DIN16901(中文版) 塑料模塑件尺寸公差和检验条件,清晰中字。
- 格式:pdf
- 大小:445.83 KB
- 文档页数:10
4.公差表入选择模塑件尺寸公差时,以下供给指导的数据连同第2、3 节内容一并供使用。
表1:尺寸公差–第1组资料名义尺寸 (mm)公差± (mm)精细级一般级>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250 >250~315 >315~400 >400~500>500~650 >650~800>800~1000 >1000~1200 >1200~1400>1400~1600>1600~1800>1800~2000表2:尺寸公差–第2组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>315~400>400~500>500~650 >650~800>800~1000 >1000~1200>1600~1800>1800~2000表3:尺寸公差–第3组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>500~650>650~800>800~1000>1000~1200>1200~1400>1400~1600>1600~1800>1800~2000附录:模塑缩短率和线性膨胀系数材料模塑收缩106率%expansi on° K-1ABSABS-30%玻璃填补乙缩醛乙缩醛 -30%玻璃填补丙烯酸乙酸纤维素乙酸 - 丁酸纤维素(CAB)己二烯酞酸酯乙烯 - 醋酸乙烯共聚物(EVA)三聚氰胺 - 甲醛树脂尼龙 6尼龙 6-30%玻璃填补尼龙 66尼龙 66-30%玻璃填补尼龙 11尼龙 11-30%玻璃填补尼龙 12尼龙 12-30%玻璃填补酚醛树脂聚碳酸酯聚碳酸酯 - 30% 玻璃填补ABS(Bayblend)/PC 合金-50-110-35-50-90-150-35-80-50-90-80-160-110-170 -10-60-230-250 -10-50-70-170-15-30-60-110-15-30-90-150-10-40-90-130-30-70-15-30-20-70-20-30-70-85聚酯 , 薄片制品-10-50热塑性聚酯-80-180聚对苯二甲酸丁二酯(PBT)-30-60聚对苯二甲酸丁二酯-30%玻璃填补-70-150聚对苯二甲酸乙二酯(PET)-20-40聚对苯二甲酸乙二酯-30%玻璃填补-140-210热塑性聚酯橡胶-200-250低密度聚乙烯-150-200-60-70-20-30改性聚苯醚 - 30% 玻璃填补-110-170聚丙烯-70-110聚丙烯 -T20-60-140聚丙烯 -20%玻璃填补-20-40聚丙烯 - 石绵填补-50-140聚丙烯 - 改性橡胶-35-100聚苯乙烯材料模塑收缩106率%热塑性聚氨脂130-120>50ShoreD150-225≤50ShoreD90-150聚氨脂 RIM30-180聚氨脂 RRIM50-100聚氯乙烯 (PVC)- 刚性的70-250聚氯乙烯 (PVC)- 柔性的50-110苯乙烯丙烯腈30-50尿素甲醛注 : 纤维填补资料的模塑缩短率和线性膨胀系数,其平行于纤维流线方向与垂直于纤维流线方向的值是不一样的。

塑料件公差尺寸分析(基于GB/T 14486-1993)原创作品,多多鼓励毫无疑问,塑料产品的尺寸公差定义标准是关系到塑料件整体制造水平的一个基础标准。
因此就目前广泛使用的GB/T14486-1993进行分析,并就个人认识,提出一点意见,供大家讨论希望各位网友多多指点。
GB/T 14486-1993,是专门针对注射塑料制品的尺寸公差较为合理的标准。
它根据材料的收缩特性,将公差分成7个等级。
可以分别选择高精度,一般精度和未注公差尺寸。
并且根据制品在模具中受到的限制,分为a、b两类公差数值。
对于基本尺寸的分段,完全采用GB/T1800-1998的分段原则,采用R10、R20优先数系。
在GB/T 14486公差的标注上,对于有公差要求的等级,标注允许偏差,设计者可以根据需要选择上下偏差。
对于未注公差的尺寸,采用双向等值偏差。
但是,此标准缺少500mm以上尺寸时的公差。
并且,在公差数值较大时,分为a、b两类的意义不大。
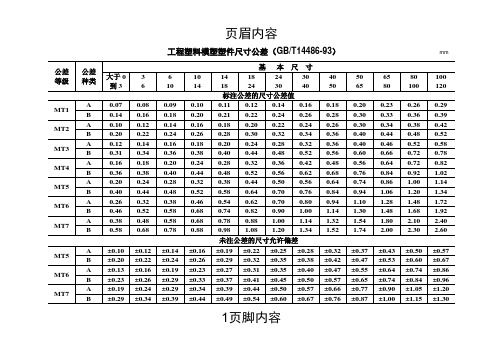
下表列出了基本尺寸在0~500mm时,GB/T14486的7个等级精度(a类)与某企业的塑件件公差大小(H曲线)。
从中可以看到,此企业的公差精度等级基本上相当于GB/T14486的4~5级精度。
以改性PP材料为例来说,在GB/T14486中,高精度推荐为3级精度,一般精度推荐为4级精度,未注明公差尺寸推荐为6级精度。
这在实际生产中也得到了大量的印证。
而H曲线显然是跨越了好几个精度等级。
作为未注公差,精度要求较高,如果此标准为需要标注的公差做参照,又低于一般精度。
对于500mm以上的尺寸,GB/T14486-1993并没有定义。
目前,塑料件尺寸大于500mm的不在少数,以后大尺寸的塑料制品也将越来越多。
这些制品也应该有一个合适的精度要求。
下图中H曲线依然是此公司的精度要求,可以看到,大于500mm以上的尺寸仅仅有3个区间。
以1200~2000mm尺寸来说,公差均为6mm,这对于改性PP材料来说,精度相当于GB/T14486中500mm尺寸的未注公差等级。
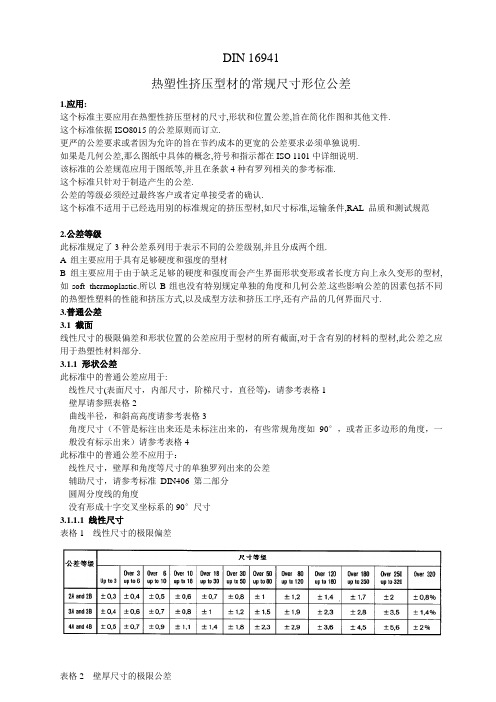
DIN 16941热塑性挤压型材的常规尺寸形位公差1.应用:这个标准主要应用在热塑性挤压型材的尺寸,形状和位置公差,旨在简化作图和其他文件.这个标准依据ISO8015的公差原则而订立.更严的公差要求或者因为允许的旨在节约成本的更宽的公差要求必须单独说明.如果是几何公差,那么图纸中具体的概念,符号和指示都在ISO 1101中详细说明.该标准的公差规范应用于图纸等,并且在条款4种有罗列相关的参考标准.这个标准只针对于制造产生的公差.公差的等级必须经过最终客户或者定单接受者的确认.这个标准不适用于已经选用别的标准规定的挤压型材,如尺寸标准,运输条件,RAL 品质和测试规范2.公差等级此标准规定了3种公差系列用于表示不同的公差级别,并且分成两个组.A 组主要应用于具有足够硬度和强度的型材B 组主要应用于由于缺乏足够的硬度和强度而会产生界面形状变形或者长度方向上永久变形的型材,如soft thermoplastic.所以B组也没有特别规定单独的角度和几何公差.这些影响公差的因素包括不同的热塑性塑料的性能和挤压方式,以及成型方法和挤压工序,还有产品的几何界面尺寸.3.普通公差3.1 截面线性尺寸的极限偏差和形状位置的公差应用于型材的所有截面,对于含有别的材料的型材,此公差之应用于热塑性材料部分.3.1.1 形状公差此标准中的普通公差应用于:---线性尺寸(表面尺寸,内部尺寸,阶梯尺寸,直径等),请参考表格1壁厚请参照表格2曲线半径,和斜高高度请参考表格3---角度尺寸(不管是标注出来还是未标注出来的,有些常规角度如90°,或者正多边形的角度,一般没有标示出来)请参考表格4此标准中的普通公差不应用于:---线性尺寸,壁厚和角度等尺寸的单独罗列出来的公差---辅助尺寸,请参考标准DIN406 第二部分---圆周分度线的角度---没有形成十字交叉坐标系的90°尺寸3.1.1.1 线性尺寸表格1 线性尺寸的极限偏差表格 3 曲率半径和斜高的极限公差3.1.1.2 角度尺寸角度尺寸公差与长度形状等线性公差无关,比如角度公差可能同时发生在形状的线性公差的上限和下限,也就是说角度公差并不会对组成角度的边或面的线性尺寸的公差造成限制。
率差异也较大。
从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比*近浇口部位大。
因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
模具结构浇口形式对收缩率也有影响。
用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。
注塑模中的冷却回路结构也是模具设计中的一个关键。
冷却回路设计得不适当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸超差或变形。
在薄壁部分,模具温度分布对收缩率的影响则更为明显。
成形条件料筒温度:料筒温度(塑料温度)较高时,压力传递较好而使收缩力减小。
但用小浇口时,因浇口固化早而使收缩率仍较大。
对於厚壁塑件来说,即使料筒温度较高,其收缩仍较大。
补料:在成形条件中,尽量减少补料以使塑件尺寸保持稳定。
但补料不足则无法保持压力,也会使收缩率增大。
注射压力:注射压力是对收缩率影响较大的因素,特别是充填结束後的保压页号335压力。
在一般情况下,压力较大的时因材料的密度大,收缩率就较小。
注射速度:注射速度对收缩率的影响较小。
但对於薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。
模具温度:通常模具温度较高时收缩率也较大。
但对於薄壁塑件,模具温度高则熔料的流动阻抗小,*]而收缩率反而较小。
成形周期:成形周期与收缩率无直接关系。
但需注意,当加快成形周期时,模具温度、熔料温度等必然也发生变化,从而也影响收缩率的变化。
在作材料试验时,应按照由所需产量决定的成形周期进行成形,并对塑件尺寸进行检验。
用此模具进行塑料收缩率试验的实例如下。
注射机:锁模力70t 螺杆直径Φ35mm 螺杆转速80rpm 成形条件:最高注射压力178MPa 料筒温度230(225-230-220-210)℃240(235-240-230-220)℃250(245-250-240- 230)℃260(225-260-250-240)℃注射速度57cm3/s 注射时间0.44~0.52s 保压时间6.0s 冷却时间15.0s模具尺寸和制造公差模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。
塑料件公差标准
我国对于塑料件尺寸公差的规定,主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
其中,针对不同的尺寸公差等级,GB/T1804-2000标准中规定了相应的尺寸公差范围。
具体来说,GB/T1804-2000标准将塑料件尺寸公差分为12个等级。
其中,等级从ITOl到IT12,尺寸公差逐级增大。
实际应用中,尺寸公差等级的选择应根据实际需要和质量要求进行相应的确定。
此外,塑料件在生产过程中,其尺寸也会受到多种因素的影响,如模具的精度、注塑机的压力和温度、塑料材料的收缩率等。
为了确保塑料件的生产质量和尺寸精度,除了遵循GB/T1804-2000标准之外,还需要对生产过程中的各个环节进行严格的控制和管理。
对于塑料件的设计和生产而言,掌握和理解塑料成型工艺和材料特性是非常重要的。
例如,不同的塑料材料具有不同的收缩率和膨胀系数,因此在设计时需要考虑这些因素对塑料件尺寸的影响。
止匕外,注塑过程中的温度、压力和时间等因素也会影响塑料件的尺寸和形状。
因此,在生产过程中需要精确控制这些因素,以确保塑料件的质量和精度。
总之,我国对于塑料件尺寸公差的规定主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
在实际应用中,需要综合考虑多种因素对塑料件尺寸的影响,以确定合理的尺寸公差范围和生产工艺参数。
同时,加强生产过程中的质量控制和管理也是保证塑料件质量和精度的关键。
4.公差表入选择模塑件尺寸公差时,以下供给指导的数据连同第2、3 节内容一并供使用。
表1:尺寸公差–第1组资料名义尺寸 (mm)公差± (mm)精细级一般级>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250 >250~315 >315~400 >400~500>500~650 >650~800>800~1000 >1000~1200 >1200~1400>1400~1600>1600~1800>1800~2000表2:尺寸公差–第2组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>315~400>400~500>500~650 >650~800>800~1000 >1000~1200>1600~1800>1800~2000表3:尺寸公差–第3组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>500~650>650~800>800~1000>1000~1200>1200~1400>1400~1600>1600~1800>1800~2000附录:模塑缩短率和线性膨胀系数材料模塑收缩106率%expansi on° K-1ABSABS-30%玻璃填补乙缩醛乙缩醛 -30%玻璃填补丙烯酸乙酸纤维素乙酸 - 丁酸纤维素(CAB)己二烯酞酸酯乙烯 - 醋酸乙烯共聚物(EVA)三聚氰胺 - 甲醛树脂尼龙 6尼龙 6-30%玻璃填补尼龙 66尼龙 66-30%玻璃填补尼龙 11尼龙 11-30%玻璃填补尼龙 12尼龙 12-30%玻璃填补酚醛树脂聚碳酸酯聚碳酸酯 - 30% 玻璃填补ABS(Bayblend)/PC 合金-50-110-35-50-90-150-35-80-50-90-80-160-110-170 -10-60-230-250 -10-50-70-170-15-30-60-110-15-30-90-150-10-40-90-130-30-70-15-30-20-70-20-30-70-85聚酯 , 薄片制品-10-50热塑性聚酯-80-180聚对苯二甲酸丁二酯(PBT)-30-60聚对苯二甲酸丁二酯-30%玻璃填补-70-150聚对苯二甲酸乙二酯(PET)-20-40聚对苯二甲酸乙二酯-30%玻璃填补-140-210热塑性聚酯橡胶-200-250低密度聚乙烯-150-200-60-70-20-30改性聚苯醚 - 30% 玻璃填补-110-170聚丙烯-70-110聚丙烯 -T20-60-140聚丙烯 -20%玻璃填补-20-40聚丙烯 - 石绵填补-50-140聚丙烯 - 改性橡胶-35-100聚苯乙烯材料模塑收缩106率%热塑性聚氨脂130-120>50ShoreD150-225≤50ShoreD90-150聚氨脂 RIM30-180聚氨脂 RRIM50-100聚氯乙烯 (PVC)- 刚性的70-250聚氯乙烯 (PVC)- 柔性的50-110苯乙烯丙烯腈30-50尿素甲醛注 : 纤维填补资料的模塑缩短率和线性膨胀系数,其平行于纤维流线方向与垂直于纤维流线方向的值是不一样的。