完成后点击next注意:安装路径不可以出现中文字符,否则软件无法正常使用1.2选择JoysSlicer软件可以加载的文件格式,完成后点击Install1.3JoysSlicer软件开始安装1.4安装完成点击下一步1.5点击完成1.6点击next1.7点击finsh,完成安装2.>>JoysSlicer软件使用JoysSlicer软件打开后是英文界面,通过设置将其转换为中文界面设置机型您可以在此页面连接机器,调整平台。
也可以通过LCD脱机调节平台。
2.1.1点击File —>> Preferences2.1.2点击language —>>Chinese —>>Ok2.1.3关闭软件再打开,显示中文界面2.2切换到完整模式2.2.1点击高级选项—>>切换到完整模式2.2.2完成cure软件设置3.>>JoysSlicer软件参数设置3.1点开文件菜单栏3.1.1文件工具栏说明3.2.1打印参数设置A注:✓层高根据打印的表面精度会经常更改,参数单位为mm,最大值不能超过喷嘴直.径的80%,最小值不能低与0.02mm,建议设定值为0.05mm 为超高精度表面,0.1mm 为高精度表面。
0.15 为较好表面。
0.2mm为一般精度。
其中设定值越大,打印的速度会更快,需要使用者从中取舍。
外壳厚度为模型外壳厚度一般选择喷嘴直径的整数倍。
✓模型底部和顶部外壳厚度,可以选择层厚的整数倍;模型内部的填充比率,设定0 是不进行任何打印填充只进行外壳打印,适合薄壁模型使用,设定100 就是进行实体打印,打印成型后内部为实心零件。
安装说明书一、1.快递接收货品时,先确认完好之后再签收。
2.打开包装箱之后,对照“装箱单”进行物品的清点确认,每个小箱内都会有单独的装箱清单。
3.如有疑问,请及时联系公司销售。
二、开始使用:1.购买散件的客户,请依照随机光盘的‘安装流程图’进行打印机本体的顺序安装。
2.购买整机的客户,再次确认打印机的完整性,确认连线是否牢靠,是否有碰线,短路。
3.安装软件:3.1。
此款打印机的控制端软件是Repetier-Host(最新版本是0.90C版,初次使用建议安装0.83版,83版更简单,速度更快,90版的功能更强) ,先装:Microsoft_.NET_Framework_3.5_Service_Pack_1简体中文安装版双击软件进行安装:安装界面语言使用默认的“english”:OKNextNext,选择安装的位置:开始进行安装安装完成Finish进入Repetier-Host控制界面三、打印机通电,USB数据线连接打印机和电脑,由于是第一次使用,系统会提示找到新硬件FT232R:安装驱动:驱动在随机光盘里,找到这个文件夹:FTDI USB Drivers指定正确的文件夹后,下一步下一步开始安装驱动完成第一个驱动的安装完成之后,还会提示再安装另一驱动,也指定到刚才那个文件夹,然后会再次安装驱动安装完成之后,在桌面‘我的电脑’上单击右键--管理,然后在出现的‘计算机管理’窗口里,点击‘设备管理器’,点击‘端口’,注意‘USB Serial Port (COM10)’这一行,由于不同的电脑,COM后面的数字可能不同。
四、返回Repetier-Host控制界面,点击‘打印机设置’设置端口,只有端口设置正确,电脑才能控制打印机。
设置通讯波特率:115200。
其它选项如下图:点击‘激活’,使用Slic3r作为生成代码的程序点击‘参数配置’在Slic3r设置界面里,针对你打印机的一些常规参数进行设置,需要看中文翻译的,请在随机文件夹的‘Slic3r_翻译’压缩包里查找。
SolidCAM3D立体加工编程中文详解1 打开一个solidworks零件,solidcam,新增(也可“打开”一个solidcam文件),铣床,勾选“使用图档目录”,确定,加工原点,选一个面,勾选“指定XY原点位置”,选该平面中点,如方向无误,确定,确定,确定。
2 素材形状,框选,设定,任选一面,抗大框选盒输入如X±0、Y±0、Z+2、Z-0,点选“将框选加入CAD图形”,确定,确定。
3 加工形状,设定,任选一面,确定(即选中零件),确定,确定。
4 solidcam目录树中右键“加工工程”,新增,3D立体加工,可如下操作:A图形①选原点号码。
如一些零件还要摆侧向加工的,便出现多个原点坐标。
②设定加工形状。
③设定切削范围(如不设定默认为整个零件,但开粗外周会多走两圈空刀路,故此建议勾选“切削范围”并配合“对于切削范围的刀具位置”中的“偏移”设置更有效率的刀路)。
·勾选“切削范围”,设定,有如下多种方法:曲线 ----一条一条选。
曲线+封闭拐角 ----适合两条线不连接,但双方延伸能相交于零件范围内。
从点到点 ----点点相连。
点形成的圆弧 ----三点弧。
连续线上 ----需不断指定一条线前端的分叉。
(与“曲线”差别不大)增量Z范围 ----先选一条边,勾选“增量Z范围”,会自动选到同一XY面上的最小封闭范围。
Auto-指定Z范围 ----要指定分叉。
(与“增量Z范围”有类同)新增 ----如勾“选取”和“边线”,选一曲面能选中其所有边线。
欲删除勾“除选”,再选该曲面。
如勾“选取”和“轮廓”,在勾“外部轮廓”或“内部轮廓”能选中一面的外部或内部边线。
删除同上。
·对于切削范围的刀具位置(只对勾选“切削范围”设定切削范围线后有效)内侧 ----刀具在范围界线内侧相切。
外侧 ----刀具在范围界线外侧相切。
图形上----刀具中心线与范围界线重合。
切线 ----主要针对R刀加工曲面时,倒角半径与范围界线相切。