塑料模塑件尺寸公差和检验条件 DIN 16901
- 格式:pdf
- 大小:671.50 KB
- 文档页数:10
塑料模塑件尺寸公差的相关知识1 引言 (2)2 应用范围 (2)3 概念 (2)4 公差 (3)4.1 一般公差(未注公差尺寸) (3)4.2标注公差尺寸 (3)4.3 模具相关尺寸 (3)4.4 模具无关尺寸 (3)4.5公差的缩减 (4)4.6脱模斜度 (4)4.7形状公差与尺寸公差 (5)4.8排屑加工产品的尺寸公差 (5)4.9 螺纹公差 (5)5 检验条件 (5)1 引言塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a) 成型工艺:——模塑材料的均一性——成型设备的设定——模具温度——模具在成型压力下的弹性变形b) 模具条件:——模具尺寸的制造公差(参造DIN 16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。
2 应用范围本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1 给出了应用于各种模塑材料的推荐公差等级。
3 概念模塑收缩率 VS模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。
VS= (1-LW/ LF )*100%流向收缩率 VSR流向收缩率是指成型时注射方向的模塑收缩率。
横向收缩率 VST横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆VS模塑收缩率差是指流向收缩率和横向收缩率之差。
∆VS=VSR-VST更多概念请参考:DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料DIN 16700 压塑件、传递成型件、挤出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差DIN 7724 标准中涉及的高聚物概念4 公差在模塑件检验时应使用本公差,详见第5节。
优质参考文档塑料塑胶模具验收标准一、成型产品外观、尺寸、协作1、产品外表不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白〔或拉裂、拉断〕、烘印、皱纹。
2.、熔接痕:一般圆形穿孔熔接痕长度不大于 5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、收缩:外观面明显处不允许有收缩,不明显处允许有稍微缩水〔手感不到凹痕〕。
4、一般小型产品平面不平度小于 0.3mm,有装配要求的需保证装配要求。
5、外观明显处不能有气纹、料花,产品一般不能有气泡。
6、产品的几何外形,尺寸大小精度应符合正式有效的开模图纸〔或 3D 文件〕要求,产品公差需依据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差依据模具特性应做到-0.1mm。
8、产品协作:面壳底壳协作——外表错位小于 0.1mm,不能有刮手现象,有协作要求的孔、轴、面要保证协作间隔和使用要求。
二、模具外观1、模具铭牌内容完整,字符清楚,排列整齐。
2、铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定牢靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架外表。
5、冷却水嘴需加工沉孔,沉孔直径为 25mm、30mm、35mm 三种规格,孔口倒角,倒角应全都。
6、冷却水嘴应有进出标记。
7、标记英文字符和数字应大于 5。
8、位置在水嘴正下方 10mm 处,字迹应清楚、美观、整齐、间距均匀。
9、模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
11、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
优质参考文档12、定位圈应固定牢靠,圈直径为 100mm、250mm 两种,定位圈高出底板10~20mm。
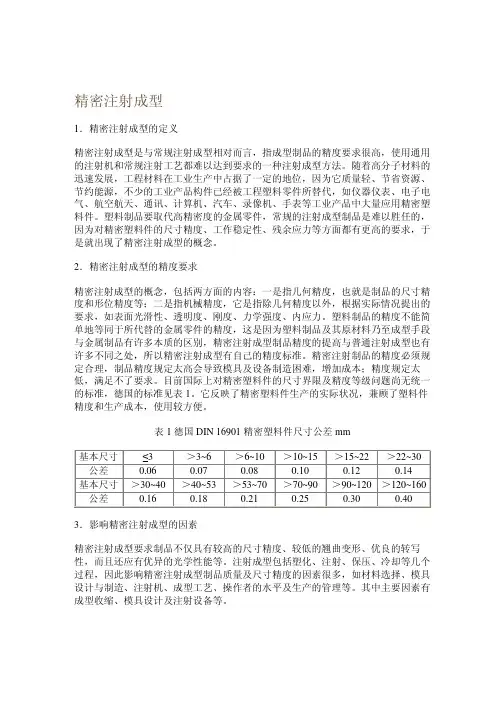
精密注射成型1.精密注射成型的定义精密注射成型是与常规注射成型相对而言,指成型制品的精度要求很高,使用通用的注射机和常规注射工艺都难以达到要求的一种注射成型方法。
随着高分子材料的迅速发展,工程材料在工业生产中占据了一定的地位,因为它质量轻、节省资源、节约能源,不少的工业产品构件已经被工程塑料零件所替代,如仪器仪表、电子电气、航空航天、通讯、计算机、汽车、录像机、手表等工业产品中大量应用精密塑料件。
塑料制品要取代高精密度的金属零件,常规的注射成型制品是难以胜任的,因为对精密塑料件的尺寸精度、工作稳定性、残余应力等方面都有更高的要求,于是就出现了精密注射成型的概念。
2.精密注射成型的精度要求精密注射成型的概念,包括两方面的内容:一是指几何精度,也就是制品的尺寸精度和形位精度等;二是指机械精度,它是指除几何精度以外,根据实际情况提出的要求,如表面光滑性、透明度、刚度、力学强度、内应力。
塑料制品的精度不能简单地等同于所代替的金属零件的精度,这是因为塑料制品及其原材料乃至成型手段与金属制品有许多本质的区别,精密注射成型制品精度的提高与普通注射成型也有许多不同之处,所以精密注射成型有自己的精度标准。
精密注射制品的精度必须规定合理,制品精度规定太高会导致模具及设备制造困难,增加成本;精度规定太低,满足不了要求。
目前国际上对精密塑料件的尺寸界限及精度等级问题尚无统一的标准,德国的标准见表1。
它反映了精密塑料件生产的实际状况,兼顾了塑料件精度和生产成本,使用较方便。
表1 德国DIN 16901 精密塑料件尺寸公差 mm基本尺寸≤3 >3~6 >6~10 >10~15 >15~22 >22~30 公差0.06 0.07 0.08 0.10 0.12 0.14基本尺寸>30~40 >40~53 >53~70 >70~90 >90~120 >120~160 公差0.16 0.18 0.21 0.25 0.30 0.403.影响精密注射成型的因素精密注射成型要求制品不仅具有较高的尺寸精度、较低的翘曲变形、优良的转写性,而且还应有优异的光学性能等。
塑料件尺寸公差标准塑料件尺寸公差标准是指在塑料制品生产过程中,为了保证产品质量和尺寸精度的一种标准化管理方法。
塑料制品在生产过程中,由于各种因素的影响,会导致产品的尺寸偏差,因此需要对产品的尺寸公差进行严格的控制和管理。
本文将对塑料件尺寸公差标准进行详细介绍,希望能为相关行业的从业者提供一些参考和帮助。
首先,塑料件尺寸公差标准的制定是基于产品设计要求和生产工艺的实际情况。
在产品设计阶段,设计师需要根据产品的使用要求和功能要求确定产品的尺寸公差范围,以保证产品在使用过程中能够正常工作。
同时,生产工艺的不同也会对产品的尺寸公差产生影响,因此需要在生产过程中对尺寸公差进行有效的控制。
其次,塑料件尺寸公差标准的制定需要考虑到产品的材料特性和加工工艺。
不同的塑料材料具有不同的收缩率和变形特性,在产品加工过程中会对产品的尺寸产生影响,因此需要根据材料的特性确定合理的尺寸公差范围。
同时,不同的加工工艺也会对产品的尺寸产生影响,因此需要在制定尺寸公差标准时充分考虑加工工艺的要求。
另外,塑料件尺寸公差标准的制定需要考虑到产品的使用环境和要求。
不同的使用环境和要求对产品的尺寸精度有不同的要求,因此在制定尺寸公差标准时需要充分考虑产品的使用环境和要求,以保证产品能够正常使用。
最后,塑料件尺寸公差标准的制定需要注重实际情况和经验总结。
在实际生产过程中,不同的产品和材料可能会有不同的尺寸公差要求,因此需要根据实际情况进行具体的分析和总结,以制定合理的尺寸公差标准。
综上所述,塑料件尺寸公差标准的制定是一个复杂而又重要的工作,需要考虑到产品设计、材料特性、加工工艺、使用环境和实际情况等多个方面的因素。
只有在充分考虑这些因素的基础上,才能制定出合理的尺寸公差标准,保证产品的质量和尺寸精度。
希望本文能为相关行业的从业者提供一些参考和帮助,促进塑料制品行业的发展和进步。
塑料模塑件尺寸公差和检验条件1 引言塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a) 成型工艺:——模塑材料的均一性——成型设备的设定——模具温度——模具在成型压力下的弹性变形b) 模具条件:——模具尺寸的制造公差(参造DIN 16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。
2 应用范围本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1 给出了应用于各种模塑材料的推荐公差等级。
3 概念模塑收缩率 VS模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。
VS= (1-L W/ L F )*100%流向收缩率 VSR流向收缩率是指成型时注射方向的模塑收缩率。
横向收缩率 VST横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆VS模塑收缩率差是指流向收缩率和横向收缩率之差。
∆VS=VSR-VST更多概念请参考:DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料DIN 16700 压塑件、传递成型件、挤出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差DIN 7724 标准中涉及的高聚物概念4 公差在模塑件检验时应使用本公差,详见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1 一般公差(未注公差尺寸)一般公差等级见表1中第4列,与表2中公差等级相对应。
塑件尺寸检查标准As a manufacturer, it is crucial to ensure that the dimensions of plastic parts meet the specified standards. This is because any deviation from the required dimensions can affect the performance and functionality of the final product. 不管尺寸多么微小变化,都会对最终产品的性能产生巨大影响。
因此,进行塑件尺寸检查是非常重要的。
One of the main reasons for conducting dimensional checks on plastic parts is to ensure that they meet the design specifications. 检查塑料件的尺寸能够确保其与设计规范相符。
在制造过程中,可能会出现尺寸误差,因此需要通过检查来验证。
Furthermore, dimensional checks are important for quality control purposes. By ensuring that the dimensions of plastic parts are within the acceptable range, manufacturers can reduce the likelihood of defects and rework. 进行塑件尺寸检查有助于控制质量,通过确保尺寸在可接受范围内,可以减少缺陷和返工的可能性。
In addition, conducting dimensional checks on plastic parts helps to maintain consistency in production. Consistent dimensions arecrucial for ensuring that parts can be easily assembled and function properly. 塑料零件尺寸的一致性对于保持生产的一贯性非常重要,尺寸一致性有助于保证零件易于组装和正常运行。
DIN16901 塑料模塑件尺寸公差和检验条件1 引言塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a)成型工艺:——模塑材料的均一性——成型设备的设定——模具温度——模具在成型压力下的弹性变形b)模具条件:——模具尺寸的制造公差(参造DIN 16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。
2 应用范围本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1给出了应用于各种模塑材料的推荐公差等级。
3 概念模塑收缩率 VS模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F 之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。
VS= (1-L W/ L F )*100%流向收缩率 VSR流向收缩率是指成型时注射方向的模塑收缩率。
横向收缩率 VST横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆VS模塑收缩率差是指流向收缩率和横向收缩率之差。
∆VS=VSR-VST更多概念请参考:DIN 7708 part 1DIN 16700DIN 7182 part 1 & DIN 7168 part 1 DIN 7184 part 1 & DIN 7168 part 2 DIN 7724 模塑件、压塑件、注塑件、模塑材料压塑件、传递成型件、挤出、注塑成型件公差、偏差、一般公差形状公差和位置公差标准中涉及的高聚物概念4 公差在模塑件检验时应使用本公差,详见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1一般公差(未注公差尺寸)一般公差等级见表1中第4列,与表2中公差等级相对应。
塑膠模塑件尺寸公差和檢驗條件1 引言塑膠模塑件在製造過程中不可避免的會產生尺寸誤差,在生產中產生的尺寸誤差通常由下列原因引起:a) 成型工藝:——模塑材料的均一性——成型設備的設定——模具溫度——模具在成型壓力下的彈性變形b) 模具條件:——模具尺寸的製造公差(參造DIN 16749)——模具的磨損——模具可動部件間的配合誤差本標準中的公差是基於上述考慮,同時根據對於大量實際應用的測試結果而確定出來的。
2 應用範圍本標準的公差適用於熱塑性材料和熱固性材料通過模壓、傳遞、壓塑和注塑成型的塑膠模塑件,而不適用於擠出、吹塑、發泡、燒結,深沖和排屑機加工工藝(pengding)成型的模塑件。
表1 給出了應用於各種模塑材料的推薦公差等級。
3 概念模塑收縮率 VS模塑收縮率是指23±2℃時模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型後應置於標準氣氛(DIN 50 014-23/50-2)中16h後立即測量其尺寸。
VS= (1-L W/ L F )*100%流向收縮率 VSR流向收縮率是指成型時注射方向的模塑收縮率。
橫向收縮率 VST橫向收縮率是指成型時與注射方向相垂直方向的模塑收縮率。
模塑收縮率差∆VS模塑收縮率差是指流向收縮率和橫向收縮率之差。
∆VS=VSR-VST更多概念請參考:DIN 7708 part 1 模塑件、壓塑件、注塑件、模塑材料DIN 16700 壓塑件、傳遞成型件、擠出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形狀公差和位置公差DIN 7724 標準中涉及的高聚物概念4 公差在模塑件檢驗時應使用本公差,詳見第5節。
除非另外商定,不然需按第5節所示,在圖紙中標注出其檢驗條件。
4.1 一般公差(未注公差尺寸)一般公差等級見表1中第4列,與表2中公差等級相對應。
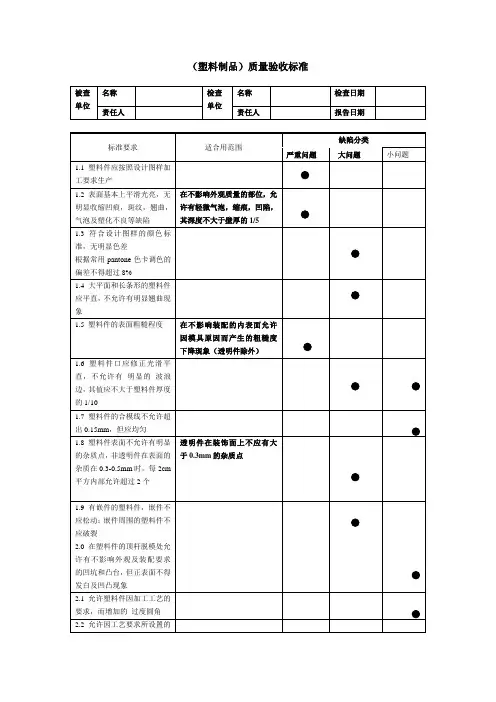
技术质量保证协议附件塑胶件验收质量检验规范买方:卖方:一、本规范基于买方相关移动电话外观检验标准、来料检验规范、系统实验室来料实验方案、手机成品测试规范、卖方产品规格书、质量检验标准以及相关国家标准、行业标准制定。
二、适用范围本规范适用于卖方提供给买方的塑胶件检验,买方使用本规范进行塑胶件来料检验。
三、抽样方案与判定标准3.1 抽样方案采用GB/T2828.1-2003/ISO2859-1:1999抽样标准中的正常检查一次抽样方案。
3.2 判定标准3.2.1 缺陷项目分类A、致命缺陷CRI(Critical Defect)项目规定:明显且会造成伤害的浇铸口切断,明显且会造成伤害的缩水痕和毛刺。
B、主要缺陷MAJ(Major Defect)项目规定:断裂、裂缝、弯曲变形、脱漆、严重划伤、影响装配的缺陷等。
C、次要缺陷MIN(Minor Defect)项目规定:脏污、轻微划伤、黑点、亮点等。
3.2.2四、检验要求4.1 外观要求检验时应在光源为普通室内40W日光灯的照明环境下,且光源距离待测物1m,以非透光方式,让眼睛与待测物距离30cm , 目检方向与待测物成45~90度(视线与待测面垂直为90度),检验时每面检验不超过10秒,以目视扫描方式进行。
4.1.1尺寸、公差符合设计图纸要求。
4.1.2颜色与双方承认的色度样版为据检测。
4.1.3各结构件上图案、文字应正确。
无印刷缺陷,诸如:印刷倾斜,毛边,宽窄不一致,文字重叠,字体印刷不全,文字偏移等。
4.1.4边、角位置应无注塑、喷涂毛刺,或者因此缺陷引起的脱漆。
4.1.5按键字符印刷在结构件上的特殊结构件,应对光检测结构件无漏光现象。
4.1.6外观必须满足如下外观检验标准,见附表一。
附表一:外观检验标准。
塑料模塑件尺寸公差和检验条件
1 引言
塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:
a) 成型工艺:
——模塑材料的均一性
——成型设备的设定
——模具温度
——模具在成型压力下的弹性变形
b) 模具条件:
——模具尺寸的制造公差(参造DIN 16749)
——模具的磨损
——模具可动部件间的配合误差
本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。
2 应用范围
本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1 给出了应用于各种模塑材料的推荐公差等级。
3 概念
模塑收缩率 VS
模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。
VS= (1-L W/ L F )*100%
流向收缩率 VSR
流向收缩率是指成型时注射方向的模塑收缩率。
横向收缩率 VST
横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆VS
模塑收缩率差是指流向收缩率和横向收缩率之差。
∆VS=VSR-VST
更多概念请参考:
DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料
DIN 16700 压塑件、传递成型件、挤出、注塑成型件
DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差
DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差
DIN 7724 标准中涉及的高聚物概念
4 公差
在模塑件检验时应使用本公差,详见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1 一般公差(未注公差尺寸)
一般公差等级见表1中第4列,与表2中公差等级相对应。
如果在生产文件、订单中,尺寸偏差的公差等级没有被明确规定,需根据DIN 16901和表2 中的公差等级对其作出标注。
例如:指定公差等级140:Tolerance DIN 16901-140
4.2标注公差尺寸
在标注公差尺寸的公差等级参考表1中第5、6列,其数值与表2 中公差等级对应。
系列1公差不需特殊测试方法(measures)即可满足,系列2公差需要在生产中使用更加昂贵的测试方法。
系列1&2公差的上偏差、下偏差可根据工程的技术要求具体分配。
如0.8的公差可以分配如下:
注:如果要求模塑受到环境或者生产过程中条件影响(如温度、空气湿度、蒸汽、流体等)时,仍然保持公差,则供应商和客户之间应事先沟通并达成一致,并在图纸、订单等中标明。
4.3 模具相关尺寸(如图1)
表2中模具相关尺寸是指模具中由同一个模具零件成型的尺寸。
图1 模具相关尺寸
4.4 模具无关尺寸(如图2)
表2中模具无关尺寸是指由模具的可动部件相互作用确定的尺寸。
例如壁厚尺寸和底部尺寸,或者由嵌件和滑块影响的尺寸。
模具无关尺寸
注:模具无关尺寸公差通常要比模具相关尺寸公差大,这是由于在模具闭合时可动部件并不能总是到达完全相同的位置。
当模具无关尺寸允许有偏差时,要注意保证合模方向的尺寸在同一方向变化。
如:模具高度上升时,其底部厚度也要增大。
在模压成型时,可以按照需求放大合模方向的模具无关尺寸其公差。
此时应在其尺寸上标注出放大后的公差。
4.5公差的缩减
若要获得比表2中公差等级更窄的特殊尺寸公差,需应用特殊测量方法。
表2中最后两行目前适用于精密工程。
4.6脱模斜度
脱模斜度应在图纸上标出,且应表明其基本尺寸所在位置。
图3 模塑件的基本形状
图4 基本尺寸标注方法一
图4 相比图3增加了材料用量
图5 基本尺寸标注方法二
图5 相比图3减少了材料用量
i=内尺寸
a=外尺寸
所需脱模斜度的尺寸必须在图纸中注明。
4.7形状公差与尺寸公差
脱模后发生的形状公差和位置公差与模具的形状等因素相关。
标注角公差、形状和位置公差根据DIN 7184Part1确定。
未标注的角公差、形状和位置公差根据DIN 7168 Part1 and Part2确定。
一般公差标注示例:
角公差、形状和位置公差 DIN 7168-mT
4.8排屑加工产品的尺寸公差
DIN 7160,DIN7161和DIN7172 PART1适用于排屑加工产品。
4.9 螺纹公差
螺纹公差应用如下:
CLASS coarse 公差适用于金属螺纹,参造DIN 13Part 14
CLASS B 公差适用于管螺纹,参造DIN ISO 228 Part 1
5 检验条件
产品在模塑成型或者进行了任何后处理之后的16h内不应该进行检验。
检验需在标准气氛DIN 50014-23/50-2下进行。
如要在其他温湿度条件下进行,需根据其相对应材料线性膨胀系数进行校正。
后处理(调湿、热处理)等需供应商和客户沟通达成一致后得以进行。
在检验测试工具的制作时,需考虑到由于模塑材料本身导致的塑料件尺寸的变化(如吸湿、重结晶等),此种类型的后处理需得到供应商和客户同意。
建议对检测工具进行与模塑件相同的后处理。
表1 常用材料模塑见尺寸公差等级选用
续表1
参考标准
历史版本
DIN 7710 Part 1: 05.59, 04.65, 01.74
DIN 7710 Part 2: 05.59, 12.66, 01.74
DIN 16901: 07.73
修订
与1973年6月版本对比,本标注修订内容如下:在表1中增加了模塑材料的数量;对表2进行了重新排版;首次添加了“概念”章节。
注释
本标准由FNK 小组委员会501.1制定
在精密工程使用公差时,本标准无法给出模塑材料与表2 中公差等级的相互关系。
因此在精密工程应用公差等级时,供应商和客户需确定公差等级是否可以与使用材料想匹配。
对大量模塑件测量的实际尺寸偏差呈现出正态分布,因此可按DIN 55302对于测量结果做统计学的评估。
表2 中的公差仅仅是生产公差,而不是全部公差。
这是考虑到实践过程中,后收缩和膨胀可能发生在任何情况下发生,而没有方法可以对其评估。
所以在此处加以限制。
l0基本尺寸
l1最小可能位置
l2最小尺寸
l3最大尺寸
l4最大可能位置
∆l g总公差
∆l f制造公差
∆l N后收缩
∆l T1温度降低导致的尺寸变化
∆l T2温度上升导致的尺寸变化
∆l Q膨胀
图6 基本尺寸和可能偏差
公差与效率
小的公差需要多样的测试工具,且会导致成本上升。
为符合经济制造的要求,选用公差等级时要注意不要小于技术需求.
模塑件成分的行为(pengding)
在制造模塑件时,使用掺杂有机填料的材料会比掺杂无机填料的材料产生更大的后收缩或者膨胀。
在制造模塑件时,使用掺杂了相似填料的氨基树脂和酚醛树脂,氨基树脂会产生更大的后收缩。
在制造模塑件时,使用部分结晶的热塑性材料会比无定形热塑性材料产生更大的后收缩。
在制造模塑件时,相比于未增强模塑材料,使用增强热塑性材料时,其收缩率和后收缩会更小。
在某些环境下,由于模塑过程材料损失(后收缩)或者吸收(膨胀)会引起模塑件的尺寸变化是不均一的,从而造成模塑件的下陷、歪曲、扭曲。
在规定公差和允许偏差时,如果使用不只一种材料,由于不同的材料的线性膨胀系数不同,必须考虑到由温度对尺寸造成的影响。
由于应用造成的温度上升会导致模塑件的加速后收缩。
这种后收缩老化可以通过热处理达到一定程度的避免。
模塑件的后收缩与其形状有关,其在一定条件下可能是不均一的。
加工条件也会影响到后收缩。
使用部分结晶的非热固性模塑材料制作模塑件时,其收缩率小,通常后收缩会相对更大,这是由于抑制了其收缩导致的。
国际专利级别
B 29 C
B 29 G。