金属粉芯焊丝
- 格式:ppt
- 大小:4.80 MB
- 文档页数:73
2 我国药芯焊丝的行业现状2.1 我国药芯焊丝的发展概况我国药芯焊丝的发展可分为三个阶段。
第一阶段时间上大致为上世纪60至80年代中后期,主要针对药芯焊丝制备技术所涉及的技术领域进行基础研究,包括药芯焊丝线生产所需要的设备、生产工艺、生产配方以及药芯焊丝的应用等。
这一阶段参与的单位以科研院、所为主;第二阶段,80年代中后期至2000年,以引进第一条细直径(φ1.6mm)药芯焊丝生产线以及在国家重点工程(宝钢设备安装等项目)使用药芯焊丝为标志,药芯焊丝进入工程应用阶段。
这一阶段工程上使用的药芯焊丝多为进口药芯焊丝,同时一批企业引进了数十条药芯焊丝生产线。
另外国产药芯焊丝生产设备不断完善,逐步满足了药芯焊丝生产对技术装备的要求,国产药芯焊丝在全年用量中所占比例逐渐增加,为下一阶段的发展奠定了良好的基础;第三阶段,2000年以后特别是2004年后,药芯焊丝应用高速发展。
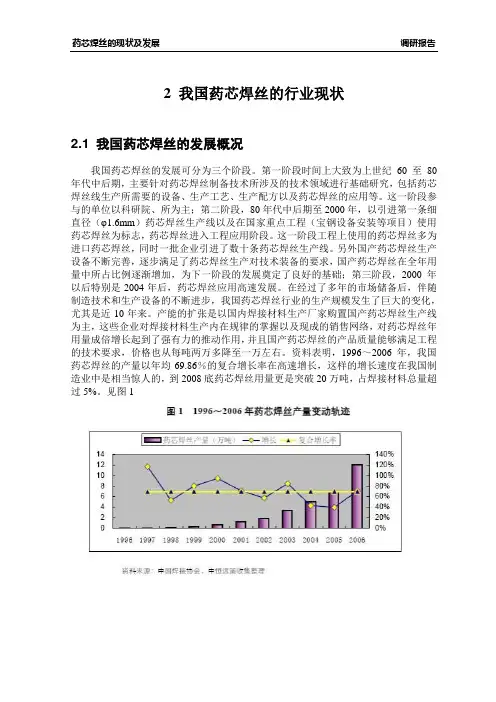
在经过了多年的市场储备后,伴随制造技术和生产设备的不断进步,我国药芯焊丝行业的生产规模发生了巨大的变化,尤其是近10年来。
产能的扩张是以国内焊接材料生产厂家购置国产药芯焊丝生产线为主,这些企业对焊接材料生产内在规律的掌握以及现成的销售网络,对药芯焊丝年用量成倍增长起到了强有力的推动作用,并且国产药芯焊丝的产品质量能够满足工程的技术要求,价格也从每吨两万多降至一万左右。
资料表明,1996~2006年,我国药芯焊丝的产量以年均69.86%的复合增长率在高速增长,这样的增长速度在我国制造业中是相当惊人的,到2008底药芯焊丝用量更是突破20万吨,占焊接材料总量超过5%。
见图12.2 我国药芯焊丝的市场状况2.2.1药芯焊丝市场构成情况国内药芯焊丝的使用始于宝山钢铁公司的建设。
其后,机械制造行业、能源化工行业、船舶制造和海洋结构行业、建筑和桥梁业、输油及输气管线建设行业等相继使用了进口焊丝和国产焊丝。
从各行业的使用品种上看,在船舶制造和海洋结构行业、建筑和桥梁业、机械制造行业、能源化工行业、钢结构行业,主要使用钛型气保护药芯焊丝;在输油及输气管线建设中主要使用自保护药芯焊丝;耐磨堆焊药芯焊丝应用于各行业材料的表面性能改进上。
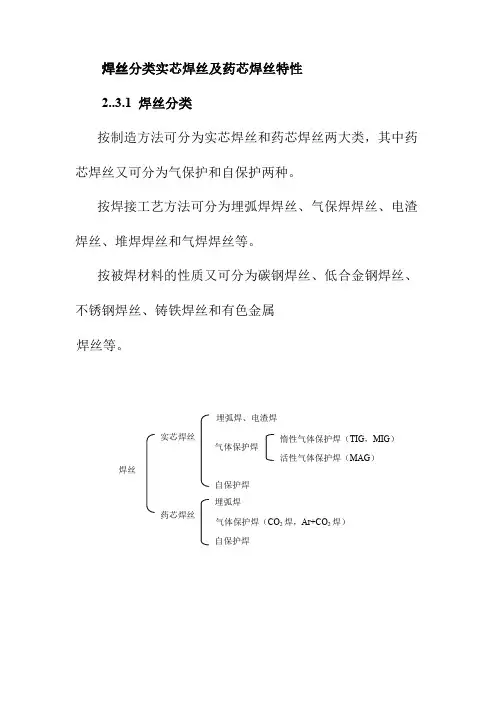
焊丝分类实芯焊丝及药芯焊丝特性2..3.1 焊丝分类按制造方法可分为实芯焊丝和药芯焊丝两大类,其中药芯焊丝又可分为气保护和自保护两种。
按焊接工艺方法可分为埋弧焊焊丝、气保焊焊丝、电渣焊丝、堆焊焊丝和气焊焊丝等。
按被焊材料的性质又可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属焊丝等。
焊丝实芯焊丝药芯焊丝埋弧焊、电渣焊气体保护焊自保护焊惰性气体保护焊(TIG,MIG)活性气体保护焊(MAG)埋弧焊气体保护焊(CO2焊,Ar+CO2焊)自保护焊2.3.2 实芯焊丝实芯焊丝是热轧线材经拉拔加工而成的。
产量大而合金元素含量少的碳钢及低合金钢线材,常采用转炉冶炼;产量小而合金元素含量多的线材多采用电炉冶炼,分别经开坯、轧制而成。
为了防止焊丝生锈,除不锈钢焊丝外都要进行表面处理。
目前主要是镀铜处理,包括电镀、浸铜及化学镀铜等方法。
不同的焊接方法应采用不同直径的焊丝。
埋弧焊时电流大,要采用粗焊丝,焊丝直径在 2.4~6.4mm;气保焊时,为了得到良好的保护效果,要采用细焊丝,直径多为0.8~1.6mm。
1.埋弧焊用焊丝埋弧焊接时,焊缝成分和性能主要是由焊丝和焊剂共同决定的。
另外,埋弧焊接时焊接电流大,熔深大,母材熔合比高,母材成分的影响也大,所以焊接规范变化时,也会给焊缝成分和性能带来较大影响。
埋弧焊焊丝的选择既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合F也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求指标及焊接规范大小的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
低碳钢用焊丝由于焊缝中合金成分不多,故可采用焊丝渗合金,也可采用焊剂渗合金。
通过焊剂向焊缝中过渡时,有利于改善焊缝的抗热裂纹能力和抗气孔性能;通过焊丝向焊缝中过渡时,有利于提高焊缝的低温韧性。
焊接低碳钢时多采用低碳焊丝(H08A等),当母材含碳量较高或强度要求较高、而对焊缝韧性要求不高时,也可采用含碳量较高的焊丝,如H15A或H15Mn等。
J- 44 现代焊接 2016年第10期 总第166期elding ApplicationsW应用广角文/武汉铁锚焊接材料股份有限公司 周海龙 孟庆润高强钢用金属粉芯型药芯焊丝研制作者简介:周海龙(1987-),男,工程师,从事焊接材料研发,现代焊接设备及工艺研究。
摘要:本文设计了一种高强高韧性的金属粉芯型药芯焊丝,强度级别在800~1000MPa。
通过渣 系与合金系设计,达到低渣甚至无渣的效果,并进行力学性能试验、斜Y抗裂性试验及系列冲击试验。
结果表明该焊丝性能稳定、工艺优良,并具有良好抗裂性,满足设计要求。
关键词高强钢;金属粉型;药芯焊丝:绪 论随着我国钢铁材料的迅猛发展,工程结构轻量化战略的实施,低合金高强钢,尤其是800 ~1000MPa级的高强钢正受到越来越多的关注。
低合金高强钢以其超高的强度,优良的塑性和韧性广泛应用于汽车、压力容器、电力以及工程机械等领域。
金属粉芯焊丝兼具实心焊丝[1-2]与药芯焊丝的优点,熔敷效率高,同时焊缝表面少渣或者无渣、飞溅小、电弧稳定,大大减少后续打磨工序等优点,现已在我国中低级别钢材中得到广泛应用但及以上级别金[3],800MPa 属粉芯型焊材还存在冲击性能低,性能不稳定等问题,因此发展具有自主知识产权的高强钢用金属粉芯焊丝,对我国高强钢的推广应用具有重大意义。
1 渣系与合金体系设计思路1.1 渣系设计及焊渣分布金属粉型药芯焊丝相比较普通焊丝,其中一个最大特点就是无渣或者少渣,但是对于高强钢用金属粉型药芯焊丝,为保证焊缝的强度和足够的低温韧性,需要提高焊丝中、以Si Mn 及大量的合金元素和脱氧产物,因此焊缝会产生少量焊渣,该焊丝熔渣的主要成分如表所示。
1 由表可知,焊丝熔渣的主要成分由、1MnO 2SiO AlO MgO CaO Na O K O 2222、、、及和组成,该熔渣属中性偏酸性熔渣,和为、硅酸Na O K O NaF 22钠、、钛酸钾等盐和盐的氧化产物,作为KF Na K 主要的稳弧剂,起稳弧作用。
不同焊接材料的接头组织及力学性能研究摘要:搅拌摩擦焊接依靠高速旋转的非消耗搅拌头与被焊工件摩擦产生热量,使金属达到塑性状态,随着搅拌头的运动,塑性材料从前进侧迁移到后退侧,同时搅拌头会在塑性金属上作用一定的顶锻力,使金属实现紧密可靠的连接。
搅拌摩擦焊接过程中,轴肩产热占据了焊接过程总产热的85%左右,足够的热输入可以有效保证充分的材料流动。
然而,在工件厚度方向上,轴肩的影响范围有限,搅拌针就成了决定工件下方材料流动好坏的关键。
因此,轴肩对焊接过程的主要贡献是产热,而搅拌针对焊接过程的主要贡献是促进材料流动。
从材料塑性流态决定最终焊缝成形角度来看,搅拌针是决定最终焊缝成形的关键因素。
关键词:熔化极气体保护焊;接头组织;力学性能;工艺试验引言高强度低合金(HSLA)钢的历史可以追溯到19世纪,首次将碳含量在0.64%~0.90%的低合金钢用于桥梁建造,在随后的1个多世纪里,研究人员持续对材料的化学成分和性能进行改进,降低碳含量,增加Cr、Mn、Nb、Ce等合金以提升强度、增加抗腐蚀性等,以更好地适应工业应用。
硫化氢腐蚀主要存在于深海生态系统、油气田环境和污水环境中,金属材料均易在湿硫化氢环境下发生不同类型的腐蚀。
由于硫化氢在金属表面的解离能垒通常很小,解离的S快速沉积在表面,从而引起H2S“中毒”。
此外,金属焊接接头处往往具有复杂的组织,存在应力和缺陷,更容易产生疲劳裂纹,而成为硫化氢腐蚀的重点区域。
统计数据表明,尽管焊接接头只占压力容器总体积的1%左右,却有约70%的腐蚀断裂是由它们引起的。
焊接接头在焊接过程中要经历高温、熔化、再冷却凝结的过程,其中的显微组织会发生很大变化。
焊接接头主要由焊缝区、熔合区、热影响区及其邻近的母材组成,是整个设备中质量最不容易控制的地方。
焊缝处强度增大,韧性降低,是整个容器受力情况最恶劣的地方,也是腐蚀情况最严重的部分,其应力腐蚀敏感性明显大于其他部位。
影响应力腐蚀开裂的因素有很多,诸如温度、pH值、材料本身等。