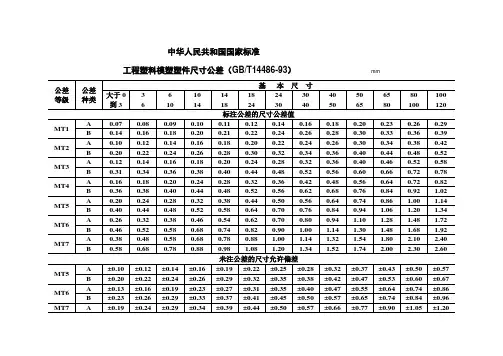
模塑件尺寸公差表
- 格式:docx
- 大小:14.56 KB
- 文档页数:5

塑膠模塑件尺寸公差和檢驗條件1 引言塑膠模塑件在製造過程中不可避免的會產生尺寸誤差,在生產中產生的尺寸誤差通常由下列原因引起:a) 成型工藝:——模塑材料的均一性——成型設備的設定——模具溫度——模具在成型壓力下的彈性變形b) 模具條件:——模具尺寸的製造公差(參造DIN 16749)——模具的磨損——模具可動部件間的配合誤差本標準中的公差是基於上述考慮,同時根據對於大量實際應用的測試結果而確定出來的。
2 應用範圍本標準的公差適用於熱塑性材料和熱固性材料通過模壓、傳遞、壓塑和注塑成型的塑膠模塑件,而不適用於擠出、吹塑、發泡、燒結,深沖和排屑機加工工藝(pengding)成型的模塑件。
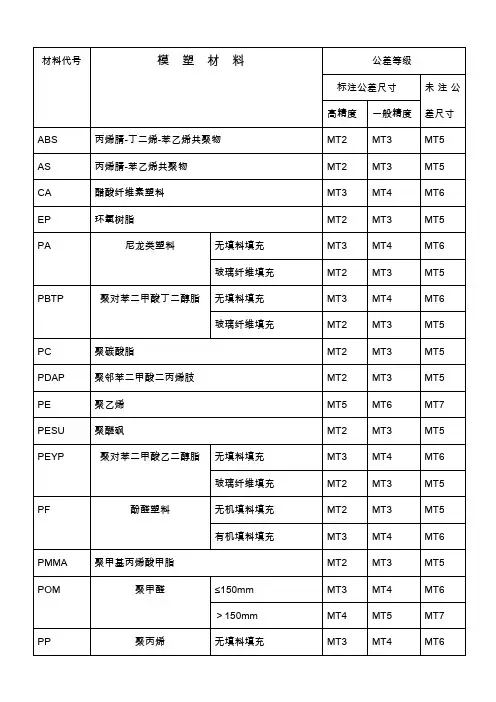
表1 給出了應用於各種模塑材料的推薦公差等級。
3 概念模塑收縮率 VS模塑收縮率是指23±2℃時模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型後應置於標準氣氛(DIN 50 014-23/50-2)中16h後立即測量其尺寸。
VS= (1-L W/ L F )*100%流向收縮率 VSR流向收縮率是指成型時注射方向的模塑收縮率。
橫向收縮率 VST橫向收縮率是指成型時與注射方向相垂直方向的模塑收縮率。
模塑收縮率差∆VS模塑收縮率差是指流向收縮率和橫向收縮率之差。
∆VS=VSR-VST更多概念請參考:DIN 7708 part 1 模塑件、壓塑件、注塑件、模塑材料DIN 16700 壓塑件、傳遞成型件、擠出、注塑成型件DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差DIN 7184 part 1 & DIN 7168 part 2 形狀公差和位置公差DIN 7724 標準中涉及的高聚物概念4 公差在模塑件檢驗時應使用本公差,詳見第5節。
除非另外商定,不然需按第5節所示,在圖紙中標注出其檢驗條件。
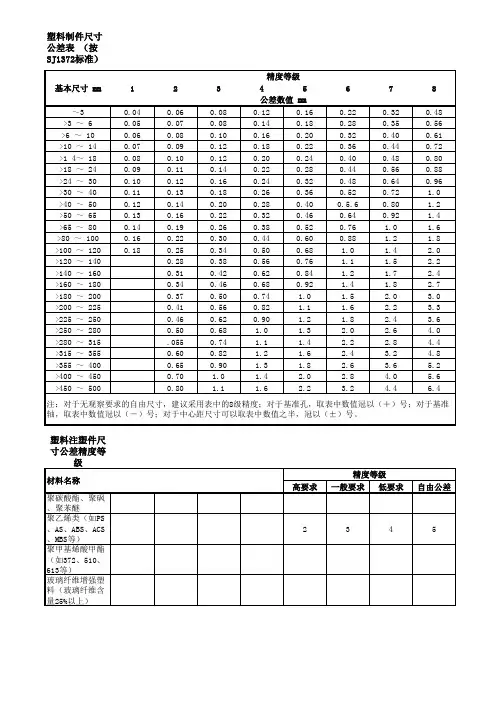
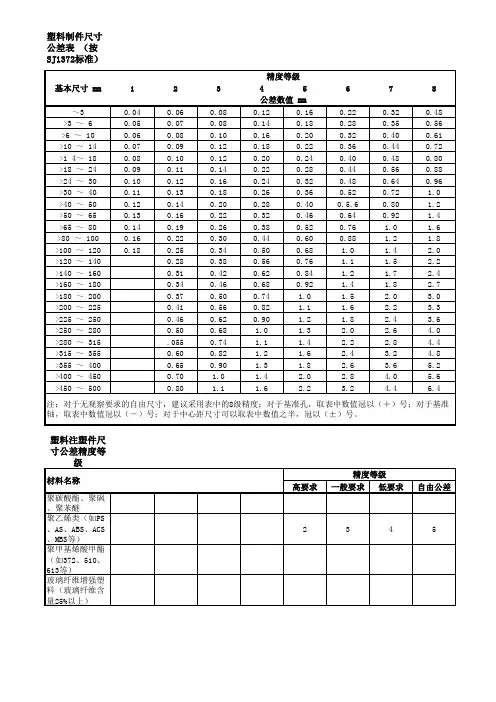
4.1 一般公差(未注公差尺寸)一般公差等級見表1中第4列,與表2中公差等級相對應。