粉末冶金现状及发展
- 格式:doc
- 大小:72.50 KB
- 文档页数:11
粉末冶金国内外技术现状与市场需求大力发展粉末冶金技术,积极培养核心竞争力当前我国汽车零部件企业不仅面临着跨国企业的猛烈冲击和国内企业间同质化的激烈竞争,还有上游原料成本的挤压以及下游主机及经销商不断提高的产品质量标准。
而我国大多数汽车零部件企业的现状却是专业化水平低,产品开发能力弱。
绝大多数零部件企业不具备产品开发能力,产品开发主要依靠主机厂,难以适应整车更新换代的要求,企业自身核心竞争力较低。
由此,使得企业在不断上涨的成本压力下并不能有效的得到传导,迫使企业收益水平不断下降。
面临当前困境,积极培养自身核心竞争力便成为目前企业亟需解决的问题。
我们知道汽车核心零部件中,附加值较高的主要有:发动机的进排气门、发动机连杆、变速箱齿轮中的同步器锥环和油泵主从动齿轮等。
而这些零部件中,主流的核心技术,便是粉末冶金技术。
如:连杆是发动机上的重要零件,许多引进车型图纸上都规定有连杆的疲劳试验负荷,并要求在该负荷下的疲劳周次达到500万以上。
而国内汽车发动机连杆大多采用的锻钢连杆和铸造连杆疲劳周次要达到50万以上是很困难的,因为连杆的工字筋部位均不经切削加工,细小的缺陷对连杆的疲劳寿命影响较大。
而国外主流连杆主要采用粉末锻造,如:美国通用汽车公司的别克轿车,德国宝马公司BMW、GNK Sintermetals公司制造的甚至连杆达到了抗拉强度1041MPa。
因此,要想培养自身的核心竞争力,当务之急必须谋动粉末冶金技术发展,以此为突破点增强国内零部件业已衰弱的竞争力。
随着我国汽车市场加速增长,粉末冶金技术市场潜力凸现近几年,中国汽车业一直保持高速发展。
据中国汽车工业协会的统计数据,2007年上半年,中国汽车累计产销量分别为445.67万辆和437.38万辆,同比增长22.36%和23.3%。
中国已经成为世界第二大汽车消费国,第三大汽车生产国,第一大汽车潜在市场。
伴随着中国汽车工业的蓬勃发展,带动了零部件市场的快速发展。
一、行业概况锻件及粉末冶金制品制造是传统的制造业领域,主要包括锻压、粉末冶金、金属注射成型等技术。
这些技术在各个行业都有广泛应用,如汽车制造、航空航天、石油化工等。
2024年,锻件及粉末冶金制品制造行业总产值稳定增长,市场需求逐渐增大。
二、市场状况1.锻件制造市场:锻件制造市场主要受到汽车、航空航天和工程机械等行业的需求影响。
近年来,随着我国汽车工业的快速发展,对锻件的需求量增加。
同时,国家对环保和能效的要求也推动了新能源汽车和电动汽车的发展,进一步促进了锻件市场的增长。
2.粉末冶金制品制造市场:粉末冶金制品制造市场主要应用于汽车、航空航天、电子器件等行业。
随着国家对环保的要求越来越高,轻量化成为了汽车制造的主要趋势,而粉末冶金制品正好可以满足这一需求。
同时,随着航空航天和电子器件的发展,对高强度和耐高温材料的需求不断增加,也推动了粉末冶金制品市场的增长。
三、发展趋势1.创新技术的应用:锻件及粉末冶金制品制造行业在技术方面仍有很大发展空间。
随着3D打印技术的应用,制造成本将会进一步降低,同时质量和生产效率也会提高。
另外,材料科学的发展也将推动新材料的研发和应用,进一步推动锻件及粉末冶金制品制造行业的发展。
2.国家政策的支持:随着国家对制造业的支持力度不断增加,制造业的发展空间将会进一步扩大。
在技术改造、环保政策、财政补贴等方面,国家将给予相应的政策支持,进一步推动锻件及粉末冶金制品制造行业的发展。
3.国际市场的开拓:锻件及粉末冶金制品制造行业对于外贸市场有很大依赖性。
随着中国制造业的国际竞争力不断提高,国际市场将成为该行业的重要增长点。
企业需要加强国际市场开拓,提高品牌知名度,扩大出口规模。
四、面临的挑战1.成本压力:锻件及粉末冶金制品制造行业的成本主要包括原材料成本、人工成本和能耗成本。
原材料价格的波动、人工成本的增加以及能源价格的上涨,都对企业造成一定的压力。
企业需要提高生产效率,降低成本,以保持竞争力。
粉末冶金零件行业的发展现状与展望摘要:文章简要介绍了粉末冶金的发展历史。
结合汽车工业分析了粉末冶金零件行业的市场结构,我国粉末冶金存在的问题和发展前景,介绍了目前金属粉末和成形工艺的部分新技术。
并对粉末冶金企业的发展提出了一些建议。
关键词:粉末冶金零件;汽车市场;新技术粉末冶金技术具有可近净成形、材料利用率高、能耗低、环境负荷小等优点,还可制造传统铸造方法和机械加工方法无法制备的材料和难以加工的零件,因此倍受人们的青睐。
随着全球工业化的蓬勃发展,粉末冶金行业发展迅速。
从世界范围来看,汽车行业现已成为粉末冶金零部件的最大应用领域。
当前我国汽车工业正处于高速发展的阶段,产销量增长很快,借此机会大力发展粉末冶金工业恰逢其时。
1、粉末冶金的发展历程粉末冶金作为一个产业大致起源于20世纪20至30年代,代表性产品是含油轴承,经过80余年的发展,现在已经成为一门重要的金属成形技术,并在汽车、摩托车、家电、办公机械、农机、工程机械、电动工具等领域得到了广泛应用。
近10年来,粉末冶金技术在车用传动、高性能材料、环境友好零件等三个领域取得了显著的进步。
如在制备高精度、高耐磨、高韧性和形状复杂的控制、轴承和齿轮零件上,采用了Mo预合金化材料、密度梯度变化、热处理等先进技术,使之整体密度为7.0g/cm,表面密度达到了7.5g/cm,表面硬度为40HRC,冲击韧性达到5.6J;高性能材料的典型例子是粉末锻造连杆,其重量和尺寸均在减小,节约了15%的材料,且具有细小均匀的显微组织和高的抗弯强度、刚度和疲劳强度;无害的环境友好零件包括零件制备过程和使用过程的绿色化,如为了改善机械加工性能,添加MnS制造无Pb无Co的材料,添加Cu3P低温液相烧结高速钢等[1]。
2、粉末冶金的主要市场从目前粉末冶金产品的具体应用来看,能够形成较大产业的市场方向有4部分:其一是粉末冶金类机械零部件,主要包括汽车、家电和电动工具等类别的金属零部件产品;其二是粉末冶金工模具材料,包括硬质合金、金刚石工具和粉末高速钢等;其三是磁性材料,主要包括钕铁硼磁体、铁氧体和磁粉芯等;第四是粉末冶金减磨润滑和摩擦材料,包括自润滑轴承、机动车刹车制动材料等。
2024年粉末冶金零件市场规模分析1. 引言粉末冶金是一种常用于制造复杂形状零件的工艺。
随着制造技术的进步和工业化的发展,粉末冶金零件在各个领域中得到了广泛应用。
本文将对粉末冶金零件市场规模进行分析,并探讨其发展趋势。
2. 粉末冶金零件市场概况粉末冶金零件市场在过去几年中呈现出稳定增长的态势。
2019年,全球粉末冶金零件市场规模达到了xx亿美元,预计到2025年将达到xx亿美元。
市场增长的主要驱动因素包括汽车、航空航天、能源和医疗设备等行业对高性能零件的需求增加。
3. 不同应用领域的市场需求3.1 汽车行业粉末冶金零件在汽车行业中的应用越来越广泛。
由于具有较高的强度和轻量化的特点,粉末冶金零件在汽车零部件中的使用越来越多。
预计未来几年,汽车行业对粉末冶金零件的需求将继续增长。
3.2 航空航天行业航空航天行业对高性能零件的需求非常高,而粉末冶金零件正是解决这一问题的有效方法之一。
粉末冶金零件具有高温、高强度和耐腐蚀等特点,被广泛应用于航空发动机和航天器等领域。
因此,随着航空航天行业的发展,粉末冶金零件市场也将得到进一步推动。
3.3 能源行业能源行业对高效节能的零件需求也在不断增加。
粉末冶金零件由于其在燃烧设备和工业炉等设备中具有很好的耐热、耐磨和抗腐蚀性能,因此在能源行业中得到广泛应用。
随着可再生能源领域的发展,粉末冶金零件市场将继续增长。
3.4 医疗设备行业粉末冶金零件在医疗设备行业中的应用也在不断扩大。
由于粉末冶金零件可以制造复杂形状和高精度的零件,并具有良好的生物相容性,因此在人工关节、牙科和植入式医疗器械等领域得到了广泛应用。
随着医疗技术的进步和老龄化人口的增加,粉末冶金零件市场有望继续增长。
4. 市场竞争格局目前,粉末冶金零件市场存在较多的竞争对手。
主要的公司包括ABC公司、XYZ 公司和123公司等。
这些公司在技术研发、生产能力和销售渠道等方面具有一定的优势。
为了在市场中保持竞争优势,各家公司不断加大对研发和创新的投入,并通过提高产品质量和服务水平来满足客户的需求。
分析| 我国粉末冶金制造行业市场现状与发展趋势通过自主研发创新和不断引进国外先技术,我国粉末冶金行业呈现出高速进展的态势,估计2023年行业收入将达70亿元以上。
在政策指导推动下,行业技术不断升级,将来市场规模有望再扩大。
粉末冶金步入自主研发阶段,估计2023年行业收入达70亿元粉末冶金是一种通过加热压实金属粉末至低于其熔点进行金属成型过程的技术。
该技术已经存在超过100年,在过去的25年成为了公认的生产各种高质量零件的优质技术。
该技术相较于其他金属成型技术,如锻造、铸造等,在材料利用率、外形简单度和尺寸掌握等方面均具有优势,由于其具有促进可持续进展的性质,粉末冶金被公认为绿色技术。
由于工业基础薄弱,我由于工业基础薄弱,我国粉末冶金行业起步较晚,其进展大致可以分为以下几个阶段:第一阶段(20世纪60年月-80年月初):初期进展20世纪60年月初,我国制造出了以含油轴承、汽车修理用板钢销衬、转向节套气门导管等为代表的粉末冶金零件,我国粉末冶金产业由此起航。
这一阶段,我国粉末冶金技术水平低,产品种类较少、外形简洁、精度不高。
其次阶段(80年月中期-20世纪末):技术引入改革开放之后,我国经济进入快速进展阶段,外资企业也大量进入,它们带来了先进设备和工艺技术,助推了我国工业水平的提升,粉末冶金技术也获得了较大进展,尤其是在迅猛的消费电子领域。
第三阶段(21世纪以来):自主研发近10多年来,世界粉末冶金技术日新月异,温压成形、金属注射成形、喷射成形微波烧结离子自扩散高温合等技术开头应用推广。
通过自主研发创新和不断引进国外先技术,我国粉末冶金行业呈现出高速进展的态势,技术水平快速提升,产品从简洁、低中等密度、低精度渐渐向结构简单、中高密度和精度转变。
依据中国机协粉末冶金协会自1996年起的统计数据,截止2023年,中国粉末冶金行业经受了几乎18年的连续增长,并已渐渐引起了国际粉末冶金行业的关注。
在经受了2023-2023年的产品结构调整后,2023年中国粉末冶金零件产业取得了新的增长,2023年粉末冶金零件的销售收入超过了69.5亿元。
粉末冶金发展前景粉末冶金是一种将金属粉末加工成零部件的方法,它具有节能高效,材料利用率高,成本低等优点,被广泛应用于汽车、航空航天、电子、机械制造等领域。
随着社会经济的不断发展和科技的进步,粉末冶金行业的前景也越来越广阔。
首先,随着汽车工业的快速发展,粉末冶金技术已广泛应用于发动机、燃料喷射系统、传动系统等关键部件的制造中。
粉末冶金制造的部件具有高强度、耐磨损、耐高温等优点,可以提高汽车的性能和可靠性,符合世界对汽车环保、节能的要求。
而且,粉末冶金制造的部件可以降低汽车重量,提高燃油利用率,减少排放,符合可持续发展的要求。
其次,航空航天行业对材料性能的要求非常高,粉末冶金制造的零部件具有密度均匀、机械性能优异、气密性好等优点,能够满足飞机的高强度、高耐受力的需求。
粉末冶金制造的部件还具有轻量化的优势,可以减轻飞机重量,提高飞行性能和燃油利用率。
因此,粉末冶金在航空航天领域有着广阔的应用前景。
另外,电子工业对材料的精密度和可靠性要求极高,而粉末冶金制造的部件可以达到亚毫米级和微米级的精度要求。
粉末冶金制造的部件还具有优异的电磁性能、热膨胀系数小、导电性好等特点,可以应用于电子元器件、电池、电子散热设备等领域。
随着人们对电子产品性能要求的不断提高,粉末冶金在电子工业的发展前景也日益广阔。
最后,粉末冶金制造的部件制造成本相对较低,对材料的利用率高,可以减少原材料消耗和能源消耗,符合资源节约型社会建设的要求。
同时,粉末冶金技术还具有生产过程简单、生产周期短等优势,能够提高企业的生产效率和竞争力。
总的来说,粉末冶金作为一种先进的制造技术,具有广泛的应用领域和较好的发展前景。
随着社会对节能环保、高性能材料的需求不断增加,粉末冶金技术有望在汽车、航空航天、电子等领域发挥更大的作用,为社会的发展做出更大的贡献。
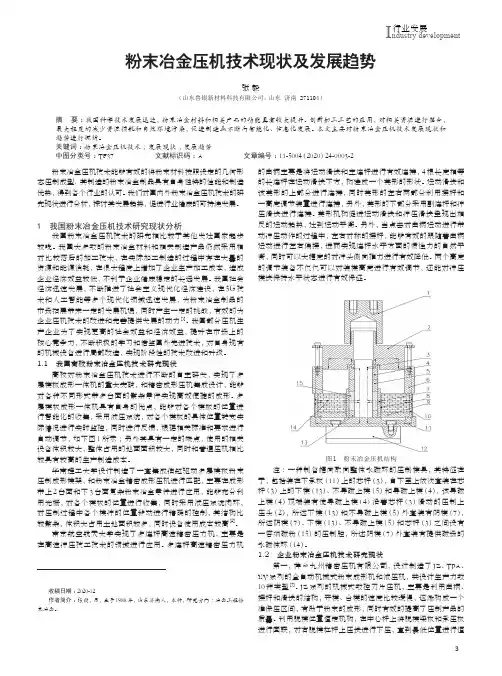
I ndustry development行业发展粉末冶金压机技术现状及发展趋势张 毅(山东鲁银新材料科技有限公司,山东 济南 271104)摘 要:我国科学技术发展迅速,粉末冶金材料和相关产品的功能具有较大提升。
创新加工工艺的应用,对相关资源进行整合,最大程度的减少资源损耗和自然环境污染,促进制造业不断向智能化、信息化发展。
本文主要对粉末冶金压机技术发展现状和趋势进行探析。
关键词:粉末冶金压机技术;发展现状;发展趋势中图分类号:TF37 文献标识码:A 文章编号:11-5004(2020)24-0003-2粉末冶金压机技术能够有效的将粉末材料按照设定的几何形态压制成型,其制造的粉末冶金制品具有自身独特的性能和制造优势,得到各个行业的认可。
我们对国内外粉末冶金压机技术的研究现状进行分析,探讨其发展趋势,促进行业健康的可持续发展。
1 我国粉末冶金压机技术研究现状分析我国粉末冶金压机技术的研究相比较于其他发达国家起步较晚。
我国大多数的粉末冶金材料和相关制造产品仍然采用相对比较落后的加工技术,在实际加工制造的过程中存在大量的资源和能源消耗,在很大程度上增加了企业生产加工成本,造成企业经济效益较低,不利于企业健康稳定的长远发展。
我国社会经济迅速发展,不断推进了社会主义现代化经济建设,在5G技术和人工智能等多个现代化领域迅速发展,为粉末冶金制品的市场拓展带来一定的发展机遇,同时产生一定的挑战,有效的为企业压机技术的改进和完善提供发展的动力[1]。
我国部分压机生产企业为了实现更高的社会效益和经济效益,提升在市场上的核心竞争力,不断积极的学习和借鉴国外先进技术,对自身现有的机械设备进行局部改造,实现阶段性的技术改进和升级。
1.1 我国高校粉末冶金压机技术研究现状高校对粉末冶金压机技术进行不断的自主研发,实现了多层模板成形一体机的重大突破,和精密成形压机集成设计,能够对各种不同形式带多台面的繁杂零件实现高效便捷的成形。
粉末冶金国内外技术现状与市场需求大力发展粉末冶金技术,积极培养核心竞争力当前我国汽车零部件企业不仅面临着跨国企业的猛烈冲击和国内企业间同质化的激烈竞争,还有上游原料成本的挤压以及下游主机及经销商不断提高的产品质量标准。
而我国大多数汽车零部件企业的现状却是专业化水平低,产品开发能力弱。
绝大多数零部件企业不具备产品开发能力,产品开发主要依靠主机厂,难以适应整车更新换代的要求,企业自身核心竞争力较低。
由此,使得企业在不断上涨的成本压力下并不能有效的得到传导,迫使企业收益水平不断下降。
面临当前困境,积极培养自身核心竞争力便成为目前企业亟需解决的问题。
我们知道汽车核心零部件中,附加值较高的主要有:发动机的进排气门、发动机连杆、变速箱齿轮中的同步器锥环和油泵主从动齿轮等。
而这些零部件中,主流的核心技术,便是粉末冶金技术。
如:连杆是发动机上的重要零件,许多引进车型图纸上都规定有连杆的疲劳试验负荷,并要求在该负荷下的疲劳周次达到500万以上。
而国内汽车发动机连杆大多采用的锻钢连杆和铸造连杆疲劳周次要达到50万以上是很困难的,因为连杆的工字筋部位均不经切削加工,细小的缺陷对连杆的疲劳寿命影响较大。
而国外主流连杆主要采用粉末锻造,如:美国通用汽车公司的别克轿车,德国宝马公司BMW、GNK Sintermetals公司制造的甚至连杆达到了抗拉强度1041MPa。
因此,要想培养自身的核心竞争力,当务之急必须谋动粉末冶金技术发展,以此为突破点增强国内零部件业已衰弱的竞争力。
随着我国汽车市场加速增长,粉末冶金技术市场潜力凸现近几年,中国汽车业一直保持高速发展。
据中国汽车工业协会的统计数据,2007年上半年,中国汽车累计产销量分别为445.67万辆和437.38万辆,同比增长22.36%和23.3%。
中国已经成为世界第二大汽车消费国,第三大汽车生产国,第一大汽车潜在市场。
伴随着中国汽车工业的蓬勃发展,带动了零部件市场的快速发展。

粉末冶金发展趋势
粉末冶金是一种通过将金属或非金属材料制成粉末,然后通过成型和烧结等工艺将其加工成成品的技术。
以下是粉末冶金发展的一些趋势:
新材料的应用:随着科学技术的不断进步,新型材料的研发和应用呈现出快速增长的趋势。
粉末冶金技术能够制备各种复杂的合金、复合材料和纳米材料,因此在新材料领域有着广阔的应用前景。
精密制造和微型化:随着粉末冶金工艺的不断改进和精密制造技术的发展,粉末冶金正在越来越多地应用于精密零件和微型器件的制造。
这种趋势主要受到航空航天、电子、医疗和汽车等领域对高精度和微型化产品的需求驱动。
可持续发展:粉末冶金技术在资源利用和环境保护方面具有优势。
通过粉末冶金,可以实现高效利用原材料,减少能源消耗和废料产生。
因此,粉末冶金在可持续发展领域具有潜力,并得到越来越多的关注和应用。
数字化和智能化:随着工业4.0和数字化制造的兴起,粉末冶金也逐渐向数字化和智能化方向发展。
通过引入先进的模拟、优化和控制技术,可以提高生产过程的效率和质量,并实现粉末冶金制造的智能化管理。
3D打印技术的应用:粉末冶金技术与3D打印技术相结合,可以实现高度定制化和复杂形状的零件制造。
这种结合为制造业带来了新的机遇和挑战,使粉末冶金成为3D打印领域的重要技术之一。
总体而言,粉末冶金在新材料应用、精密制造和微型化、可持续发展、数字化和智能化以及与3D打印技术的结合等方面都有着不断发展的趋势。
这些趋势将进一步推动粉末冶金技术的创新和应用,为各个领域带来更多的机遇和突破。
2023年粉末冶金零件行业市场分析现状粉末冶金零件是一种特殊的制造工艺,通过将金属粉末压制成型,然后进行烧结或热处理,最终得到具有特定形状和性能的零件。
粉末冶金零件广泛应用于传动、制动、密封、结构等各个领域,市场需求量巨大。
粉末冶金零件行业市场呈现以下几个现状:1. 市场规模持续扩大:随着汽车、摩托车、机器制造等行业的快速发展,对粉末冶金零件的需求不断增加。
另外,新能源汽车、高速铁路、航空航天等领域对高强度、轻量化零件的需求也在增长,进一步推动了市场扩大。
2. 技术水平提升:随着科技的进步,粉末冶金工艺和设备不断改进,生产效率和产品质量得到提高。
烧结、喷涂、热应力处理等先进技术的应用,使得粉末冶金零件的性能得到进一步提升,更好地满足市场需求。
3. 产业结构调整:由于市场规模的扩大,粉末冶金零件产业链不断完善。
从粉末生产、压制、烧结、后处理等环节,形成了一条完整的产业链。
同时,一些大型企业开始进行产业布局和整合,通过并购、联合等方式提升竞争力。
4. 国内外市场竞争激烈:粉末冶金零件市场全球化程度高,竞争激烈。
国内一些企业具有价格优势,但技术创新能力还有待提高。
国外企业则拥有先进的技术和持续创新能力,占据了市场的一部分份额。
国内企业需要加强技术研发和创新,提高产品品质,才能在市场上取得更大的份额。
5. 环保要求提高:随着环保意识的增强,对于粉末冶金零件的生产过程和材料选择提出了更高的要求。
粉末冶金工艺相比于传统加工工艺,能够减少材料浪费和能耗,降低环境污染,因此在市场上具有一定的优势。
面对上述市场现状,粉末冶金零件行业可以采取以下策略:1. 提升技术创新能力:加大对新材料、新工艺、新设备的研发投入,提高产品性能和质量,满足市场对高强度、轻量化、耐磨损等特殊性能的需求。
2. 加强国际合作与竞争力:通过与国外企业的技术合作、资本合作,引进国外先进技术和管理经验,提高核心竞争力。
3. 加大品牌宣传和市场拓展力度:通过增加品牌知名度,提高产品的市场份额和竞争力。
1 粉末冶金技术 摘要:粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。粉末冶金法与生产陶瓷有相似的地方,因此,一系列粉末冶金新技术也可用于陶瓷材料的制备。粉末冶金材料是指用几种金属粉末或金属与非金属粉末作原料,通过配料、压制成形、烧结等工艺过程而制成的材料。这种工艺过程成为粉末冶金法,是一种不同于熔炼和铸造的方法。其生产过程与陶瓷制品相类似,所以又称金属陶瓷法。粉末冶金法不仅是制取具有某些特殊性能材料的方法,也是一种无切削或少切削的加工方法。它具有生产率高、材料利用率高、节省机床和生产占地面积等优点。但金属粉末和模具费用高,制品大小和形状受到一定限制,制品的韧性较差。粉末冶金法常用于制作硬质合金、减摩材料、结构材料、摩擦材料、难熔金属材料、过滤材料、金属陶瓷、无偏析高速工具钢、磁性材料、耐热材料等。
关键词:粉末冶金、基本工序、应用、发展方向、问题及机遇 2
Powder metallurgy technology Abstract: Powder metallurgy is used for preparing metal or metal powder (or metal powder and metal powder mixture) as raw material, after forming and sintering, manufacture of metal materials, composite and various types of products technology.Powder metallurgy method and the production of ceramic have similar place, therefore, a series of new powder metallurgy technologies can also be used for preparing ceramic material. Powder metallurgy materials refers to the use of several kinds of metal powder or metal and non metal powder as raw material, through mixing, pressing, sintering process and made of materials.The process to become powder metallurgy method, is different from the melting and casting method.Its production process and ceramic products are similar, so called ceramic metal.Powder metallurgy method not only has some special properties of material preparation method, is also a kind of without cutting or less cutting processing method. It has high productivity, high material utilization rate, saving machine tools and production area etc..But the metal powder and high mold cost, product size and shape are subject to certain restrictions, flexibility is poor.Powder metallurgy method often used for the production of hard alloy, antifriction material, structural material, friction material, refractory metal materials, filter materials, metal ceramic, no segregation in high speed tool steel, magnetic materials, heat resistant materials.
Key words: powder metallurgy, basic process, application, development trend,
problems and opportunities 3
一、世界粉末冶金工业概况 2003年全球粉末货运总量约为88万吨,其中美国占51%,欧洲18%,日本13%,其它国家和地区18%。铁粉占整个粉末总量的90%以上。从2001年起,世界铁粉市场持续增长,4年时间增加了近20%。 汽车行业仍然是粉末冶金工业发展的最大动力和最大用户。一方面汽车的产量在不断增加,另一方面粉末冶金零件在单辆汽车上的用量也在不段增加。北美平均每辆汽车粉末冶金零件用量最高,为19.5公斤,欧洲平均为9公斤,日本平均为8公斤。中国由于汽车工业的高速发展,拥有巨大的粉末冶金零部件市场前景,已经成为众多国际粉末冶金企业关注的焦点。 粉末冶金铁基零件在汽车上主要应用于发动机、传送系统、ABS系统、点火装置等。汽车发展的两大趋势分别为降低能耗和环保;主要技术手段则是采用先进发动机系统和轻量化。 欧洲对汽车尾气过滤为粉末冶金多孔材料又提供了很大的市场。在目前的发动机工作条件下,粉末冶金金属多孔材料比陶瓷材料具有更好的性能优势和成本优势。 工具材料是粉末冶金工业另一类重要产品,其中特别重要的是硬质合金。目前制造业的发展朝着3A方向,即敏捷性(Agility)、适应性(Adaptivity)和可预测性(Anticipativity)。这要求加工工具本身更锋利、刚性更好、韧性更高;加工材料的范围扩大到吕合、镁合金、钛合金以及陶瓷等;尺寸精度要求更高;加工成本要求更低;环境影响要减到最小,干式加工比例更大。这些新要求加快了粉末冶金工具材料的发展。硬质合金的晶粒(<200nm=和超粗晶粒(>6um);涂层技术发展很快,CVD、PVD、PCVD技术日益完善,涂层种类也很多,从常用的CVDTiCN/Al2O3/TiN到CVDPCBN(聚晶立方BN)以及PVDTiAIN,Al2O3,cBN(立方BN)和SiMAlON等,满足加工场合的需要。 信息行业的发展也为粉末冶金工业提供了新的契机。日本电子行业用的粉末冶金产品已经达到了每年4.3亿美元,其中热沉材料占23%,发光与点极材料占30%。前者主4
要包括散热材料,如Si/SiC,Cu-Mo,Cu-W,Al-SiC,AlN以及Cu/金刚石等材料;后者则主要包括钨、钼材料。 二、粉末冶金技术简介 粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。 粉末冶金工艺的基本工序是: 1、原料粉末的制备。现有的制粉方法大体可分为两类:机械法和物理化学法。而机械法可分为:机械粉碎及雾化法;物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。其中应用最为广泛的是还原法、雾化法和电解法。 2、粉末成型为所需形状的坯块。成型的目的是制得一定形状和尺寸的压坯,并使其具有一定的密度和强度。成型的方法基本上分为加压成型和无压成型。加压成型中应用最多的是模压成型。 3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。成型后的压坯通过烧结使其得到所要求的最终物理机械性能。烧结又分为单元系烧结和多元系烧结。对于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;对于多元系的液相烧结,烧结温度一般比其中难熔成分的熔点低,而高于易熔成分的熔点。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。 4、产品的后序处理。烧结后的处理,可以根据产品要求的不同,采取多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金材料烧结后的加工,取得较理想的效果。 粉末冶金材料和工艺与传统材料工艺相比较: 1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品,比如金属与非金属组成的摩擦材料等,控制制品的孔隙率和孔隙大小,可生产各种多孔性才材料和多孔含油轴承。 2.提高材料性能。用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细5
小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。 3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。提高材料利用率,降低成本。 粉末冶金工艺的优点: 1、绝大多数难熔金属及其化合物、假合金、多孔材料只能用粉末冶金方法来制造。 2、由于粉末冶金方法能压制成最终尺寸的压坯,而不需要或很少需要随后的机械加工,故能大大节约金属,降低产品成本。用粉末冶金方法制造产品时,金属的损耗只有1-5%,而用一般熔铸方法生产时,金属的损耗可能会达到80%。 3、由于粉末冶金工艺在材料生产过程中并不熔化材料,也就不怕混入由坩埚和脱氧剂等带来的杂质,而烧结一般在真空和还原气氛中进行,不怕氧化,也不会给材料任何污染,故有可能制取高纯度的材料。 4、粉末冶金法能保证材料成分配比的正确性和均匀性。 5、粉末冶金适宜于生产同一形状而数量多的产品,特别是齿轮等加工费用高的产品,用粉末冶金法制造能大大降低生产成本。 粉末冶金工艺的缺点: 1、在没有批量的情况下要考虑 零件的大小. 2、模具费用相对来说要高出铸造模具. 三、粉末冶金技术的应用与发展 1、用用于机械零件的制造 现代粉末冶金技术在机械制造中的应用范围正沿两个方向扩展:一是制取承受高负荷的零件;二是制取几何尺寸复杂、尺寸精度高的零件,并使最终机械加工量减至最小限度。 在承受高负荷零件的制造中,后致密化技术中的锻造(以下简称粉末锻造)和热等静压起到了非常重要的作用。 粉末锻造又称预型坯热端,是粉末冶金预热段组成的复合工艺。用这种方法制成的零件,其密度可达理论密度的99.4%。它主要用于铁基零件,用用的材料主要是碳钢和低合金钢,也用也高温合金。用这种方法制造的锦基高温合金零件的强度—温度性能已经超过了传统方法制造的同一合金零件。