复合固定循环指令运用
- 格式:doc
- 大小:34.50 KB
- 文档页数:3
数控车床常见故障处理
1 复合型固定循环的运用
一 循环指令定义
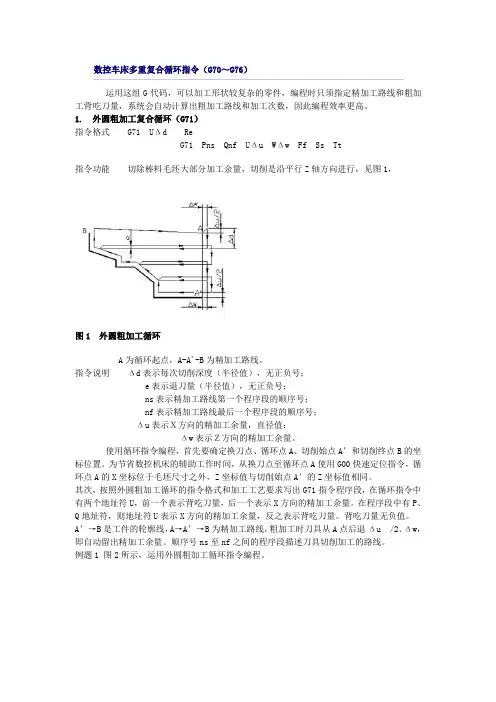
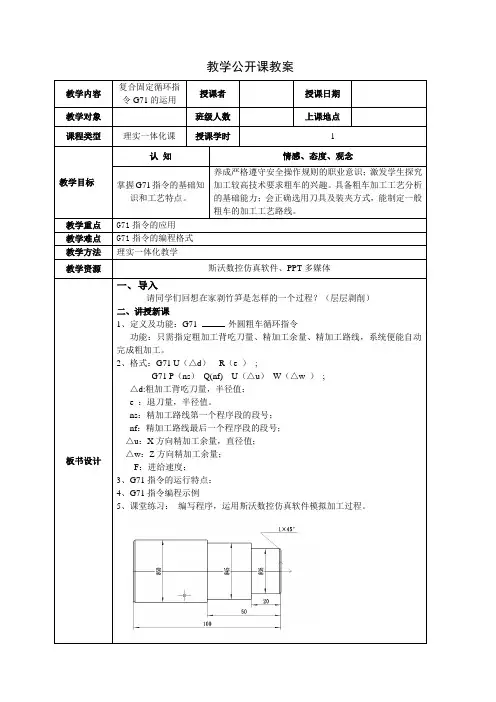
1复合型车削固定循环G71编程单位指定:
G71 U(△d) R(e);
G71 P(ns) Q(nf) U(△U) W(△w) F(f) S(s) T(t);
△d: X轴每次循环切深,半径指定,单位 毫米。
e: 回退量,单位 毫米。
△U:X轴方向精加工余量,直径指定,单位 毫米。
△W: Z轴方向精加工余量,单位 毫米。
注:在G71指令的程序段中,精加工程序段群的第一段程序必须是含有G00,G01的指令,但不能含有Z轴移动指令。在此程序段群中,X轴,Z轴必须都是沿着单调增大或减小的方向移动。
2 复合型车削固定循环G72编程单位指定:
G72 W(△d) R(e);
G72 P(ns) Q(nf) U(△U) W(△w) F(f) S(s) T(t);
△d: Z轴方向每次循环切深,单位 毫米。
e: 回退量,单位 毫米。
△U:X轴方向精加工余量,直径指定,单位 毫米。
△U: Z轴方向精加工余量,单位 毫米。
注:在G72指令的程序段中,精加工程序段群的第一段程序必须是含有G00,G01的指令,但不能含有X轴移动指令。在此程序段群中,X轴,Z轴必须都是沿着单调增大或减小的方向移动。
3 复合型车削固定循环G73编程单位指定:
G73 U(i) W(k) R(d);
G73 P(ns) Q(nf) U(△U) W(△w) F(f) S(s) T(t);
i: X轴最大切削余量,半径指定,单位 毫米。
k: Z轴回退量,单位 毫米。
d: 分割次数。R0.001表示1次。
△U:X轴方向精加工余量,直径指定,单位 毫米。
△U: Z轴方向精加工余量,单位 毫米。
4 端面深孔钻循环G74编程单位指定:
G74 R(e);
G74 Z(w) Q(△k) F(f);
e: 回退量,单位 毫米。
w:Z方向钻削深度,无符号,单位 毫米。
△k: Z轴方向每次钻削深度,无符号,单位 微米。
数控车床常见故障处理
2 5 复合型螺纹切削循环G76 编程单位指定:
G76 P(m r a) Q(△dmin) R(d);
G76 X(U) Z(w) R(i) P(k)Q(△d)F(L);
m: 精加工次数。
r: 螺纹倒角宽度。
a:刀尖角度可选 80 60(公制) 55(英制) 30 29 0 。
△dmin:螺纹加工最小切入量,直径指定,单位 微米。
d: 螺纹精加工余量,单位 毫米。
i:螺纹加工大小头半径差, i=0为直螺纹,单位 毫米。
K:螺纹牙高,半径指定,单位 微米。
△d: 第一刀切入量,单位 微米。
L: 螺距,单位毫米,或是英寸/牙。
二 注意事项:
(1) K100T系统中复合型固定循环有效参数设为无效,将系统中中P2.7设为1即可。
(2) 复合型固定循环编程时应注意以下几点:
①在G71,G72,G73指令的程序段中,如果有P指令了顺序号,那么对应此顺序号的程序段必须指令01组G代码G00或G01直线移动指令,否则产生(P/S报警65)。
②在MDI方式中,不能执行G70,G71,G72,G73指令。如果指令了,则产生报警(P/S,67)。
③在G70,G71,G72,G73程序段中,用P和Q指令顺序号的程序段范围内,不能有下面指令。除G04(暂停)外的一次性代码G00,G01,G02,G03以外的01组代码,06组G代码,M98/M99指令。
④在G70,G71,G72,G73程序段中,用P和Q指定的精加工形状的程序段组合的最后一个移动指令不能是倒角或过渡园。否则会产生P/S报警(069)。
数控车床常见故障处理
3
一 K100T系统比K1Ti系统在功能上有那些提高。
1 增加工件坐标系选择功能(G54 -G59)
2 增加螺距补偿功能。
3 宏指令运算功能。
4 K100T系统在刀补方式中增加了一刀补C参数选择功能,此参数设为0时,单独指令换刀指令,如T0101,机床刀架会自动运行到机床的机械零点。一般如果此参数设为0时,需配合移动指令一起指定,如T0101 G00 X50 Z10 ;这样也可以提高机床的工作效率。
二 通讯时程序传输参数的设定。
三 凯恩帝1Ti系统配伺服驱动器以及步进驱动器,回零开关的连接方式。