CA6140滤油器工序卡要点
- 格式:doc
- 大小:893.00 KB
- 文档页数:16

机械加工工序卡产品型号零件图号工序号010 共11页零件名称法兰盘工序名称第1 页材料名称铸铁硬度HT200机床型号车床C6140单件工时0.63准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车100柱体左端面136 4.5 4.50.73量具名称游标尺制定:校对:批准:机械加工工序卡产品型号零件图号工序号020 共11页零件名称法兰盘工序名称第2页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻18孔322 18 91 0.762 扩19.8孔136 8.5 910.923 粗铰19.94 132 8.26 91 1.684 精铰20 132 8.29 91 1.245 倒角(内孔左侧)430 27量具名称游标尺制定:机械加工工序卡产品型号零件图号工序号030 共11页零件名称法兰盘工序名称第3页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车左端面136 38.4 4.5 0.732 粗车100右端面136 42.7 4.5 0.733 半精车左端面238 74.7 0.7 0.244 半精车100右端面238 74.7 1.1 0.245 半精车90左端面322 91 1.1 0.246 精车100左端面322 101.1 0.8 0.237 粗车100外圆183 57.5 2.1 0.768 粗车90外圆183 51.7 2.10.769 粗车45外圆322 45.5 0.55 0.5210 半精车100外圆322 101.1 0.55 0.2811 半精车90外圆280 91 0.2812 倒角(100)238 74.713 倒角(90)238 6714 车过渡圆430量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号040 共11页零件名称法兰盘工序名称第4页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车¢90右端面136 38.4 4.2 0.732 半精车90左端面322 91.0 1.1 0.243 精车90右端面322 91.0 0.8 0.234 车3*2退刀槽322 50.6 3 0.415 粗车¢45外圆322 45.5 2.175 0.526 半精车¢45外圆550 77.7 0.5 0.28量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号050 共11页零件名称法兰盘工序名称第5页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车¢45右端面322 45.7 3.5 0.542 倒角(内孔右侧)430 27 13 倒角(¢45右侧)430 60.76 3.5量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号060 共11页零件名称法兰盘工序名称第6页材料名称铸铁硬度HT200机床型号铣床X61W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗铣两侧面980 255 3 0.142 精铣两侧面83.6 47.5 0.55 0.08量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号070 共11页零件名称法兰盘工序名称第7 页材料名称铸铁硬度HT200机床型号独臂钻床Z525单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻6孔1700 21 0.22 铰6孔679 12.8 1 0.26量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号080 共11页零件名称法兰盘工序名称第8 页材料名称铸铁硬度HT200机床型号独臂钻床Z525单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻4*9孔850 21.6 0.40量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号090 共11页零件名称法兰盘工序名称第9 页材料名称铸铁硬度HT200机床型号万能外圆磨床M114W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削外圆100 26702 磨削90外圆26703 磨削45外圆2670量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号0100 共11页零件名称法兰盘工序名称第10 页材料名称铸铁硬度HT200机床型号万能外圆磨床M114W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削B面40 6.3量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号0110 共11页零件名称法兰盘工序名称第11 页材料名称铸铁硬度HT200机床型号卧轴矩台平面磨床(M7112)单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削90突台距离轴线24mm的侧平面100.01量具名称游标尺制定:四参考文献1.《机械制造技术基础》吉林大学于俊一、邹青主编,2006年1月第一版,机械工业出版社。


机械加工工序卡零件名称拨叉零件编号工序号工序名称设备型号夹具名称定位原件材料班级姓名日期序刀具及辅具切削用量步内容工号名称规格 f n831008010铣削X62万能铣床通用夹具V形块HT200辅机动助时间时间min1 以φ32 外圆为粗基准,粗铣φ20 孔上端面,使其长度端铣刀W18Cr4V硬质合至 39mm 金钢 YG6以φ32 外圆为粗基准,粗铣φ20 孔下端面,使其长度端铣刀W18Cr4V硬质合2的下端面金钢 YG6 至 37mm,以及φ54成都理工大学机械加工工序卡零件名称1.5m 0.16 119.3475r/min 0.09m mm/z m/min1.5m 0.16 119.3475r/min 0.09m mm/z m/min拨叉零件编号831008工序号020工序铣削名称设备X62型号万能铣床夹具通用名称夹具定位V 形块元件材料HT200班级姓名日期2008.1序刀具及辅具工步内容号名称规格2 精铣φ 20 上表面,使其长度至 36mm 端铣刀W18Cr4V硬质合金钢 YG63 精铣φ 20 下表面,使其长度至 35mm 端铣刀W18Cr4V硬质合金钢 YG6成都理工大学机械加工工序卡零件名称辅切削用量机动助时间时间f n min1.0m 0.16 119.3475r/min 0.09m mm/z m/min1.0mm0.16 119.30.09475r/minmm/z m/min拨叉零件831008编号工序号030工序铣削名称设备钻床型号夹具通用夹具名称定位V 形块元件材料HT200序工步内容号刀具及辅具班级姓名日期2008.1辅机动助切削用量时间时间名称规格以φ20 孔的下端面为精基准,钻, 扩, 铰, 精铰φ高速钢d0 =191孔,保证垂直精度达到IT7 (扩钻)麻花钻头202铰孔铰刀高速钢d0=20 3精铰铰刀高速钢d0=20 成都理工大学机械加工工序卡零件名称f n min15.4m2mm0.48mm/r 272r/min 0.10 m/r15.4m0.5mm0.48mm/r 272r/min 0.10 m/r15.4mIT70.48mm/z 272r/min 0.10 m/r拨叉零件编号831008工序号040工序名称设备型号夹具名称定位元件材料班级姓名日期序刀具及辅具切削用量工步内容号名称规格 f n1 以φ20 内孔为精基准,钻,扩 , 铰,精铰,φ542mm0.40高速钢φ=53 mm 19.5m/min 125r/min麻花钻头的孔,保证孔的精度达到 IT13 。

重庆技机术电学职院业机械加工工序卡6、设计日期审核日期标记 处数更改文件号签字日期标记处数更改文件号工步 号 1、 2、 3、 4、 5、 精车端面产品型号零件图号 JDMOS2010—09—101—6产品名称CA6140 法兰盘零件名称 CA6140 法兰盘全部3.23×2工步内容镗孔 Ф20 0.045 mm车槽 3× 2mm精车外圆 Ф 45.5×40mm 、 Ф91×9.3mm 切槽 Ф45.5× 31.5mm 并倒角R4.5mm 倒 C1.5 和 6× 45°的角工序号 工序名称 材料牌号加工设备名称四精车HT200CA6140 卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm 游标卡尺 25~ 50mm 千分尺 0~25mm 内径千分尺切削液 无共页第页主轴 转速进给 速度背吃 刀量检测量 具名称选用 刀具450~590 450~590 450~590 450~590 450~590 450~5900.1~0.2 0.1~0.2 0.1~0.2 0.1~0.2 0.1~0.2 0.1~0.2 0.5 ~1 0.5 ~ 1 0.5 ~ 1 0.5 ~ 1 0.5 ~ 1 0.5 ~ 1 0~150 游标卡尺内径千分尺0~150 游标卡尺 千分尺0~150 游标卡尺0~150 游标卡尺 标准化日期90°合金外圆车刀Ф18 镗刀 3mm 宽的切刀 90°外圆车刀45°外圆车刀 45°外圆车刀会签日期重庆技机术电学职院业机械加工工序卡设计日期 审核日期标准化日期会签日期标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期工步 号 工步内容1、 粗、精车右端面保证总长 91mm2、 精车外圆 Ф100.5mm3、倒 C1 的角产品型号零件图号 JDMOS2010— 09— 101—7产品名称零件名称CA6140 法兰盘工序号 工序名称 材料牌号加工设备名称五粗、精车端面 HT200CA6140 卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称 检测量具名称三爪卡盘0~ 150mm 游标卡尺切削液 无共页第页主轴 转速进给 速度背吃 刀量检测量 具名称 选用 刀具450~590 450~ 590 450~ 5900.1~ 0.2 0.1~ 0.2 0.1~ 0.20.8 ~ 1 0.8 ~ 1 0.8 ~ 10~ 150 游 标卡尺 0~ 150 游 标卡尺 0~ 150 游 标卡尺90°外圆车刀 90°外圆车刀 45°外圆车刀重庆技机术电学职院业机械加工工序卡标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期工步 号 1、 2、 工步内容粗铣 Ф 90.5mm 外圆,铣削距离 26mm 和36mm精铣 Ф 90.5mm 保证铣削距离 24.5mm 和34.5mm产品型号零件图号 JDMOS2010— 09— 101—8产品名称CA6140 法兰盘零件名称 CA6140 法兰盘工序号 工序名称 材料牌号加工设备名称六粗、精铣HT200X5030 普通铣床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板0~150 游标卡尺切削液 无共页 第页主轴 转速进给 速度刀量检测量 具名称选用刀具300~450 450~ 5900.2~ 0.3 0.1~ 0.21~3 0.8 ~ 1设计日期审核日期0~ 150 游 标卡尺 0~ 150 游 标卡尺 标准化日期立式铣刀 Ф30mm 立式铣刀 Ф30mm会签日期重庆技机术电学职院业机械加工工序卡设计日期审核日期 标准化日期 会签日期标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期产品型号零件图号JDMOS2010— 09— 101—9产品名称CA6140 法兰盘零件名称 CA6140 法兰盘工序号 工序名称 材料牌号加工设备名称七钻孔HT200Z4025 立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板塞规0~150 游标卡尺切削液 无共页第页工步 号1、钻孔 4×Ф9mm工步内容主轴 转速300~450 进给 速度0.2~ 0.3 背吃 刀量0.8 ~ 1检测量 具名称 内径千分尺选用 刀具Ф4 的麻花钻重庆技机术电学职院业机械加工工序卡设计日期审核日期 标准化日期 会签日期标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期AA工步 号 1、2、 3、 钻孔 Ф 4mm 扩孔 Ф5.8mm 绞孔Ф 6mm工步内容产品型号零件图号JDMOS2010— 09— 101—10产品名称CA6140 法兰盘零件名称 CA6140 法兰盘工序号 工序名称 材料牌号加工设备名称八钻孔HT200Z4025 立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称 检测量具名称三爪卡盘塞规切削液 无共页第页主轴 转速300~ 450 300~ 450 300~ 450 进给 速度0.2~ 0.3 0.2~ 0.3 0.2~ 0.3刀量检测量 具名称 塞规 塞规 塞规选用 刀具Ф4 的麻花钻 Ф5 麻花钻 Ф 5.8 和 Ф 6的 铰刀重庆技机术电学职院业机械加工工序卡标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期工步 号 工步内容1、 2、 产品型号零件图号JDMOS2010— 09— 101—11产品名称CA6140 法兰盘零件名称 CA6140 法兰盘工序号 工序名称 材料牌号加工设备名称九粗、精磨削 HT200MGB1432 万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称 检测量具名称三爪卡盘 0~150 游标卡尺顶尖千分尺切削液共页第页粗磨Ф450mm 槽及圆角 R5,槽壁, Ф450mm 外圆, Ф90mm 外圆及倒角 C1.5 0.6 0.017 精磨 Ф450mm 槽及倒角 R5,Ф 45 0mm 外圆保证粗糙度为 Ra0.8,Ф 45 0 mm0.6 0.017 0.6 外圆、槽壁、 Ф90mm 外圆及倒角 C1.5,保证粗糙度为Ra0.8。
CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣Φ25通孔下表面001 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.58 30工步号工步内容工艺装备主轴转速r/min 切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.412 精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 0.1 108 1 1.42 0.41 更改内容编制抄写核对审核批准太原机械加工产品名称及型号零件名称零件图号第 2 页CA6140车床CA6140杠杆831009 共7 页\车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200 同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min 专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 14 30 0.43 1 0.41 1.772 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 21.3 30 0.57 1 0.22 1.773 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准太原机械加工产品名称及型号零件名称零件图号第 3 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.412 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容编制抄写核对审核批准太原工业学院机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 14 5 0.43 1 0.58 1.772 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准太工业学院工序卡片5CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.772 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.773 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准原机械加工产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.04 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.412 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准太原机械加工产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M6螺纹孔007 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.75 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ5的孔专用钻夹具、高速钢麻花钻Φ5900 14.4 15 0.25 1 0.08 1.772 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480 9 15 1.5 1 0.05 1.77 更改内容编制抄写核对审核批准。
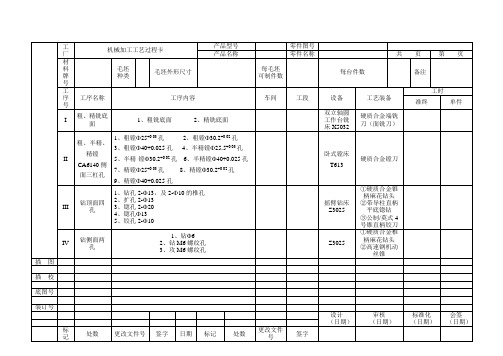
江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 1 页 车间 工序号 工序名称 材 料 牌 号 00 机器砂型铸造毛坯 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数
夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 机器砂型铸造毛坯
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 2 页 车间 工序号 工序名称 材 料 牌 号 01 清砂、毛坯检验 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数
夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 清砂
2 按图造型并按二级精度检验
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 3 页 车间 工序号 工序名称 材 料 牌 号 02 热处理 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数
夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 人工时效,温度00550~500
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 4 页 车间 工序号 工序名称 材 料 牌 号 03 粗车左端面 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 C620-1 夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 粗车右端面,保长120.5mm YG6 075端面车刀,游标卡尺,三爪自定心卡盘 230 75.9 0.8 2.8 1 0.3 0.06
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 5 页 车间 工序号 工序名称 材 料 牌 号 04 锪30内孔,扩38内孔 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z535 夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 锪30内孔,保长70.5mm YG8平面锪钻,游标卡尺,专用夹具 1100 103.7 0.2 1.4 1 0.02 0.004
2 粗扩38内孔,扩内孔至37,保长65.5mm YG8扩孔钻,游标卡尺,专用夹具 530 61.6 0.32 1.65 1 0.42 0.084
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 6 页 车间 工序号 工序名称 材 料 牌 号 05 粗车48外圆,切退刀槽 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 C620-1 夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 粗车48外圆,外圆车至49.4 YG6 060外圆车刀,游标卡尺,专用夹具 480 79 0.5 1.5 1 0.18 0.036
2 切退刀槽31.5mm YG6切槽刀,游标卡尺,专用夹具 460 71.4 0.11 1.2 1 0.21 0.042
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 7 页 车间 工序号 工序名称 材 料 牌 号 06 扩38内孔,倒角,0120 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z535 夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 精扩38内孔,扩内孔至38,保长65.5mm YG8扩孔钻,游标卡尺,专用夹具 400 47.8 0.32 0.5 1 0.55 0.11
2 内孔倒角1045 3 0120
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 江南大学 机械加工工序卡片 产品型号 CA6140车床 零件图号 产品名称 车床 零件名称 CA6140滤油器体 共 14 页 第 8 页 车间 工序号 工序名称 材 料 牌 号 07 精车48外圆 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 C620-1 夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 精车48外圆,外圆车至48.1 YG6 030外圆车刀,游标卡尺,专用夹具 960 149 0.12 0.65 1 0.36 0.072
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 2013年6月 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期