热喷涂技术及其发展历程与应用
- 格式:pptx
- 大小:6.13 MB
- 文档页数:39

热喷涂技术的现状和发展
热喷涂技术是一种将材料喷涂到基材表面的表面涂层技术。
它已经广泛应用于航空航天、汽车、工业和建筑等领域,以提高材料的性能或保护材料免受腐蚀和磨损。
目前,热喷涂技术已经成为表面涂层领域的重要工艺之一。
其发展主要体现在以下几个方面:
首先,新材料的开发已经成为热喷涂技术发展的重要方向。
新材料的开发可以提高喷涂涂层的性能,例如提高其耐腐蚀性、耐磨性和耐高温性。
其次,新的喷涂技术不断涌现。
常见的热喷涂技术包括火焰喷涂、等离子喷涂、高速喷涂和爆炸喷涂等。
此外,近年来,涂层厚度的控制技术和喷涂过程监测技术也得到了大力发展。
最后,热喷涂技术的应用领域不断扩大。
除了传统的航空航天和工业领域,越来越多的应用领域开始采用热喷涂技术,例如建筑、医疗器械和电子电器等。
总之,热喷涂技术已经成为了表面涂层领域的重要工艺之一。
随着新材料、新技术和新应用的不断涌现,它有望在更多的领域得到应用并发挥更大的作用。
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载热喷涂技术的发展和应用地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容表面工程学(论文)班级:材科101学生姓名:宋俊伟学号:201001524125指导教师:汤峰热喷涂技术的发展和应用【摘要】主要介绍了热喷涂的基本方法、设备、材料和涂层特性;以及当前的发展动态和应用情况;并简要介绍了应用研究的前景。
【关键词】热喷涂加工技术、加工原理、应用现状、发展前景。
引言热喷涂是一种迅速发展的表面强化新工艺新技术。
它采用专用设备,利用各种热源将金属或非金属材料加热到熔化或半熔化状态,用高速气流将其吹成微小微粒并喷射到机件表面,形成覆盖涂层,以提高机件耐磨、耐蚀、耐热等性能。
热喷涂技术最早出现在上世纪早期的瑞士,随后在苏联、德国、日本、美困等圉得到了不断的发展,各种热喷涂设备的研制,新的热喷涂材料的开发,新技术的不断应用,使热喷涂涂层质量得到了不断的提高,并不断开拓新的应用领域。
目前,以火焰喷涂、超音速喷涂、电爆喷涂、电容放电喷涂、等离子喷涂为代表的热喷涂技术与设备,以及一系列喷涂喷焊粉末新材料,各种热喷涂技术趋于成熟,喷涂装置日益完善,不仅能喷金属、合金、陶瓷,还能喷涂塑料和复合材料。
近几年来电子计算机在等离子喷涂系统中的应用,使热喷涂技术达到了相当完善的地步,不仅使应用范嗣大为扩展,而且使涂层质量有了质的飞跃。
热喷涂技术不仅涉及到材料学、表面物理化学、流体力学、传热学、等离子物理等,还涉及到机械,计算机和新材料等学科,是一门交叉边缘学科。
热喷涂技术简介热喷涂技术是通过某种热源将某些材料表面加热至熔融或半熔融状态,然后喷射到涂敷的基体表面,形成一层性能优于原来基体的涂层,从而使原工件具有更加优异的表面性能,或者是使工件获得一种或几种原来基体材料不具备的表面性能膜状组织。
热喷涂技术的原理及应用1. 热喷涂技术的原理热喷涂技术是一种通过将材料加热到熔化或半熔化状态,然后将其喷射到被涂覆物表面的技术。
热喷涂技术可以用于提高材料的表面性能,包括抗腐蚀性、耐磨性、耐热性等。
它广泛应用于航空航天、电子、冶金、化工、汽车、机械等领域。
1.1 热喷涂技术的分类热喷涂技术主要有以下几种分类:•火焰喷涂技术:使用火焰作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•等离子喷涂技术:使用等离子体作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•电弧喷涂技术:使用电弧作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•高速火焰喷涂技术:使用高速火焰作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
1.2 热喷涂技术的工作原理热喷涂技术的工作原理可以简要概括为以下几个步骤:1.加热材料:将涂层材料加热到熔化或半熔化状态。
不同的热喷涂技术使用不同的加热源,如火焰、等离子体或电弧。
2.喷射材料:将加热到熔化或半熔化状态的涂层材料喷射到被涂覆物表面。
喷射可以通过喷枪或喷嘴来实现。
3.涂覆形成:涂层材料接触到被涂覆物表面后,由于温度差异,涂层材料会迅速冷却和凝固,形成涂层。
4.涂层熔合:涂层材料凝固后,可以进一步通过热处理或机械加工等方式,使其与被涂覆物表面充分结合。
2. 热喷涂技术的应用热喷涂技术在多个领域都有广泛的应用,主要包括以下几个方面:2.1 防腐领域热喷涂技术可以用于防腐,提高材料的耐蚀性。
热喷涂涂层可以形成致密的结构,能够有效隔离被涂覆物与外界环境的接触,保护被涂覆物不受腐蚀。
2.2 修复与修补领域热喷涂技术可以用于修复与修补受损物体的表面。
通过热喷涂涂层,可以提高受损物体的耐磨性、耐腐蚀性等性能,延长其使用寿命。
2.3 摩擦与磨损领域热喷涂技术可以用于提高材料的耐磨性。
通过热喷涂涂层,可以在材料表面形成硬质的陶瓷涂层,提高材料的摩擦性能和抗磨损性能。
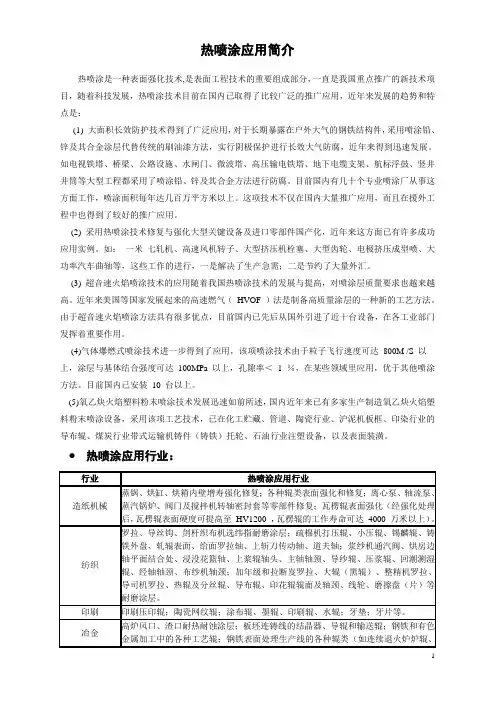
热喷涂应用简介热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目,随着科技发展,热喷涂技术目前在国内已取得了比较广泛的推广应用,近年来发展的趋势和特点是:(1) 大面积长效防护技术得到了广泛应用,对于长期暴露在户外大气的钢铁结构件,采用喷涂铅、锌及其合金涂层代替传统的刷油漆方法,实行阴极保护进行长效大气防腐,近年来得到迅速发展。
如电视铁塔、桥梁、公路设施、水闸门、微波塔、高压输电铁塔、地下电缆支架、航标浮鼓、竖井井筒等大型工程都采用了喷涂铅、锌及其合金方法进行防腐。
目前国内有几十个专业喷涂厂从事这方面工作,喷涂面积每年达几百万平方米以上。
这项技术不仅在国内大量推广应用,而且在援外工程中也得到了较好的推广应用。
(2) 采用热喷涂技术修复与强化大型关键设备及进口零部件国产化,近年来这方面已有许多成功应用实例。
如:一米七轧机、高速风机转子、大型挤压机栓塞、大型齿轮、电极挤压成型喷、大功率汽车曲轴等,这些工作的进行,一是解决了生产急需;二是节约了大量外汇。
(3) 超音速火焰喷涂技术的应用随着我国热喷涂技术的发展与提高,对喷涂层质量要求也越来越高。
近年来美国等国家发展起来的高速燃气(HVOF )法是制备高质量涂层的一种新的工艺方法。
由于超音速火焰喷涂方法具有很多优点,目前国内已先后从国外引进了近十台设备,在各工业部门发挥着重要作用。
(4)气体爆燃式喷涂技术进一步得到了应用,该项喷涂技术由于粒子飞行速度可达800M /S 以上,涂层与基体结合强度可达100MPa 以上,孔隙率< 1 %,在某些领域里应用,优于其他喷涂方法。
目前国内已安装10 台以上。
(5)氧乙炔火焰塑料粉末喷涂技术发展迅速如前所述,国内近年来已有多家生产制造氧乙炔火焰塑料粉末喷涂设备,采用该项工艺技术,已在化工贮藏、管道、陶瓷行业、沪泥机板框、印染行业的导布辊、煤炭行业带式运输机铸件(铸铁)托轮、石油行业注塑设备,以及表面装潢。
热喷涂技术在冶金行业的应用及其发展热喷涂技术是通过某种热源将某些材料加热至熔融或半熔融状态,然后喷射到涂敷的基体表面,形成一层性能优于原来基体的涂层,从而使原工件具有更加优异的表面性能,或者是使工件获得一种或几种原来基体材料不具备的表面性能膜状组织.这些表面性能包括耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊的物理化学性能。
目前,包括航空、航天、原子能设备、电子等尖端技术在内的很多领域内,热喷涂技术都得到了广泛应用,并取得了良好的经济效益。
喷涂材料包括金属、陶瓷和塑料等。
喷涂层的形成包括喷涂材料的加热熔化阶段、熔滴的雾化阶段、粒子的飞行阶段和粒子的喷涂阶段。
涂层与基体的结合有机械结合、扩散结合、物理结合和冶金结合。
在使用放热型喷涂材料或采用高温热源喷涂时,熔融态的喷涂材料粒子会与熔化态的基体产生焊接现象,形成微区的冶金结合,提高涂层与基体的结合强度。
喷涂层内的粒子之间的结合以机械结合为主,而扩散结合、物理结合、冶金结合等也共同起作用。
1、热喷涂技术特点热喷涂方法大体可分为火焰喷涂法、爆炸喷涂法、超音速喷涂法、电弧喷涂法、等离子喷涂法等。
1.1火焰喷涂利用火焰为热源,将金属与非金属材料加热到熔融状态,在高速气流的推动下形成雾流,喷射到基体上,喷射的微小熔融颗粒撞击在基体上时,产生塑性变形,成为片状叠加沉积涂层,这一过程称为火焰喷涂。
火焰喷涂法是目前喷涂技术中使用较广泛的一种工艺。
采用火焰喷涂法技术,可以制备各种纯金属、合金、陶瓷等涂层。
1.2爆炸喷涂爆炸喷涂是先将一定比例的氧气和乙炔由供气口送入冷喷枪的燃烧室,经火花塞点火,氧气和乙炔混合气体发生爆炸式燃烧,然后由送粉器将喷涂粉末送入燃烧室,其热能将喷涂粉末加热到一定状态,最后在爆炸冲击波的作用下把粉末颗粒喷向工件表面而形成涂层。
爆炸喷涂法是一项技术难度较大、工艺性能较强的新技术,也是一种高能喷涂方法。
与一般火焰喷涂相比,必须提供足够高的气体压力,气体的消耗也很大。
热喷涂技术及应用学校:西南大学班级:材料科学与能源学部学号:***************姓名:***热喷涂技术及应用㈠热喷涂的定义热喷涂是利用热源讲喷涂材料加热到熔化或半融化状态,用高速气流将其雾化并喷射到基体表面形成涂层的技术。
热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。
㈡热喷涂基本原理⒈热喷涂的基本过程①喷涂材料被加热到熔化或半融化状态②喷涂材料的熔滴被雾化③雾化或软化的微细颗粒喷射飞行④微小颗粒撞击基体表面并形成涂层⒉涂层的结构热喷涂涂层是由燃烧火焰或等离子热源将某种材料加热至熔化或热塑性状态,形成一簇高速的熔态粒子流(熔滴流),熔滴依次撞击基体或已形成的涂层表面,经过粒子的横向流动扁平化、急速凝固冷却、不断堆积起来而形成的。
由于热喷涂涂层为典型的层状结构,所以涂层的性能具有方向性。
在垂直和平行涂层为向上的性能有显著的差异。
对涂层进行适当地处理和重熔,既可以使层状结构转变为均质结构,还可以消除层状中的氧化物夹杂和气孔。
⒊涂层的结合方式涂层的结合包括涂层与基体表面的结合和涂层内聚的结合。
前者的结合强度称为结合力。
后者的结合强度称为内聚力。
涂层的一般结合方式有三种:①机械结合熔融态的粒子撞击基体表面并快速冷却凝固时,会因收缩而咬住高低不平的基体部分,形成了机械结合。
②物理结合借助于分子(原子)之间的范德华力是喷涂层附着于基体表面的结合方式。
③冶金结合当熔融的微细颗粒高速撞击基体表面是时,涂层和基体界面出现扩散和合金化时的一种结合方式。
⒋涂层的残余应力一般情况下,热喷涂涂层存在着明显的残余应力。
当熔融颗粒高速碰撞碰撞基体表面,在产生形变的同时快速冷却凝固,这时会在颗粒内部产生张应力,而在基体表面产生压应力。
齐鲁工业大学|机械与汽车工程学院热喷涂技术的研究综述孙*(齐鲁工业大学机械与汽车工程学院 20130102****)摘要:本文介绍了热喷涂技术的由来,发展历程,工艺特点(热喷涂工艺的优缺点),基本概念,总结了热喷涂技术的应用状况,探讨了新工艺、新材料在热喷涂技术中的应用前景。
关键词:表面处理;热喷涂;热喷涂的优缺点;热喷涂的应用进展前言:高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。
而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。
近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。
热喷涂技术是一种将涂层材料 (粉末或丝材 )送入某种热源 (电弧、燃烧火焰、等离子体等 )中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺。
由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。
热喷涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等优良性能,并能对磨损、腐蚀或加工超差引起的零件尺寸减小进行修复,在航空航天、机械制造、石油化工等领域中得到了广泛的应用【1-3】。
热喷涂发展现状:1、热喷涂技术的由来热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
热喷涂技术最早出现在 20世纪早期的瑞士,随后在前苏联、德国、日本、美国等国得到了不断的发展,各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用,使热喷涂涂层质量不断得到提高并开拓了新的应用领域【4】。
热喷涂技术介绍热喷涂一、热喷涂介绍1、热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2、热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3、定义:热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4、用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
5、热喷涂材料:喷涂粉末在整个热喷材料中占据十分重要的地位。
热喷涂耐高温涂层研究现状及发展趋势无机非金属12-2班,祝超锋1201130633摘要:热喷涂技术,高温可磨耗封严涂层的研制,以及对喷涂层技术的发展及展望。
1热喷涂技术的发展情况1.1热喷涂技术的发展热喷涂是通过火焰、电弧或等离子体等热源将某种线状或粉末状的材料加热至熔化或半熔化状态, 通过气流吹动使其雾化, 并高速喷射到经过预处理的基体表面, 以形成喷涂层的表面加工技术。
热喷涂技术的产生和应用已有近百年[ 3] , 最早的热喷涂技术始于1882年, 德国人用一种简单的装置将熔融态金属喷射成粉体。
真正的热喷涂技术则产生于1910年, 在瑞士被V.SCHOOP博士研究出来, 他发明了固定式坩埚熔融喷射装置。
20世纪后期, 热喷涂技术的基础研究越来越受到重视, 主要集中于喷涂过程中的粒子状态及其影响因素的研究。
在其应用研究中, 涂层与基体的结合技术是一个热点。
进入21世纪, 纳米技术的研究为热喷涂一个研究的热点, 其引入为改善涂层的性能开拓了新途径。
可磨耗封严涂层发展趋势随着新型航空发动机使用温度的不断提升以及航空发动机材料的更新换代,对可磨耗封严涂层的综合使用性能提出了越来越高的要求,因此亟需在国内现有可磨耗封严涂层研究的基础上,开发研制具有更高使用温度和适应更新一代发动机材料的新型可磨耗封严涂层。
2.1 高温可磨耗封严涂层的研制随着航空涡轮发动机向高流量比、高推重比和高进口气体温度方向的发展,对高温部件的耐高温能力提出了越来越高的要求。
目前,发动机叶片的使用温度已经从20 世纪70 年代的960~1100℃发展到现在商用飞机的1500℃以及军用飞机的1700℃[24]。
随着压缩空气温度的逐级升高,可磨耗密封涂层的使用温度也从300℃提高到1100℃,目前其使用的最高温度已经达到1200℃以上[25]。
因此,研制适用于1100℃以上的新型高温可磨耗封严涂层材料已成为可磨耗封严涂层领域的重要研究方向之一。