冲裁模刃口尺寸的设计计算讲解版
- 格式:ppt
- 大小:2.66 MB
- 文档页数:29


共享知识 分享快乐
卑微如蝼蚁、坚强似大象 冲模刃口尺寸的计算
一、尺寸计算原则
在确定冲模凸模和凹模刃口尺寸时,必须遵循以下原则:
1)根据落料和冲孔的特点,落料件的尺寸取决于凹模尺寸,因此落料模应先决定凹模尺寸,
用减小凸模尺寸来保证合理间隙;冲孔件的尺寸取决于凸模尺寸,故冲冲模应先决定凸模尺寸,用增大凹模尺寸来保证合理间隙。
2)根据凸、凹模刃口的磨损规律,凹模刃口磨损后使落料件尺寸变大,其刃口的基本尺寸应取接近或等于工件的最小极限尺寸;凸模刃口磨损后使冲孔件孔径减小,故应使刃口尺寸接近或等于工件的最大极限尺寸。
3)考虑工件精度与模具精度间的关系,在确定模具制造公差时,既要保证工件的精度要求,又能保证有合理的间隙数值。一般冲模精度较工件精度高2~3级。
1 共享知识 分享快乐
卑微如蝼蚁、坚强似大象 二、尺寸计算方法
由于模具加工和测量方法的不同,可分为两类:
1.凸模与凹模分开加工
这种加工方法适用于圆形或简单规则形状的冲裁件。其尺寸计算公式如表2—27。
表2—27 分开加工法凸、凹模工作部分尺寸和公差计算公式
工序性质 工件尺
寸 凸 模 尺寸 凹模尺寸
落料
冲孔 D
d 凸(凸)2mincxDD凸(凸)xdd 凹(凹)xDD
凹(凹)2mincxdd
注:计算时.需先将工件尺寸化成D、d的形式。 共享知识 分享快乐
卑微如蝼蚁、坚强似大象 2
表中 凹凸、DD—一分别为落料凸、凹模的刃口尺寸(mm);
凹凸、dd一一分别为冲孔凸、凹模的刃口尺寸(mm);
D—一落料件外形的最大极限尺寸(mm);d一一冲孔件孔径的最小极限尺寸(mm);
凹凸、—一分别为凸、凹模的制造公差(mm),见表2-29、表2-29;
一—零件(工件)的公差(mm);min2c一—最小合理间隙。
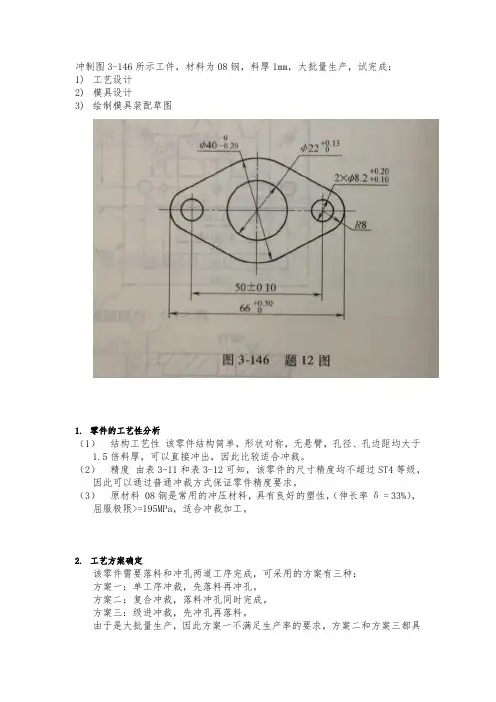
冲制图3-146所示工件,材料为08钢,料厚1mm,大批量生产,试完成:
1) 工艺设计
2) 模具设计
3) 绘制模具装配草图
1. 零件的工艺性分析
(1) 结构工艺性 该零件结构简单,形状对称,无悬臂,孔径、孔边距均大于1.5倍料厚,可以直接冲出,因此比较适合冲裁。
(2) 精度 由表3-11和表3-12可知,该零件的尺寸精度均不超过ST4等级,因此可以通过普通冲裁方式保证零件精度要求。
(3) 原材料 08钢是常用的冲压材料,具有良好的塑性,(伸长率δ = 33%),屈服极限>=195MPa,适合冲裁加工。
2. 工艺方案确定
该零件需要落料和冲孔两道工序完成,可采用的方案有三种:
方案一:单工序冲裁,先落料再冲孔。
方案二:复合冲裁,落料冲孔同时完成。
方案三:级进冲裁,先冲孔再落料。 由于是大批量生产,因此方案一不满足生产率的要求,方案二和方案三都具有较高的生产效率,虽然方案三比方案二操作方便,但方案二能得到较高的精度,且由于被冲板料较薄,特别是外形与内孔的同轴度要求,因此选用方案二,即采用复合冲压。
3. 模具总体设计
(1) 模具类型的确定 考虑操作的方便与安全性,选用倒装复合模。
(2) 模具零件结构形式确定。
1) 送料及定位方式。采用手工送料,导料销导料,挡料销挡料。
2) 卸料与出件方式。采用弹性卸料装置卸料,刚性推件装置推件。
3) 模架的选用。选用中间导柱导向的滑动导向模架。
4. 工艺计算
(1) 排样设计 根据工件形状,这里选用有废料的单排排样类型,查表3-3得搭边a1 = 1.5mm,侧搭边a = 2mm,则搭边宽度B= 40mm + 2
x 2mm = 44mm,进距S = 23.66mm + 23.66mm + 1.77mm = 49.01mm。查表3-4得裁板误差Δ = 0.5mm,于是得到如图所示排样图。
根据GB/T708---2006可知,这里选用的钢板规格为1420mm x 740mm,采用横裁法,则可裁得宽度为44mm的条料32条,每条条料可冲出零件15个。由图3-146可计算出该零件的面积:A=1279.92mm2,则材料利用率为
凸模与凹模刃口尺寸的确定
凸模和凹模的刃口尺寸和公差;直接影响冲裁件的尺寸精度..模具的合理间隙值也靠凸、凹模刃口尺寸及其公差来保证..因此;正确确定凸、凹模刃口尺寸和公差;是冲裁模设计中的一项重要工作..
2.4.1 凸、凹模刃口尺寸计算原则
由于凸、凹模之间存在着间隙;所以冲裁件断面都带有锥度..但在冲裁件尺寸的测量和使用中;则是以光亮带的尺寸为基准..
落料件的光亮带处于大端尺寸;其光亮带是因凹模刃口挤切材料产生的;且落料件的大端光面尺寸等于凹模尺寸..
冲孔件的光亮带处于小端尺寸;其光亮带是凸模刃口挤切材料产生的;且冲孔件的小端光面尺寸等于凸模尺寸..
冲裁过程中;凸、凹模要与冲裁零件或废料发生摩擦;凸模轮廓越磨越小;凹模轮廓越磨越大;结果使间隙越用越大..因此;确定凸、凹模刃口尺寸应区分落料和冲孔工序;并遵循如下原则:
1.设计落料模先确定凹模刃口尺寸..以凹模为基准;间隙取在凸模上;即冲裁间隙通过减小凸模刃口尺寸来取得..设计冲孔模先确定凸模刃口尺寸..以凸模为基准;间隙取在凹模上;冲裁间隙通过增大凹模刃口尺寸来取得..
2.根据冲模在使用过程中的磨损规律;设计落料模时;凹模基本尺寸应取接近或等于工件的最小极限尺寸;设计冲孔模时;凸模基本尺寸则取接近或等于工件孔的最大极限尺寸..这样;凸、凹在磨损到一定程度时;仍能冲出合格的零件..
模具磨损预留量与工件制造精度有关..用x、Δ表示;其中Δ为工件的公差值;x为磨损系数;其值在0.5~1之间;根据工件制造精度进行选取:
工件精度IT10以上 X=1
工件精度IT11~IT13 X=0.75
工件精度IT14 X=0.5
3.不管落料还是冲孔;冲裁间隙一般选用最小合理间隙值Zmin..
4.选择模具刃口制造公差时;要考虑工件精度与模具精度的关系;即要保证工件的精度要求;又要保证有合理的间隙值..一般冲模精度较工件精度高2~4级..对于形状简单的圆形、方形刃口;其制造偏差值可按IT6~IT7级来选取;对于形状复杂的刃口制造偏差可按工件相应部位公差值的1/4来选取;对于刃口尺寸磨损后无变化的制造偏差值可取工件相应部位公差值的1/8并冠以±..

(2)凹模外形尺寸(外形及紧固孔布置)
1. 外形尺寸
(1) 厚度尺寸
)(=理mmLPH6225.0
值)修磨量(表=理实hHH52−+
小型 H实际=10~25mm
大型 H实际≤50mm,时加固理mmH50>
(2) 长宽尺寸(图2-28)
,,,理理理HWHWHW0.25.12.1321≥≥≥两形孔之间最小壁厚不得小于5mm。
注:W1平滑曲线到凹模边界距离,W2直线到凹模边界距离,W3复杂情况
或尖端到凹模边界距离。
2. 紧固件(螺钉、圆柱销)尺寸
(1) 直径与配合长度
1)直径d 表2-2,通常取理H31
2)配合长度 通常取d5.1≥
PDF 文件使用 "pdfFactory Pro" 试用版本创建 (2) 位置尺寸
1)孔心-外部边距离,一般可取1.5d
2)孔心-(光滑)孔边距离,一般可取1.5d。
3)螺孔间距 一般约等于10d
例题一
已知某冲件如图,求凹模结构尺寸
解:求外廓尺寸
1. 冲裁周长L=20+20+20+10π=91.416
2. 冲裁力P=1.3×91.416×1×200=
23768.160(P=1.3ltτ)
3. 厚度H
(取整数进一位)===理1626.1525.062LPH
考虑刃磨量,据表2-5,刃口厚度h=5,21516==实+H
4. 长宽尺寸
(1) 边宽 W1=1.2×16=19.2,W2=1.5×16=24
(2) 压力中心 X0=0,Y0=-6.6
(压力中心6.656.6432144332211−≈−=++++++=llllylylylylyc)
(3) 长度尺寸
20-6.6+W2=37.4,10+6.6+W1=35.8
压力中心定为凹模几何中心,则凹模长度为2×37.4=74.8=75(进一位取整数)
(4) 宽度尺寸
20+2W2 =68
∴凹模外形尺寸为75×68×21
注:通常凹模板外廓尺寸应按标准选取,可加大取为: