1-3 钨极氩弧焊(TIG非熔化极气体保护焊)
- 格式:ppt
- 大小:2.83 MB
- 文档页数:22

氩弧焊[氩气保护焊]氩弧焊氩气体保护焊。
就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区之外,防止焊区的氧化。
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
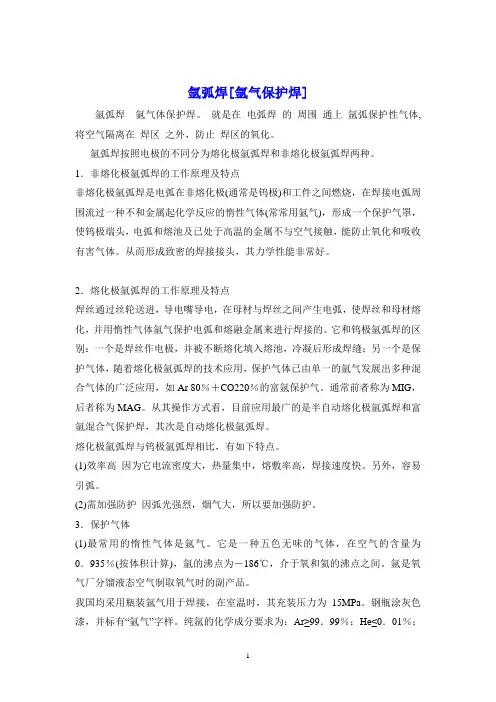
1.非熔化极氩弧焊的工作原理及特点非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。
从而形成致密的焊接接头,其力学性能非常好。
2.熔化极氩弧焊的工作原理及特点焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。
它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是保护气体,随着熔化极氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如Ar 80%+CO220%的富氩保护气。
通常前者称为MIG,后者称为MAG。
从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气保护焊,其次是自动熔化极氩弧焊。
熔化极氩弧焊与钨极氩弧焊相比,有如下特点。
(1)效率高因为它电流密度大,热量集中,熔敷率高,焊接速度快。
另外,容易引弧。
(2)需加强防护因弧光强烈,烟气大,所以要加强防护。
3.保护气体(1)最常用的惰性气体是氩气。
它是一种五色无味的气体,在空气的含量为0.935%(按体积计算),氩的沸点为-186℃,介于氧和氦的沸点之间。
氩是氧气厂分馏液态空气制取氧气时的副产品。
我国均采用瓶装氩气用于焊接,在室温时,其充装压力为15MPa。
钢瓶涂灰色漆,并标有“氩气”字样。
纯氩的化学成分要求为:Ar≥99.99%;He≤0.01%;O2≤0.0015%;H2≤0.0005%;总碳量≤0.001%;水分≤30mg/m3。
氩气是一种比较理想的保护气体,比空气密度大25%,在平焊时有利于对焊接电弧进行保护,降低了保护气体的消耗。

((完整))非熔化极气体保护焊试题及答案一、单选题(共140题,100分)1、钨极氩弧焊的电源种类可分为()、直流电源、交直流两用电源及脉冲电源。
[单选题]A、交流电源(正确答案)B、混合电源C、半波电源D、高频电源2、交流钨极氩弧焊的钨极载流能力()。
[单选题]A、优B、一般C、良(正确答案)D、差3、直流反接钨极氩弧焊的钨极载流能力()。
[单选题]A、优B、一般C、良D、差(正确答案)4、直流正接钨极氩弧焊对表面()清洁作用。
[单选题]A、有B、无(正确答案)C、每半波有一次D、电流大时有5、直流反接钨极氩弧焊的电弧热量分布大致是30%在()、70%在()。
[单选题]A、焊件工件B、工件焊件C、母材焊条D、焊件钨极尖端(正确答案)6、直流反接钨极氩弧焊的特点有()。
[单选题]A、工件发热量小,熔深浅,生产率低B、工件发热量大,熔深大,生产率高C、钨极热电子发射能力强,电弧稳定集中D、钨极热电子发射能力弱,电弧不稳定、不集中(正确答案)7.钨极氩弧焊直流正接法是焊件与电源()相连,钨极与电源()相连。
[单选题]A、正极负极(正确答案)B、正极正极C、负极负极D、负极正极8、钨极氩弧焊直流正接时,电弧能量比较()、电弧()、熔深()、钨极(),因此钨极氩弧焊一般多采用直流正接。
[单选题]A、集中稳定大不易过热(正确答案)B、分散稳定小易过热C、分散稳定小不易过热D、集中稳定小易过热9、钨极氩弧焊直流正接法的熔深()。
[单选题]A、深、窄(正确答案)B、浅、窄C、浅、宽D、深、宽10、钨极氩弧焊直流反接法是焊件与电源()相连,钨极与电源()相连。
[单选题]A、正极负极B、正极正极C、负极负极D、负极正极(正确答案)11、钨极氩弧焊直流反接法的熔深()。
[单选题]A、深、窄B、浅、窄C、浅、宽(正确答案)D、深、宽12、钨极氩弧焊直流反接时,电弧能量()、加热区大、电弧燃烧()、熔深浅而宽、生产率(),因此一般不推荐采用。
氩弧焊氩弧焊氩弧焊是利用氩气作为保护介质的一种电弧焊方法。
氩气是一种惰性气体,它既不与金属起化学反应使被焊金属氧化,亦不溶解于液态金属。
因此,可以避免焊接缺陷,获得高质量的焊缝。
氩弧焊时,由于氩气的电离势较高,故引弧较困难,为此常借用高频振荡器产生高频高压电来引弧。
由于氩气的散热能力较低,因而一旦引燃后,就能较稳定地燃烧。
氩弧焊按所用的电极不同分为两种:非熔化极氩弧焊和熔化极氩弧焊。
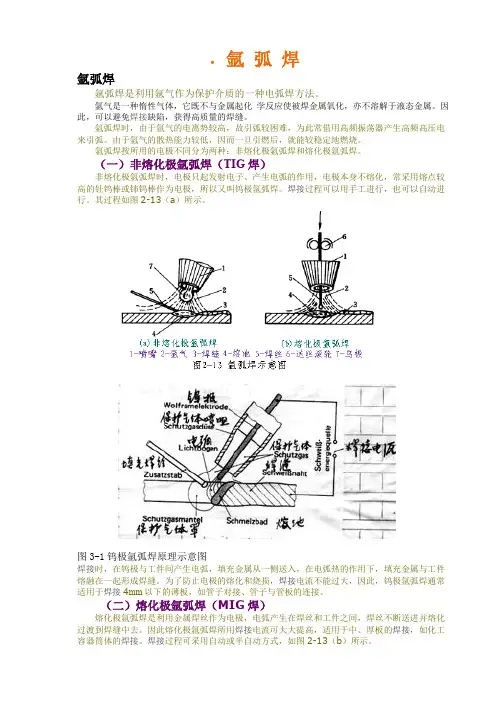
(一)非熔化极氩弧焊(TIG焊)非熔化极氩弧焊时,电极只起发射电子、产生电弧的作用,电极本身不熔化,常采用熔点较高的钍钨棒或铈钨棒作为电极,所以又叫钨极氩弧焊。
焊接过程可以用手工进行,也可以自动进行。
其过程如图2-13(a)所示。
图3-1钨极氩弧焊原理示意图焊接时,在钨极与工件间产生电弧,填充金属从一侧送入,在电弧热的作用下,填充金属与工件熔融在一起形成焊缝。
为了防止电极的熔化和烧损,焊接电流不能过大,因此,钨极氩弧焊通常适用于焊接4mm以下的薄板,如管子对接、管子与管板的连接。
(二)熔化极氩弧焊(MIG焊)熔化极氩弧焊是利用金属焊丝作为电极,电弧产生在焊丝和工件之间,焊丝不断送进并熔化过渡到焊缝中去。
因此熔化极氩弧焊所用焊接电流可大大提高,适用于中、厚板的焊接,如化工容器筒体的焊接。
焊接过程可采用自动或半自动方式,如图2-13(b)所示。
熔化极氩弧焊时的金属熔滴过渡,主要是喷射过渡的形式。
喷射过渡的特点是在焊接电压较高、焊接电流超过某临界值时,熔滴呈雾状的细滴沿焊丝轴向高速射入溶池。
喷射过渡时不发生短路现象,电弧燃烧非常稳定,飞溅现象消失,焊缝成形好,熔透深度增加,所以溶化极氩弧焊主要用于焊接厚度为3mm以上的金属。
由于氩气比较稀缺,使得氩弧焊的焊接成本较高。
故目前主要用来焊接易氧化的有色金属(如铝、镁及其合金)、稀有金属(如钼、钛及其合金)、高强度合金钢及一些特殊用途的高合金钢(如不锈钢、耐热钢)。
近三十年来,发展了钨极、熔化极脉冲氩弧焊,使之扩大了氩弧焊的应用范围。

TIG(气体保护钨极焊)焊技能知识培训TIG(气体保护钨极焊)焊技能知识培训1. 概述TIG焊,全称Tungsten Inert Gas Welding,即气体保护钨极焊,是一种高能焊接技术,具有焊缝质量高、成形美观、适用范围广等特点。
TIG焊广泛应用于航空航天、汽车制造、压力容器、电力设备等领域。
本培训旨在使学员掌握TIG焊的基本原理、设备组成、焊接工艺及操作技巧,提高焊接技能水平。
2. TIG焊基本原理TIG焊是利用非消耗性钨电极产生电弧,通过填充材料和保护气体实现金属材料的焊接。
非消耗性钨电极在电弧高温作用下不易熔化,而是通过电弧加热工件和填充材料,使其熔化并形成焊缝。
保护气体主要用于保护熔池,防止氧气、氮气等有害气体侵入,保证焊缝质量。
3. TIG焊设备组成TIG焊设备主要由焊接电源、焊枪、保护气体装置、填充材料送丝装置等组成。
(1)焊接电源:TIG焊采用直流或交流电源,直流电源具有电弧稳定、熔深大等特点,适用于厚度较大的工件焊接;交流电源具有熔池搅拌作用,适用于薄板和铝合金等易氧化材料的焊接。
(2)焊枪:TIG焊焊枪由钨电极、喷嘴、气体通道等组成。
焊枪的设计应保证电弧稳定、保护气体覆盖范围适中、操作方便。
(3)保护气体:TIG焊常用保护气体有氩气、氦气、氩氦混合气体等。
不同材料的焊接应选择合适的保护气体,以保证焊缝质量。
(4)填充材料送丝装置:当TIG焊需要填充材料时,应采用送丝装置将填充材料送入熔池。
填充材料的选择应根据工件材料、焊接工艺要求等因素确定。
4. TIG焊工艺及操作技巧(1)焊接前准备:清洁工件表面,去除油污、锈蚀等杂质,保证焊接质量。
根据工件材料、厚度等选择合适的焊接参数,如焊接电流、电压、焊接速度等。
(2)焊接操作:焊枪与工件保持适当的距离,使电弧稳定燃烧。
焊接过程中,焊枪沿焊缝方向匀速移动,保持电弧长度和角度恒定。
填充材料应根据熔池大小适时加入,避免过多或过少。
(3)焊接过程控制:焊接过程中,观察熔池形状、大小、颜色等,及时调整焊接参数,保证焊缝质量。