滚齿切削加工
- 格式:pdf
- 大小:2.42 MB
- 文档页数:51


齿轮常用的加工方法
齿轮的常用加工方法包括:
1. 铣削加工:利用铣床进行齿轮的加工,通过铣削刀具将齿廓和齿槽加工出来。
2. 切削加工:利用刨床或带锯等切削工具进行齿轮的加工,通过切削工具的切割将齿轮的齿廓加工出来。
3. 锻造加工:利用锻压机将金属材料锻造成齿轮,通过模具的压制和形变来实现齿轮的加工。
4. 滚齿加工:利用滚齿机、滚筒刨等设备进行齿轮的加工,通过将金属材料与滚齿刀具进行滚动接触,来实现齿轮齿廓和齿槽的加工。
5. 磨削加工:利用磨削机进行齿轮的加工,通过磨削工具对齿轮进行磨削,来获得高精度的齿轮。
6. 成型加工:利用齿轮成形机进行齿轮的加工,通过将金属材料置于模具中并施加压力,使其按照模具形状成型。
此外,还有电火花加工、激光加工等先进的齿轮加工方法。齿轮的加工方法选择通常根据齿轮的尺寸、精度要求和生产效率等因素来确定。

变位齿轮的加工方法
变位齿轮是一种特殊形状的齿轮,其齿廓不再是直线,而是具有弯曲形状。这种形状的齿轮通常用于一些对传动平滑性和噪音有严格要求的场合。变位齿轮的加工需要精密的工艺和专业的设备。以下是关于变位齿轮加工方法的详细介绍。
一、切削加工方法
1. 铣削法: 铣削是一种常见的切削加工方法,用于生产齿轮的齿廓。在铣床上,通过不同形状的刀具,可以切削出变位齿轮所需的弯曲形状。
2. 滚齿法: 滚齿是一种高效且精密的加工方法。通过滚刀在工件上滚动,形成齿廓。这对于变位齿轮的生产来说,能够确保齿轮的精度和表面质量。
3. 铣齿法: 铣齿是一种用铣刀具将齿廓切削到工件上的加工方法。相较于铣削法,铣齿法通常速度更快,适用于大规模生产。
二、成形加工方法
1. 滚压法: 滚压是通过滚轮将工件塑性地形成成齿。这种方法对于生产大批量的变位齿轮来说是一种有效的方式,能够保证齿轮的一致性。
2. 切削成形法: 这种方法通过一些切削刀具,按照变位齿轮的要求,将齿轮的齿廓逐渐削除,形成变位齿轮的形状。 三、磨削加工方法
1. 磨齿法: 磨齿是一种高精度的加工方法,适用于对齿轮精度要求极高的场合。通过磨削工具对齿轮进行修整,确保其形状和尺寸的准确性。
2. 齿磨法: 齿磨是一种专门用于生产高精度齿轮的方法。通过齿轮磨床,将磨削工具与工件精密配合,实现对变位齿轮齿廓的高精度磨削。
四、电加工方法
1. 电火花成形法: 电火花成形是一种通过电脉冲放电,使电极在工件表面形成弧形切削,从而加工出齿轮齿廓的方法。这是一种高精度、高效的加工方式。
五、热加工方法
1. 激光热加工法: 激光热加工是一种使用激光束对工件进行局部加热,然后通过冷却形成所需形状的方法。这对于一些特殊材料的变位齿轮加工有一定的优势。
六、注意事项
1. 工艺规划: 在加工变位齿轮前,需要进行详细的工艺规划,包括选择合适的加工方法、工艺参数的确定等。
2. 刀具选择: 不同的加工方法需要不同的刀具,需要根据具体情况选择合适的刀具。

齿轮加工的方法
齿轮加工的方法主要有以下几种:
1. 铣削加工:通过专用的齿轮铣床进行加工,利用铣刀的旋转,使刀具切削掉齿轮的齿面和齿根。这种方法适用于加工各种齿轮,但生产效率相对较低。
2. 切削加工:通过刀具对齿轮进行切削,常见的有滚齿切削、插齿切削、刨齿切削等。切削加工可以高效地加工大批量的齿轮,但需要使用专用的刀具和加工设备。
3. 磨削加工:通过磨床将齿轮的齿面进行磨削,使其达到更高的精度要求。这种方法适用于高精度要求的齿轮加工,但生产效率相对较低。
4. 锻造加工:通过热锻机将金属材料加热至其塑性温度,然后用模具对其进行压制和形变,形成齿轮的工艺。这种方法适用于生产大批量、高强度要求的齿轮。
5. 成形加工:通过冷冲压机和专用的冲压模具进行加工,将金属材料压制成齿轮的形状。这种方法适用于生产大批量的齿轮,但在精度和强度上相对较低。
不同的齿轮加工方法适用于不同的齿轮类型和要求,选择合适的加工方法可以提高效率和质量。
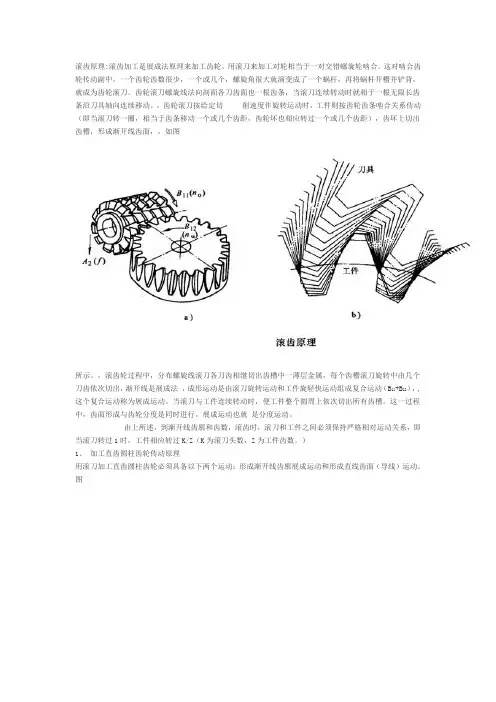
滚齿原理:滚齿加工是展成法原理来加工齿轮。用滚刀来加工对轮相当于一对交错螺旋轮啮合。这对啮合齿轮传动副中,一个齿轮齿数很少,一个或几个,螺旋角很大就演变成了一个蜗杆,再将蜗杆开槽并铲背,就成为齿轮滚刀。齿轮滚刀螺旋线法向剖面各刀齿面也一根齿条,当滚刀连续转动时就相于一根无限长齿条沿刀具轴向连续移动。,齿轮滚刀按给定切 削速度作旋转运动时,工件则按齿轮齿条啮合关系传动(即当滚刀转一圈,相当于齿条移动一个或几个齿距,齿轮坏也相应转过一个或几个齿距),齿坏上切出齿槽,形成渐开线齿面,,如图
所示。,滚齿轮过程中,分布螺旋线滚刀各刀齿相继切出齿槽中一薄层金属,每个齿槽滚刀旋转中由几个刀齿依次切出,渐开线是展成法 ,成形运动是由滚刀旋转运动和工件旋轻快运动组成复合运动(B11+B12),,这个复合运动称为展成运动。当滚刀与工件连续转动时,便工件整个圆周上依次切出所有齿槽。这一过程中,齿面形成与齿轮分度是同时进行。展成运动也就 是分度运动。
由上所述,到渐开线齿廓和齿数,滚齿时,滚刀和工件之间必须保持严格相对运动关系,即当滚刀转过1时,工件相应转过K/Z(K为滚刀头数,Z为工件齿数。)
1、 加工直齿圆柱齿轮传动原理
用滚刀加工直齿圆柱齿轮必须具备以下两个运动:形成渐开线齿廓展成运动和形成直线齿面(导线)运动。图 是滚切直齿圆柱齿轮传动原理图。
(1)展成运动传运链 渐开线文化部廓是由展成法形成,靠滚刀旋转运动B11和工件旋转运动B12组复合运动,,滚刀主轴和工作台传动链(刀具-4-5-UX-6-7-工作台)为展成运动传动链,由它保证工件和刀具之间严格运动关系。其中置换机构UX,适于工作齿数和滚刀头数变化。显然这是一条内联系传动链,要求传动比准确,要求滚刀和工件两者旋转方向必须符合一对交错轴螺旋齿轮啮合时相对运动方向。当滚刀旋转方向一定时,工件旋转方向由滚刀螺旋方向确定。