煤矿带式输送机跑偏原因分析及调整方法实践
- 格式:pdf
- 大小:1.44 MB
- 文档页数:3
1242019年第3期
收稿日期 2018-08-21作者简介 邢庆阳(1990-),男,内蒙古丰镇人,2014年毕业于中北大学信息商务学院测控技术与仪器专业,现在同煤集团四台矿安监站从事煤矿安全相关工作,助理工程师。
煤矿带式输送机跑偏原因分析及调整方法实践邢庆阳(同煤集团四台矿安监站,山西 大同 037003)
摘 要 带式输送机作为平井和斜井的主要物料运输工具,在煤矿安全生产中起到了积极的作用。但在实际生产中,由于产品质量、安装调试、使用维护等多方面原因,经常会发生输送带跑偏现象,严重影响生产效率。本文对输送带跑偏原因进行了分析,并结合现场情况,提出了预防和处理的方法,提高了带式输送机的安全稳定性。关键词 输送带 跑偏 分析 调整中图分类号 TD528+.1 文献标识码 A doi:10.3969/j.issn.1005-2801.2019.03.048
Cause Analysis and Adjustment of Belt Conveyor Deviation in Coal MineXing Qing-yang(Safety Supervision Station of Sitai Mine, Datong Coal Mine Group, Shanxi Datong 037003)
Abstract: Belt conveyor, as the main material transportation means of horizontal and inclined shafts, plays an active role in coal mine safety production. But in the actual production, due to the product quality, installation and debugging, use and maintenance and other reasons, often occur belt deviation phenomenon, serious impact on production efficiency. This paper analyzes the reasons of belt deviation, and puts forward the methods of prevention and treatment according to the field situation, which improves the safety and stability of belt conveyor.Key words: conveyor belt running deviation analysis adjust
四台矿是大同煤矿集团主力生产矿井之一,井田位于大同煤田西北部,是国家“七五”期间重点建设项目,设计生产能力500万t/a,平均每天的运输量在1.37万t左右。由于线路长且连续运转,带式输送机经常会发生各种故障,如电机烧坏、输送带跑偏、输送带撕裂等,严重影响矿井正常生产,甚至还会造成人员伤亡。由于70%~80%煤矿井下带式输送机故障都是由输送带跑偏造成的,因此大同煤矿集团四台矿输送带队通过研究输送带跑偏原因,结合实际情况,提出了相应的调整方法。 1 带式输送机跑偏的原因分析1.1 带式输送机自身质量问题(1)托辊质量不过关。托辊是由轴承和钢管等零部件构成的,制造工艺简单,但是如果不注意严格把关,就会导致焊接粗糙,转动不平稳,甚至整体带有一定锥度。(2)滚筒不合格。带式输送机一般有主副滚筒、尾筒和卸载滚筒三类滚筒,虽然筒径不同,但都要求与输送带有较大的摩擦力。由于厂家生产的各个滚筒光洁度不同,在生产中又容易粘接煤,所以容易造成打滑跑偏。(3)清带器失效。清带器平直度不够,而且弹卡过一段时间以后就会失去原有弹力。致使粘黏的煤渣无法清理干净,最终会粘附到输送带、托辊、滚筒上,影响正常运行。(4)输送带有缺陷。由于四台矿每年都要采购大量的输送带,而且型号规格不同,因此采购的厂商和途径也有所不同。这也导致采购回来的输送带表面光滑度不一致,甚至有的还会有明显的缺陷,如裂纹、钢丝外露等。1.2 安装与调试不到位
(1)安装基础设施不合格。带式输送机要进行安装,需要有相应的基础设施,包括基础坑、支盒子等。由于井下环境恶劣,施工监督不到位,基础施工难以达到规范要求,造成传输机安装后不水平。(2)输送机滚筒与相邻的支架中心线不在同一条水平线上。安装完成后,带式输送机运转,容1252019年第3期
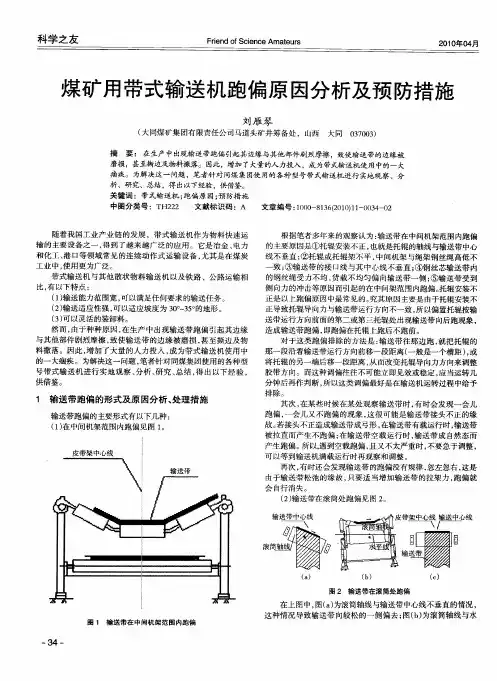
易产生不均匀的横向拉力,最终与滚筒产生的径向拉力共同作用造成输送带跑偏。(3)张紧力大小调整不当。安装带式输送机的关键除了调整水平,另外一个就是张紧力。张紧力太大,输送带与滚筒、托辊摩擦力太大,磨损太快,产生大量的热,容易造成输送带快速磨损、撕裂,甚至电机烧坏。而张紧力太小,则容易产生打滑、跑偏。(4)输送带对接处不顺滑。输送带的长度是有限的,在长距离的运输中,不可避免的要把输送带进行硫化对接(如图1所示)。硫化处的柔性不同于正常输送带,如果对接操作不规范,就会使输送带接口两端受到的摩擦力不同,从而造成输送带跑偏。 图1 输送带硫化对接 图2 物料不居中(5)卸料点布置不合理。卸料过程经常会遇到两种不合理的状况影响输送带的正常运输,一种是物料从较高处砸落,这种情况不仅对设备有冲击损伤,而且会产生振动,影响设备运行的平稳性;另一种是物料掉落不在输送带的中心线上(如图2),物料始终向一端倾斜,受力不均匀必将造成输送带跑偏。1.3 后期维护与保养有缺失为了避免输送带跑偏,有效延长带式输送机的使用寿命,还需要对其进行定期检查,及时做出调整或者更换配件。主要维护和保养的内容有:输送带磨损定期更换、张紧力的调整、检查清带器是否完好有效、及时调整等。但由于井下工况复杂恶劣,所以不可避免的会出现维护与保养的缺失。2 带式输送机跑偏的预防和处理方法输送带跑偏的调整应当在没有载荷的情况下进行。一般从头部开始,即卸载滚筒开始,沿着输送带方向逐步向前,但有时也要根据实际情况,直接从有问题的托辊处调整。调整时要逐步微调,切忌一次调整幅度太大。另外,调整完后,一定要运行观察一段时间,静态调整合适并不代表动态的时候就不再跑偏。大同煤矿集团四台矿输送带队通过多年实践,结合现场实际,总结积累了下列预防和处理输送带跑偏的方法。2.1 带式输送机跑偏的预防方法
(1)严把产品质量关在购进带式输送机的时候,严把质量关,从输送带、托辊、滚筒、清带器等各个环节把关。虽然质量好的带式输送机价格高,但从长远来看,减少了检修停产的时间,提高了生产效率。(2)严格按照规范调试安装设备从基础设施建设到带式输送机安装调试,都严格按照文件规范来实施,不能随意降低标准。前期的严格要求不仅降低了后期的维护难度,而且能够减少不必要的生产损失。(3)定期维护更换带式输送机由于井下恶劣的工作环境和高强度的使用率,输送带输送机在使用一段时间后难免会发生各种故障。为了在故障发生前有效地规避或者减少故障的发生率,必须进行定期维护和零部件的更换,当然,输送带的磨损更换是最常见的。2.2 带式输送机跑偏的处理方法
(1)支架调整法输送带在运行中,经常向一侧跑偏,首先应当检查H架是否正,其中包括水平和垂直两个方向的内容。调整H架可以从两方面入手,如果跑偏不太严重,可以微调H架;如果跑偏比较严重,就需要增加垫高块。(2)调偏托辊法这种方法常用在输送带头尾两滚筒处并未跑偏,只是在中间某一段出现跑偏现象,而H架水平高度又没有任何问题。这时,利用托辊架上安装托辊孔位较长,有一定的调整量,来进行调整。具体方法是,往哪端跑,提高该端的托辊,如果单独提高一端的托辊不能解决问题,可以尝试降低另一端托辊。(3)滚筒调偏法滚筒调偏法,主要用于整体调偏。如果带式输送机出现整体跑偏,就应该使用滚筒进行调偏。首先,看滚筒的预紧力,如果预紧力太低,滚筒的摩1262019年第3期
落地矸石中带煤率不大于5%,且安装使用的新型螺旋溜槽,将彻底解决块煤合格率下降问题,大大地提升了煤炭块率,对提高企业经济效益,减少客户争议有着积极的意义。(1)资金投入设备及工具租赁费用每年约为160万元,相关土建及安装工程费用约为90万元。(2)产出效益坪上煤业销售中块煤占每年产量约为27%,分选后中块煤销售价吨煤可提高20元,以坪上煤业年产量135万t计,每年可增收729万元(1350000×27%×20=7290000元)。
4 推广应用情况TDS智能干选系统及新型螺旋溜槽已在坪上煤业正式投用,分离矸石和炭块效果显著,且有效地
(上接第123页)
擦力降低,就容易跑偏或者打滑。其次,观察滚筒上是否有附着物,因为如果一端的附着物多,而另一端较少,输送带就会被迫向少的那端移动,发生偏移。最后,如果上述两种情况都没有发生,滚筒光洁且预紧力符合要求还发生偏移,则可以根据偏移方向来调整相应的轴承座,直至达到理想状态。(4)输送带自身调整法输送带在使用一段时间后,难免会发生磨损,有时候磨损两端不均匀,所以会发生跑偏。输送带接头处在对接以后,由于接头工艺不到位,接头处每次经过滚筒或者托辊,都会发生一定的位移,这些都会造成输送带偏移。避免该情况的产生就需要定期更换输送带,严格按照要求对接输送带。
3 实践效果结合四台矿实际进行了一定的预防和处理,输送带事故已经大幅减少。统计对比2016年和2017年输送带队事故如表1所示。从表1可以看出,通过实施定期排查、有效预防、针对处理以后,各类型事故发生次数都有所减少,输送带磨损和输送带撕裂情况都有了很大的改善,从经济效益看,减少了经济损失约35万元。
表1 大同煤矿集团四台矿输送带队事故统计年份输送带磨损(m)输送带撕裂(m)断带次数烧毁电机(台)经济损失(万元)
20169726214720173681012
4 结语通过分析带式输送机跑偏的原因,结合大同煤矿集团四台矿输送带队的实际情况,提出了预防和处理输送带跑偏的方法,有效地解决了输送带跑偏的问题,降低了生产成本,减少了经济损失。【参考书目】[1] 田洪瑞.带式输送机输送带跑偏原因分析与纠偏措施[J].现代制造技术与装备,2016(02):102-106.[2] 刘元柱.带式输送机跑偏的原因与调试[J].煤炭技术,2011,30(08):32-33.[3] 刘训涛,李光煜,李阳星.带式输送机跑偏原因分析及调偏托辊的研究[J].煤矿机械,2008,29(06):67-69.[4] 宋尚山.试分析如何防止带式输送机跑偏[J].山东煤炭科技,2017(06):115-116.[5] 郭永波.矿用带式输送机跑偏原因分析及对策措施研究[J].山东煤炭科技,2018(03):113-114.