热喷涂技术及其发展历程与应用
- 格式:pptx
- 大小:5.74 MB
- 文档页数:40

热喷涂技术概述1、热喷涂技术概述众所周知,除少数贵金属外,金属材料会与周围介质发生化学反应和电化学反应而遭受腐蚀。
此外,金属表面受各种机械作用而引起的磨损也极为严重。
大量的金属构件因腐蚀和磨损而失效,造成极大的浪费和损失。
据一些工业发达国家统计,每年钢材因腐蚀和磨损而造成的损失约占钢材总产量的10 %,损失金额约占国民经济总产值的2 - 4 %。
如果将因金属腐蚀和磨损而造成的停工、停产和相应引起的工伤、失火、爆炸事故等损失统计在内的话,其数值更加惊人。
因此,发展金属表面防护和强化技术,是各国普遍关心的重大课题。
随着尖端科学和现代工业的发展,各工业部门越来越多地要求机械设备能在高参数(高温、高压、高速度和高度自动化)和恶劣的工况条件(如严重的磨损和腐蚀)下长期稳定的运行。
因此,对材料的性能也提出更高要求。
采用高性能的高级材料制造整体设备及零件以获得表面防护和强化的效果,显然是不经济的,有时甚至是不可能的。
所以,研究和发展材料的表面处理技术就具有重大的技术和经济意义。
而表面处理技术也在这种需求的推动下获得了飞速的发展和提高。
热喷涂技术就是这种表面防护和强化的技术之一,是表面工程中一门重要的学科。
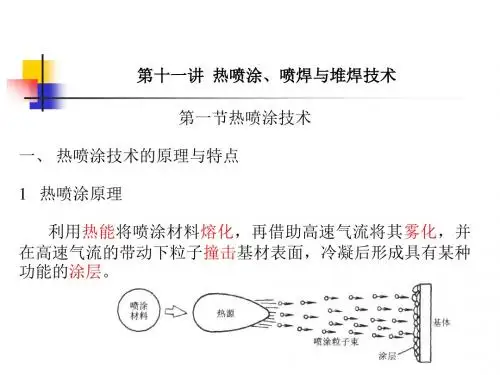
所谓热喷涂,就是利用某种热源,如电弧、等离子弧、燃烧火焰等将粉末状或丝状的金属和非金属涂层材料加热到熔融或半熔融状态,然后借助焰流本身的动力或外加的高速气流雾化并以一定的速度喷射到经过预处理的基体材料表面,与基体材料结合而形成具有各种功能的表面覆盖涂层的一种技术。
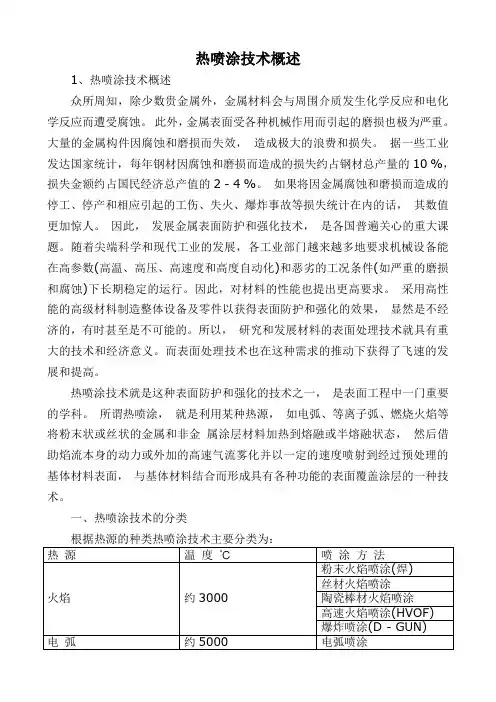
一、热喷涂技术的分类根据热源的种类热喷涂技术主要分类为:二、热喷涂设备虽然因热喷涂的方法不同其设备也各有差异,但依据热喷涂技术的原理,其设备都主要由喷枪、热源、涂层材料供给装置以及控制系统和冷却系统组成。
三、热喷涂工艺热喷工艺过程如下:工件表面预处理→工件预热→喷涂→涂层后处理1。
表面预处理为了使涂层与基体材料很好地结合,基材表面必须清洁及粗糙,净化和粗化表面的方法很多,方法的选择要根据涂层的设计要求及基材的材质、形状、厚薄、表面原始状况以及施工条件等因素而定。
热喷涂原理及应用技术热喷涂是一种常用的表面处理技术,它通过将熔融状态的涂层材料喷射到基材表面,形成一层均匀而致密的保护层。
热喷涂技术在工业生产中有着广泛的应用,可用于增强材料的耐磨性、耐蚀性和耐高温性能,改善材料表面质量,修复和加固零件,以及制造新的材料。
热喷涂的原理主要包括:材料加热、喷射和冷却三个阶段。
首先,涂层材料被加热至熔化温度,通常通过火焰或等离子弧进行加热。
接着,加热后的涂层材料以高速喷射到基材表面,形成一层涂层。
最后,涂层在喷射过程中冷却固化,形成均匀致密的结构。
热喷涂技术主要包括火焰喷涂、等离子喷涂和高速喷涂等几种。
火焰喷涂是最常见的一种技术,它通过将涂层材料喷射到基材表面,经过燃烧加热液化后在基材表面冷却固化形成涂层。
等离子喷涂使用等离子弧或等离子炉进行加热,可在高温下加热材料并喷射到基材上。
高速喷涂技术则通过高速气流将涂层材料喷射到基材上,使其与基材粘结。
热喷涂技术的应用非常广泛。
首先,热喷涂可以用于增强材料的耐磨性能。
在机械制造和汽车工业中,表面磨损是常见的问题,热喷涂技术可以喷涂一层硬质材料,如钢、陶瓷等,形成耐磨涂层,提高材料的使用寿命。
其次,热喷涂还可以用于增强材料的耐腐蚀性能。
在化工和石油工业中,材料往往会受到腐蚀的侵蚀,热喷涂技术可以喷涂一层耐腐蚀材料,如镍合金、不锈钢等,形成耐腐蚀涂层,保护材料免受腐蚀。
此外,热喷涂还可用于增强材料的耐高温性能。
在航空航天和能源行业中,材料常常需要承受高温环境,热喷涂技术可以喷涂一层耐高温材料,如陶瓷涂层、合金涂层等,提高材料的耐高温性能。
此外,热喷涂技术还可以修复和加固零件。
如果零件表面损坏或磨损严重,可以使用热喷涂技术喷涂一层材料,修复零件并恢复其功能。
总之,热喷涂技术是一种非常有效的表面处理技术,具有广泛的应用前景。
通过热喷涂技术,可以增强材料的耐磨性、耐蚀性和耐高温性能,改善材料表面质量,修复和加固零件,以及制造新的材料。
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载热喷涂技术的发展和应用地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容表面工程学(论文)班级:材科101学生姓名:宋俊伟学号:201001524125指导教师:汤峰热喷涂技术的发展和应用【摘要】主要介绍了热喷涂的基本方法、设备、材料和涂层特性;以及当前的发展动态和应用情况;并简要介绍了应用研究的前景。
【关键词】热喷涂加工技术、加工原理、应用现状、发展前景。
引言热喷涂是一种迅速发展的表面强化新工艺新技术。
它采用专用设备,利用各种热源将金属或非金属材料加热到熔化或半熔化状态,用高速气流将其吹成微小微粒并喷射到机件表面,形成覆盖涂层,以提高机件耐磨、耐蚀、耐热等性能。
热喷涂技术最早出现在上世纪早期的瑞士,随后在苏联、德国、日本、美困等圉得到了不断的发展,各种热喷涂设备的研制,新的热喷涂材料的开发,新技术的不断应用,使热喷涂涂层质量得到了不断的提高,并不断开拓新的应用领域。
目前,以火焰喷涂、超音速喷涂、电爆喷涂、电容放电喷涂、等离子喷涂为代表的热喷涂技术与设备,以及一系列喷涂喷焊粉末新材料,各种热喷涂技术趋于成熟,喷涂装置日益完善,不仅能喷金属、合金、陶瓷,还能喷涂塑料和复合材料。
近几年来电子计算机在等离子喷涂系统中的应用,使热喷涂技术达到了相当完善的地步,不仅使应用范嗣大为扩展,而且使涂层质量有了质的飞跃。
热喷涂技术不仅涉及到材料学、表面物理化学、流体力学、传热学、等离子物理等,还涉及到机械,计算机和新材料等学科,是一门交叉边缘学科。
热喷涂技术简介热喷涂技术是通过某种热源将某些材料表面加热至熔融或半熔融状态,然后喷射到涂敷的基体表面,形成一层性能优于原来基体的涂层,从而使原工件具有更加优异的表面性能,或者是使工件获得一种或几种原来基体材料不具备的表面性能膜状组织。
热喷涂技术在冶金行业的应用及其发展热喷涂技术是通过某种热源将某些材料加热至熔融或半熔融状态,然后喷射到涂敷的基体表面,形成一层性能优于原来基体的涂层,从而使原工件具有更加优异的表面性能,或者是使工件获得一种或几种原来基体材料不具备的表面性能膜状组织.这些表面性能包括耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊的物理化学性能。
目前,包括航空、航天、原子能设备、电子等尖端技术在内的很多领域内,热喷涂技术都得到了广泛应用,并取得了良好的经济效益。
喷涂材料包括金属、陶瓷和塑料等。
喷涂层的形成包括喷涂材料的加热熔化阶段、熔滴的雾化阶段、粒子的飞行阶段和粒子的喷涂阶段。
涂层与基体的结合有机械结合、扩散结合、物理结合和冶金结合。
在使用放热型喷涂材料或采用高温热源喷涂时,熔融态的喷涂材料粒子会与熔化态的基体产生焊接现象,形成微区的冶金结合,提高涂层与基体的结合强度。
喷涂层内的粒子之间的结合以机械结合为主,而扩散结合、物理结合、冶金结合等也共同起作用。
1、热喷涂技术特点热喷涂方法大体可分为火焰喷涂法、爆炸喷涂法、超音速喷涂法、电弧喷涂法、等离子喷涂法等。
1.1火焰喷涂利用火焰为热源,将金属与非金属材料加热到熔融状态,在高速气流的推动下形成雾流,喷射到基体上,喷射的微小熔融颗粒撞击在基体上时,产生塑性变形,成为片状叠加沉积涂层,这一过程称为火焰喷涂。
火焰喷涂法是目前喷涂技术中使用较广泛的一种工艺。
采用火焰喷涂法技术,可以制备各种纯金属、合金、陶瓷等涂层。
1.2爆炸喷涂爆炸喷涂是先将一定比例的氧气和乙炔由供气口送入冷喷枪的燃烧室,经火花塞点火,氧气和乙炔混合气体发生爆炸式燃烧,然后由送粉器将喷涂粉末送入燃烧室,其热能将喷涂粉末加热到一定状态,最后在爆炸冲击波的作用下把粉末颗粒喷向工件表面而形成涂层。
爆炸喷涂法是一项技术难度较大、工艺性能较强的新技术,也是一种高能喷涂方法。
与一般火焰喷涂相比,必须提供足够高的气体压力,气体的消耗也很大。

热喷涂技术起始于上世纪初,一九一三年,瑞士人M.U. Schoop发明。
起初,只是将熔化的金属用压缩空气形成液流,喷到被涂敷的基体表面上,形成一层膜状组织。
其喷涂温度、熔滴对基体表面的冲击速度及形成涂层的材料的性能构成了喷涂技术的核心。
热喷涂技术的整个发展,基本上是沿着这三支主导线向前推进的。
温度和速度取决于不同的热源和设备结构。
从某种意义上说,温度越高、速度越快,越有利于形成优异的涂层,这就导致了温度和速度两种要素在整个技术发展过程中的竞争与协调的局面。
繁多的喷涂材料的可选择性,是热喷涂指数的另一种优势,它可以使不同设备的工作面被“点铁成金、戴盔穿甲”。
正是这三种要素,使热喷涂成为真正具有叠加效果的独特技术,它可以设计出所需的各种各样性能的表面,获得从一般机械维修,直到航天和生物工程等高技术领域广泛的应用。
1 定义热喷涂是这样原一系列过程:以某种形式的热源将喷涂材料加热,受热的材料形成熔融或半熔融状态的微粒,这些微粒以一定的速度冲击并沉积在基体表面上,形成具有一定特性的喷涂层。
2 喷涂材料喷涂材料有粉、线、带和棒等不同形态,它们的成分是金属、合金、陶瓷、金属陶瓷及塑料等。
粉末材料居重要地位,种类逾百种。
线材与带材多为金属或合金(复合线材尚含有陶瓷或塑料);棒材只有十几种,多为氧化物陶瓷。
3 喷涂方法以提供热源的不同,可分为燃烧法及电热法。
前者包括燃烧火焰喷涂、爆炸喷涂及高速火焰喷涂(HVOF);后者包括电弧喷涂及等离子喷涂(又分常压等离子喷涂与水稳等离子喷涂)。
喷涂工艺对涂层产生重要影响的是喷涂湿度(严格地说,是熔滴冲击基体表面时的温度)和熔滴冲击表面的速度。
4 涂层的形成及其评价喷涂材料经过具有某种热源形式的喷涂设备喷射之后,在到达被喷涂的基体表面之前,其飞行时间只有几千分之一秒或更少。
在如此之短的时间内,它被加热、熔化或半熔化,形成细小而分散的熔滴,冲向基体表面,被击成扁平的叠状小片,先前生成的扁片又被后来者所覆盖,很快就形成由很多扁平罗叠而成的覆盖层,即为涂层。
齐鲁工业大学|机械与汽车工程学院热喷涂技术的研究综述孙*(齐鲁工业大学机械与汽车工程学院 20130102****)摘要:本文介绍了热喷涂技术的由来,发展历程,工艺特点(热喷涂工艺的优缺点),基本概念,总结了热喷涂技术的应用状况,探讨了新工艺、新材料在热喷涂技术中的应用前景。
关键词:表面处理;热喷涂;热喷涂的优缺点;热喷涂的应用进展前言:高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。
而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。
近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。
热喷涂技术是一种将涂层材料 (粉末或丝材 )送入某种热源 (电弧、燃烧火焰、等离子体等 )中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺。
由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。
热喷涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等优良性能,并能对磨损、腐蚀或加工超差引起的零件尺寸减小进行修复,在航空航天、机械制造、石油化工等领域中得到了广泛的应用【1-3】。
热喷涂发展现状:1、热喷涂技术的由来热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
热喷涂技术最早出现在 20世纪早期的瑞士,随后在前苏联、德国、日本、美国等国得到了不断的发展,各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用,使热喷涂涂层质量不断得到提高并开拓了新的应用领域【4】。
热喷涂材料的应用与发展一、热喷涂材料与技术热喷涂技术是表面工程领域中的十分重要的技术,在过去的十年中,热喷涂技术发展迅速(每年增长5 ̄10%),1997年全球热喷涂产值已高达13.5亿美金。
在各种新型、优质热喷涂技术不断涌现的情况下,热喷涂材料已成为制约热喷涂技术应用和发展的关键。
热喷涂材料分类,通常按材料形态有喷涂粉、丝材、粉芯丝材等;按材料种类有金属及特殊金属材料、有机聚合物材料、陶瓷材料、生物材料;按涂层结构有纳米涂层材料、合金涂层材料、非晶态涂层材料以及由这些材料复合构成的复合涂层材料。
目前,为了满足对材料多功能、高性能等的要求,多种材料的复合、纳米材料、新型合金或非晶材料的使用成为热喷涂材料发展的主要趋势。
二、热喷涂材料的现状与发展热喷涂技术的完善和发展,热喷涂技术的应然而,热喷涂技术的突出特点又使其应用极具潜力。
主要表现在:①表面工程和多种复合材料的结合在材料设计中具有明显的优势;②可方便地调整材料的化学成分;③能够动态形成具有特殊结构性能的复合材料;④多种材料和多种技术的复合可获得优异的性能。
因此热喷涂材料的研究是21世纪热喷涂发展的决定性因素,也是热喷涂技术发展的动力。
1、特殊金属材料锌、铝金属是最常用的热喷涂材料,此类材料已广泛应用于钢构件在苛刻环境条件下的腐蚀保护。
目前,热喷涂金属材料研究较多的是一些合金材料。
英国 Leater T等学者最新开发的线材电弧喷涂Zn-15wt%A1 合金涂层的抗红锈能力明显优于单一金属的涂层。
结果表明,由锌丝、铝丝同时喷涂制备的“伪”合金涂层所具备的抗盐雾能力与其传统的合金层相似,“伪”合金中双相显微弥散是很重要的。
热喷涂用金属合金材料主要有Ni基合金(Ni-20%Cr,Ni-50%Cr、625合金)、Ni 基自熔剂合金(Nil8Crl3MoFeCuBSi:Nil8Cr4MoFeCuBSi,Ni26CrBSi)、Cr基合金(Cr -38%Ni-2.5%Mo-0.5%B-1.0%Si),新近开发的这种Cr基合金在85%V205- 15 % NaCl熔盐槽中900 ℃下进行该合金抗腐蚀试验表明该合金具有极好的抗腐蚀性能,该合金的腐蚀失重约为Ni-20%Cr合金失重的1/7。
热喷涂技术的原理及应用实验报告一、引言热喷涂技术是一种常用的表面涂覆技术,通过高速喷射热能将粉末或线状材料熔化,并在基材表面形成涂层。
本文将介绍热喷涂技术的原理以及在实验中的应用情况。
二、热喷涂技术的原理热喷涂技术基于热能喷射原理,通过将热能引入喷枪中,使喷口处的涂层材料达到熔化状态,然后以高速喷射到基材表面。
热喷涂技术主要包括燃烧喷涂和等离子喷涂两种方式。
2.1 燃烧喷涂原理燃烧喷涂是利用火焰的高温将涂层材料加热至熔化状态的技术。
其原理可以分为两个步骤:1.燃烧产生高温火焰:在喷涂枪中,燃烧剂和氧气混合燃烧产生高温火焰。
这种高温火焰可以使涂层材料达到熔化状态。
2.喷涂涂层:熔化状态的涂层材料通过高速喷射到基材表面,形成一层均匀的涂层。
涂层在快速冷却后变得致密,并具有良好的附着力。
2.2 等离子喷涂原理等离子喷涂是利用电弧放电将涂层材料加热至熔化状态的技术。
其原理可以分为三个步骤:1.弧电离气体:在喷涂枪中,高压电源产生电弧,将气体电离,形成等离子体。
等离子体产生的高温可以使涂层材料达到熔化状态。
2.喷涂涂层:熔化状态的涂层材料通过高速喷射到基材表面,形成一层均匀的涂层。
等离子体的高温状态有利于涂层材料的熔化和喷射。
3.冷却和固化:涂层在快速冷却后变得致密,并具有良好的附着力。
三、热喷涂技术的应用实验3.1 实验目的本实验旨在研究热喷涂技术在材料表面涂覆方面的应用情况,并对涂层性能进行评估。
3.2 实验材料和设备实验材料:使用钴基和铝基合金粉末作为涂层材料。
基材使用不锈钢板。
实验设备:燃烧喷涂设备和等离子喷涂设备。
3.3 实验步骤1.准备基材:将不锈钢板进行表面处理,保证其干净无杂质。
2.准备涂层材料:将钴基和铝基合金粉末进行筛选和混合。
3.燃烧喷涂实验:将喷涂枪调整到适当位置,控制喷涂距离和喷涂速度,进行燃烧喷涂实验。
4.等离子喷涂实验:将喷涂枪调整到适当位置,控制喷涂距离和喷涂速度,进行等离子喷涂实验。
热喷涂技术概述--总论众所周知,除少数贵金属外,金属材料会与周围介质发生化学反应和电化学反应而遭受腐蚀。
此外,金属表面受各种机械作用而引起的磨损也极为严重。
大量的金属构件因腐蚀和磨损而失效,造成极大的浪费和损失。
据一些工业发达国家统计,每年钢材因腐蚀和磨损而造成的损失约占钢材总产量的10%,损失金额约占国民经济总产值的2-4%。
如果将因金属腐蚀和磨损而造成的停工、停产和相应引起的工伤、失火、爆炸事故等损失统计在内的话,其数值更加惊人。
因此,发展金属表面防护和强化技术,是各国普遍关心的重大课题。
随着尖端科学和现代工业的发展,各工业部门越来越多地要求机械设备能在高参数(高温、高压、高速度和高度自动化)和恶劣的工况条件(如严重的磨损和腐蚀)下长期稳定的运行。
因此,对材料的性能也提出更高要求。
采用高性能的高级材料制造整体设备及零件以获得表面防护和强化的效果,显然是不经济的,有时甚至是不可能的。
所以,研究和发展材料的表面处理技术就具有重大的技术和经济意义。
而表面处理技术也在这种需求的推动下获得了飞速的发展和提高。
热喷涂技术就是这种表面防护和强化的技术之一,是表面工程中一门重要的学科。
所谓热喷涂,就是利用某种热源,如电弧、等离子弧、燃烧火焰等将粉末状或丝状的金属和非金属涂层材料加热到熔融或半熔融状态,然后借助焰流本身的动力或外加的高速气流雾化并以一定的速度喷射到经过预处理的基体材料表面,与基体材料结合而形成具有各种功能的表面覆盖涂层的一种技术。
根据热源的种类热喷涂技术主要分类为:热喷涂设备:虽然因热喷涂的方法不同其设备也各有差异,但依据热喷涂技术的原理,其设备都主要由喷枪、热源、涂层材料供给装置以及控制系统和冷却系统组成。
下图为等离子喷涂的设备配置图。
热喷涂工艺:热喷工艺过程如下:工件表面预处理®工件预热®喷涂®涂层后处理1。
表面预处理为了使涂层与基体材料很好地结合,基材表面必须清洁及粗糙,净化和粗化表面的方法很多,方法的选择要根据涂层的设计要求及基材的材质、形状、厚薄、表面原始状况以及施工条件等因素而定。
热喷涂技术在火电行业的应用1 概述热喷涂技术是材料表面强化、保护和尺寸恢复的新技术,是我国政府在“六五”、“七五”、“八五”连续3个五年计划期间重点推广的新技术。
该项新技术在中国始于20世纪50年代,至70年代末初步形成我国自己的设备、材料、工艺技术完整体系,并在全国各行各业开始广泛应用,为我国国民经济建设作出了较大贡献。
经过最近20多年的发展,我国热喷涂技术无论在设备、材料还是工艺技术方面均取得了长足的进步,目前不仅可以生产世界上最先进的爆炸喷涂、超音速火焰喷涂、大功率等离子喷涂等热喷涂设备,也可向用户供应门类齐全、品种配套、性能可与国外产品媲美的各种先进的热喷涂材料,经过数十年锻炼的技术队伍使得该项技术的应用更加成熟和可靠。
据不完全统计,我国仅在“八五”计划期间推广热喷涂技术就取得了直接经济效益35亿元。
我国电站锅炉和工业锅炉以燃煤为主。
据统计,1998年我国由煤生产电力的份额为75%。
而动力用煤质量偏劣,含灰量和含硫量均较高,这就使燃煤电厂和工业锅炉的煤粉生产系统、输送系统及锅炉“四管”(即水冷壁管、过热器管、再热器管、省煤器管)容易受到磨损和腐蚀,造成设备损坏并可能导致事故发生;电厂的引风机、汽缸等有高速流体通过的设备表面,也因磨损、汽蚀等原因而可能发生失效,造成重大损失;许多运转部件(如各种轴类),也因常发生机械性磨损而报废。
此外,电厂的送变电设施,各种钢结构常因处于露天环境而遭受严重的工业大气腐蚀。
凡此种种,均可采用热喷涂技术来进行防护、强化而大大提高其使用寿命,或进行修复而恢复其可使用性,从而提高电厂的生产安全性和经济效益。
[b]2 热喷涂技术在电站锅炉“四管”上的应用[/b]锅炉“四管”工作在高温、高压及受烟气腐蚀、磨粒冲蚀的恶劣环境中,极易产生高温腐蚀及磨损,使管壁减薄,一般而言,这种减薄速度约在1mm/年左右,严重者可达2mm/年以上。
锅炉“四管”减薄后的直接危害是发生泄漏爆管事故。
热喷涂耐高温涂层研究现状及发展趋势无机非金属12-2班,祝超锋1201130633摘要:热喷涂技术,高温可磨耗封严涂层的研制,以及对喷涂层技术的发展及展望。
1热喷涂技术的发展情况1.1热喷涂技术的发展热喷涂是通过火焰、电弧或等离子体等热源将某种线状或粉末状的材料加热至熔化或半熔化状态, 通过气流吹动使其雾化, 并高速喷射到经过预处理的基体表面, 以形成喷涂层的表面加工技术。
热喷涂技术的产生和应用已有近百年[ 3] , 最早的热喷涂技术始于1882年, 德国人用一种简单的装置将熔融态金属喷射成粉体。
真正的热喷涂技术则产生于1910年, 在瑞士被V.SCHOOP博士研究出来, 他发明了固定式坩埚熔融喷射装置。
20世纪后期, 热喷涂技术的基础研究越来越受到重视, 主要集中于喷涂过程中的粒子状态及其影响因素的研究。
在其应用研究中, 涂层与基体的结合技术是一个热点。
进入21世纪, 纳米技术的研究为热喷涂一个研究的热点, 其引入为改善涂层的性能开拓了新途径。
可磨耗封严涂层发展趋势随着新型航空发动机使用温度的不断提升以及航空发动机材料的更新换代,对可磨耗封严涂层的综合使用性能提出了越来越高的要求,因此亟需在国内现有可磨耗封严涂层研究的基础上,开发研制具有更高使用温度和适应更新一代发动机材料的新型可磨耗封严涂层。
2.1 高温可磨耗封严涂层的研制随着航空涡轮发动机向高流量比、高推重比和高进口气体温度方向的发展,对高温部件的耐高温能力提出了越来越高的要求。
目前,发动机叶片的使用温度已经从20 世纪70 年代的960~1100℃发展到现在商用飞机的1500℃以及军用飞机的1700℃[24]。
随着压缩空气温度的逐级升高,可磨耗密封涂层的使用温度也从300℃提高到1100℃,目前其使用的最高温度已经达到1200℃以上[25]。
因此,研制适用于1100℃以上的新型高温可磨耗封严涂层材料已成为可磨耗封严涂层领域的重要研究方向之一。