切削参数和计算公式
- 格式:ppt
- 大小:1.83 MB
- 文档页数:16
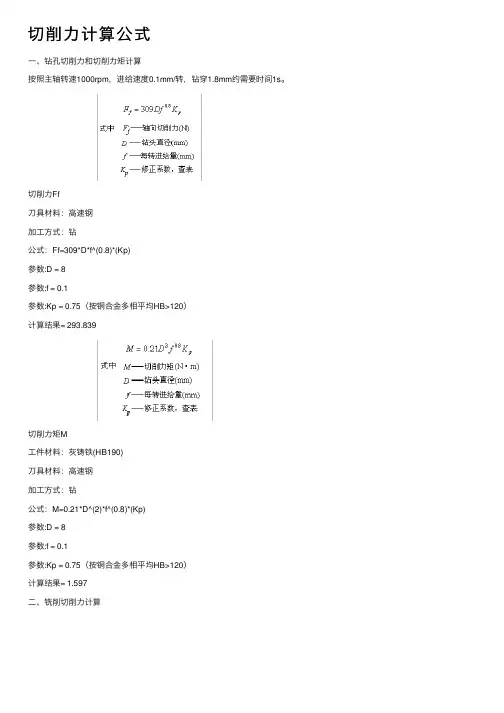
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。
切削参数和计算公式参考切削参数是指在机械加工过程中控制切削速度、进给量和切削深度的一些关键参数。
切削参数的优化选择对于提高加工效率、降低成本、改善加工质量都有着重要的作用。
以下是一些常用的切削参数和计算公式的参考。
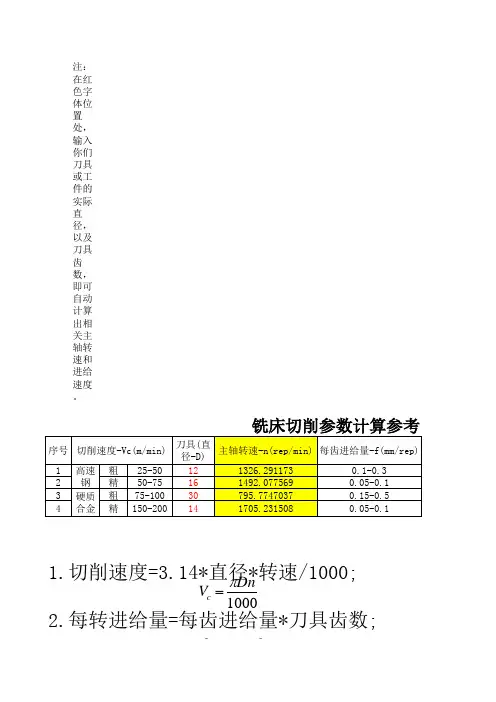
1.切削速度(Vc):切削速度是指刀具与工件相对运动速度的大小,常用的单位是m/min。
选择适当的切削速度可以保证刀具切削性能的发挥,太低的切削速度会导致切削力过大,进而影响加工质量,而太高的切削速度则容易造成刀具磨损和加工表面质量下降。
切削速度的计算公式为:Vc=π×D×n/1000其中,Vc表示切削速度,D表示刀具直径,n表示主轴转速。
2.进给量(f):进给量是指在单位时间内切削削屑的厚度或者单位主轴转角内工件前进的距离,常用的单位是mm/min。
进给量的选择关系到加工时间和切削所需的切削力。
进给量的计算公式为:f=n×i×z其中,f表示进给量,n表示主轴转速,i表示进给率,z表示刀具齿数。
3. 切削深度(ap):切削深度是指切削层厚度的大小,即刀具和工件之间的垂直距离。
切削深度的选择应根据工件材料和刀具性能来进行合理的安排。
4.切削力(Fc,Fr):切削力是指刀具对工件施加的力,也是切削参数的重要指标之一、切削力的大小与切削材料的性质、切削速度、进给量和切削深度等因素有关。
切削力的计算公式为:Fc = k × ap × f其中,Fc表示切削力,k表示切削力系数。
5.切削功率(P):切削功率是指切削过程中单位时间内切削所需要的能量,常用单位为W。
切削功率的计算可以帮助选取合适的切削参数,保证切削过程的稳定性和高效性。
切削功率的计算公式为:P=Fc×Vc/6000其中,P表示切削功率,Fc表示切削力,Vc表示切削速度。
综上所述,切削参数的选择是一项复杂的任务,需要结合实际加工情况、刀具性能和工件要求等多方面因素进行综合考虑。
切削参数相关计算公式切削参数是用于描述切削过程的一些重要参数,包括切削速度、进给速度、切削深度等。
它们是制定切削工艺的基础,对于保证工件质量、提高切削效率和工具寿命等方面都具有重要影响。
以下是切削参数的一些常见计算公式:1.切削速度(Vc):切削速度是切削工具在切削过程中与工件表面产生相对运动的速度。
它可以通过以下公式进行计算:Vc=π×d×n/1000其中,Vc为切削速度(m/min),d为工具直径(mm),n为转速(r/min)。
2.进给速度(f):进给速度是切削工具在工件切削方向上的移动速度。
它可以通过以下公式进行计算:f = n × z × fz其中,f为进给速度(mm/min),n为转速(r/min),z为每齿进给(mm/齿),fz为每齿进给频率(齿/分钟)。
3. 切削深度(ap):切削深度是指切削工具进入工件的深度,即切削刀具与工件接触的长度。
它可以通过以下公式进行计算:ap = f / fz其中,ap为切削深度(mm),f为进给速度(mm/min),fz为每齿进给频率(齿/分钟)。
4.特征角度(α):特征角度是指切削刀具的切削角度。
对于不同形状的刀具,其特征角度的计算公式也不同。
5.切削力(Fc):切削力是指在切削过程中作用于刀具上的力。
它可以通过以下公式进行计算:Fc = kc × Kc × ap × ae其中,Fc为切削力(N),kc为材料切削系数,Kc为刀具切削系数,ap为切削深度(mm),ae为刀具切削宽度(mm)。
切削参数的选择要根据具体的切削过程和材料来确定,可以根据工件的要求和切削工具的性能进行合理选择。
在实际应用中,切削参数的计算需要根据不同的切削条件和机床性能进行调整,并结合经验进行优化。
同时,切削过程中还需考虑刀具和工件的材料、硬度、切削液的使用等因素,以保证切削工艺的稳定性和切削效果的良好。
45度倒角刀切削参数
我们要找出45度倒角刀的切削参数。
首先,我们需要了解切削参数的基本概念和计算方法。
切削参数通常包括切削速度(Vc)、进给速度(F)和切削深度(Ap)等。
这些参数的选择会影响到切削效率、刀具寿命和加工质量。
对于45度倒角刀,其切削参数的计算方式可能会因刀具和加工条件的不同
而有所差异。
但通常,我们可以根据以下经验公式进行估算:
1. 切削速度(Vc):Vc = (60 × Dc × N) / (π × T)
2. 进给速度(F):F = (Dc × N) / (π × T)
3. 切削深度(Ap):Ap = (Dc × T) / 2
其中,Dc是刀具直径,N是主轴转速,T是刀具的刃数。
为了简化问题,我们假设刀具直径Dc为10mm,主轴转速N为1000rpm,刀具刃数T为2。
将这些值代入上述公式,即可求出45度倒角刀的切削参数。
计算结果为:切削速度Vc = mm/min, 进给速度F = mm/min, 切削深度Ap = 10 mm。
所以,对于45度倒角刀,其切削参数为:切削速度Vc = mm/min, 进给速度F = mm/min, 切削深度Ap = 10 mm。
切削参数s和f引言概述:切削参数s和f是在机械加工中非常重要的参数,它们对于加工质量和效率有着直接的影响。
s代表切削速度,即工件表面单位时间切削长度;f代表进给速度,即刀具单位时间切削的深度。
本文将从五个大点来详细阐述切削参数s和f的意义和影响。
正文内容:1. 切削参数s和f的定义和关系1.1 切削速度s的定义和计算方法1.2 进给速度f的定义和计算方法1.3 切削速度s和进给速度f的关系及其对加工质量的影响2. 切削参数s和f对加工表面质量的影响2.1 切削速度s对加工表面粗糙度的影响2.2 进给速度f对加工表面粗糙度的影响2.3 切削速度s和进给速度f的综合影响3. 切削参数s和f对切削力的影响3.1 切削速度s对切削力的影响3.2 进给速度f对切削力的影响3.3 切削速度s和进给速度f的综合影响4. 切削参数s和f对切削温度的影响4.1 切削速度s对切削温度的影响4.2 进给速度f对切削温度的影响4.3 切削速度s和进给速度f的综合影响5. 切削参数s和f对切削寿命的影响5.1 切削速度s对切削寿命的影响5.2 进给速度f对切削寿命的影响5.3 切削速度s和进给速度f的综合影响总结:综上所述,切削参数s和f在机械加工中具有重要的意义。
切削速度s和进给速度f的选择对于加工质量、表面质量、切削力、切削温度和切削寿命等方面都有着直接的影响。
合理选择切削参数s和f,能够提高加工效率,保证加工质量,延长刀具寿命,提高机械加工的整体效益。
因此,在实际加工中,我们应该根据具体情况合理选择切削参数s和f,以达到最佳的加工效果。

hypermill切削参数公式hypermill是一种先进的切削参数计算公式,它能够帮助制造企业在数控机床上进行高效、精确的切削加工。
在使用hypermill之前,我们需要了解一些基本的切削参数公式,以便正确地配置切削参数,从而获得最佳的加工效果。
切削速度是切削参数中最重要的一个因素。
它表示刀具在单位时间内切削工件的线速度。
切削速度的计算公式为:切削速度(m/min)=π×刀具直径(mm)×刀具转速(r/min)/1000。
根据工件材料的不同,我们可以选择不同的切削速度来实现最佳的加工效果。
切削进给量是切削参数中另一个重要的因素。
它表示切削工具在单位时间内移动的距离。
切削进给量的计算公式为:切削进给量(mm/min)=切削速度(m/min)×主轴转速(r/min)/主轴进给数。
根据工件的要求和机床的性能,我们可以选择不同的切削进给量来实现不同的加工要求。
切削深度是切削参数中影响加工效果的另一个重要因素。
它表示刀具在每次切削中进入工件的深度。
切削深度的计算公式为:切削深度(mm)=刀具直径(mm)×切削宽度(mm)×切削进给量(mm/min)/切削速度(m/min)。
切削深度的选择应根据工件的材料和加工要求进行合理调整,以确保加工效果和刀具寿命的最佳平衡。
除了上述的基本切削参数公式外,还有一些其他的切削参数需要考虑。
例如,切削角度是刀具切削面与工件表面之间的夹角。
切削角度的选择应根据工件的材料和加工要求进行调整,以获得最佳的切削效果。
刀具半径补偿是一种修正刀具半径误差的方法,它能够提高加工精度和表面质量。
刀具半径补偿的计算公式为:刀具半径补偿(mm)=刀具半径误差(mm)×切削宽度(mm)/切削深度(mm)。
在使用hypermill进行切削参数计算时,我们需要将上述的切削参数公式输入到软件中,并根据实际情况进行调整。
同时,还需要考虑到刀具的材料和几何形状等因素对切削参数的影响。
切削参数和计算公式切削参数是决定切削加工过程中各项切削条件的重要参数,包括切削速度、进给量、切削深度等。
正确选择切削参数可以提高工件的加工质量和加工效率,降低刀具的磨损和工时成本。
在进行切削参数的选择时,需要考虑材料的硬度、韧性、切削性能以及刀具的材料、形状和质量等因素,综合考虑才能确定最佳的切削参数。
一、切削参数的影响因素1. 切削速度:切削速度是指工件上切削过程中切削刀具进给的线速度,一般用V表示,单位是m/min。
切削速度的选择直接影响到切削加工的效率和切削表面质量。
通常情况下,切削速度越高,加工效率越高,但是也会导致刀具的磨损增加。
切削速度的选择要根据材料的硬度和切削性能来确定。
2. 进给量:进给量是指每分钟工件沿切削刀具的运动方向移动的距离,一般用f表示,单位是mm/rev。
进给量的选择影响到切削中切屑的形成和工件表面的光洁度。
进给量越大,切屑越容易破碎和排出,工件表面粗糙度越大,但是加工效率越高。
进给量的选择要根据切屑的形成和排出情况以及工件表面要求来确定。
3. 切削深度:切削深度是指切削刀具在一次切削过程中切入工件的深度,一般用a表示,单位是mm。
切削深度的选择直接影响到切削力和切屑的形成。
切削深度越大,切削力越大,切屑的形成和排出也更加困难。
切削深度的选择要根据工件的尺寸和形状以及切削刀具的刃数和形状来确定。
4.切削角度:切削角度是指切削刀具刀尖与工件表面之间的夹角,一般用α表示。
切削角度的选择影响到切削力和切屑的形成。
切削角度越小,切削力越小,但是刀具的强度也会减小。
切削角度的选择要根据工件材料的硬度和切削性能以及切削刀具的刃数和形状来确定。
二、切削参数的计算公式1.切削速度的计算公式:切削速度V=π×D×N/1000其中,V为切削速度,单位是m/min;D为刀具直径,单位是mm;N 为主轴转速,单位是r/min。
2.进给量的计算公式:进给量f=V×n其中,f为进给量,单位是mm/rev;V为切削速度,单位是m/min;n 为主轴转速,单位是r/min。
nc 常用计算公式NC常用计算公式。
在数控加工领域,常用的计算公式是非常重要的工具,它们可以帮助工程师和操作人员快速准确地进行计算,从而保证加工的精度和效率。
本文将介绍一些常用的NC计算公式,希望能对大家有所帮助。
1. 切削速度公式。
切削速度是指工件在切削过程中单位时间内被切削下来的长度,通常用m/min来表示。
切削速度公式为:Vc = π×D×n。
其中,Vc为切削速度,D为刀具直径,n为主轴转速。
通过这个公式,我们可以根据刀具直径和主轴转速来计算出切削速度,从而选择合适的切削参数。
2. 进给速度公式。
进给速度是指工件在切削过程中单位时间内沿着切削方向移动的距离,通常用mm/min来表示。
进给速度公式为:F = f×n×z。
其中,F为进给速度,f为每齿进给量,n为主轴转速,z为刀具齿数。
通过这个公式,我们可以根据每齿进给量、主轴转速和刀具齿数来计算出进给速度,从而确定合适的进给参数。
3. 主轴转速公式。
主轴转速是指主轴每分钟旋转的圈数,通常用r/min来表示。
主轴转速公式为:n = 1000×Vc/(π×D)。
其中,n为主轴转速,Vc为切削速度,D为刀具直径。
通过这个公式,我们可以根据切削速度和刀具直径来计算出主轴转速,从而确定合适的主轴转速参数。
4. 加工时间公式。
加工时间是指完成一道工序所需的时间,通常用分钟来表示。
加工时间公式为:T = L/F。
其中,T为加工时间,L为工件长度,F为进给速度。
通过这个公式,我们可以根据工件长度和进给速度来计算出加工时间,从而合理安排生产计划。
5. 切削力公式。
切削力是指刀具在切削过程中对工件所施加的力,通常用N来表示。
切削力公式为:Fc = k×ap×f。
其中,Fc为切削力,k为切削力系数,ap为切削深度,f为进给量。
通过这个公式,我们可以根据切削力系数、切削深度和进给量来计算出切削力,从而选择合适的刀具和加工参数。
切削参数和计算公式1.切削参数的定义:切削参数是指在切削过程中,用于描述切削力、切削速度、进给量等物理量的参数。
它们是切削过程中的基本参数,对于切削加工的效率、质量和切削工具的寿命等有着重要的影响。
2.切削力的计算公式:切削力是指在切削过程中刀具对工件的力,它是表征切削负荷大小的重要指标。
常见的切削力计算公式有:2.1无刃深切削力计算公式:Fc = k*Ap*fn其中,Fc为切削力;k为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;fn为切削力展开系数,与刀具形状有关。
2.2小尺寸切削力计算公式:Fc = Kc*Ap*Dpn其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;Dpn为主切削刃数。
2.3端面切削力计算公式:Fc=Kc*Ap其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积。
3.切削速度的计算公式:切削速度是指刀具与工件相对运动的速度,它是切削过程中非常重要的参数,对于切削效果和工件表面质量有显著影响。
通常使用单位时间内刀具工作长度与刀具进给速率之比来表示切削速度。
常见的切削速度计算公式有:3.1转速计算公式:n=1000*v/(π*d)其中,n为转速;v为切削速度;d为刀具直径。
3.2切削速度计算公式:v=n*(π*d)/1000其中,v为切削速度;n为转速;d为刀具直径。
4.进给量的计算公式:进给量是指切削刀具每转一周与工件的相对位移距离,它是切削过程中控制材料去除率和工件表面质量的关键参数。
4.1转速计算公式:S=n*f其中,S为进给量;n为转速;f为进给速率。
4.2进给速率计算公式:f=S/n其中,f为进给速率;S为进给量;n为转速。
总结:切削参数是切削过程中描述切削力、切削速度、进给量等物理量的参数,对切削加工的效率、质量和切削工具的寿命有重要影响。
常见的切削参数计算公式包括切削力公式、切削速度公式和进给量公式等。
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。
加工中心在切削过程中,切削速度和进给速度是两个重要的参数,它们直接影响到加工效率和加工质量。
下面分别介绍如何计算和选择切削速度和进给速度。
1. 切削速度计算:
切削速度(Vc)是根据刀具的材质、工件材料、切削深度和刀具齿数等因素来选择的。
一般来说,切削速度越高,加工效率越高,但同时也会导致刀具磨损加剧。
切削速度的计算公式如下:
Vc = fz * z * s / 1000
其中:
- Vc:切削速度,单位为m/min;
- fz:每齿进给量,单位为mm/r;
- z:刀具齿数;
- s:刀具转速,单位为r/min。
2. 进给速度计算:
进给速度(F)是根据加工中心的主轴转速、刀具齿数和切削深度等因素来选择的。
进给速度越高,加工效率越高,但同时也会影响加工质量。
进给速度的计算公式如下:
F = Vc * n / 1000
其中:
- F:进给速度,单位为mm/min;
- Vc:切削速度,单位为m/min;
- n:主轴转速,单位为r/min。
3. 参考数值:
在实际加工中,不同材料和刀具的切削速度和进给速度会有所不同。
以下是一些常见的参考数值:
- 高速钢刀具:切削速度Vc 约为10-50 m/min;
- 硬质合金刀具:切削速度Vc 约为50-200 m/min;
- 涂镀刀具:切削速度Vc 约为100-300 m/min;
- 陶瓷或钻石刀具:切削速度Vc 约为300-1000 m/min。
选择切削参数和常用计算公式切削参数是在切削过程中对刀具、工件和切削液等条件所做的一系列选择,它们直接影响着切削效果和加工质量。
常用的切削参数包括:切削速度、进给量、切削深度、刀具半径、切削角度等。
下面将介绍一些常用的切削参数及其计算公式。
1. 切削速度(Cutting Speed)切削速度是指刀具单位时间内划过工件表面的长度。
在机械加工中,切削速度通常用单位时间刀具切削长度来表示,单位是米/分钟(m/min)或英尺/分钟(ft/min)。
切削速度的选择主要取决于材料的切削性能、机床的性能以及刀具的材料和加工质量要求等因素。
常用的切削速度计算公式如下:切削速度(m/min)= π×刀具直径(mm)×转速(r/min)/ 10002. 进给量(Feed Rate)进给量是指单位时间内刀具在工件表面移动的距离,通常用毫米/转(mm/rev)或英寸/转(inch/rev)来表示。
进给量的选择要根据切削性能、切削深度和加工质量要求等因素进行综合考虑。
常用的进给量计算公式如下:进给量(mm/rev)= 进给速度(mm/min)/ 转速(r/min)3. 切削深度(Cutting Depth)切削深度是指刀具在工件上切削时,刀具刀尖与工件表面之间的距离,通常用毫米(mm)或英寸(inch)来表示。
切削深度的选择应根据工件材料的切削性能、机床的性能以及刀具的材料和加工质量要求等因素进行综合考虑。
4. 刀具半径(Tool Radius)刀具半径是指刀具切削边界上切削物质经过切削力的作用下被切除的物质所产生的刀具延伸部分的半径,通常用毫米(mm)或英寸(inch)来表示。
刀具半径直接影响刀具与工件之间的剪切角度和切削力的大小。
5. 切削角度(Cutting Angle)切削角度是指刀具刃口与工件表面之间的夹角,它的大小对切削力、切屑形态和切削温度等具有显著的影响。
常见的切削角度有正角、负角和零角等。
切削参数表(铣刀)铣削用量的选择1铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值材工件料硬度/HB切削速度V/(m/min)高速刚铣刀低,中碳钢<220225~290300~425高碳钢<220225~325325~375375~425合金钢<220225~325325~425工具钢灰铸铁200~250110~14021~4015~369~15硬质合金铣刀60~15054~11536~7518~3660~130 14~218~126~1015~3510~245~912~2324~3653~10536~4835~4555~12037~8030~6045~83110~115灰铸铁150~225230~290300~32015~219~185~1042~5024~3615~24 9~2118~27 18~27 15~21 12~21 9~18 180~300 45~100 180~270 60~110 45~90 21~30 100~200 83~120 72~110 40~60 68~105 68~105 60~9053~7553~80360~600120~190150~600360~600可锻铸铁110~160160~200200~240240~280铸钢低碳100~150 100~160中碳160~200 200~240高碳180~240铝合金铜合金镁合金95~100铝镁合金2进给量180~300在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:(1)每齿进给量af铣刀每转过一个齿,工件沿进.给方向移动的距离,单位为mm/z。
(2)每转进给量f铣刀每转过一转,工件沿进.给偏向挪动的位为间隔,单元为mm/r.。