热喷涂耐磨涂层技术
- 格式:doc
- 大小:25.50 KB
- 文档页数:3
热喷涂涂层结构简介热喷涂涂层结构是一种在工程领域广泛应用的表面改性技术,通过将材料熔化喷涂到基体表面,形成附着牢固的薄膜,从而改善基体的性能和使用寿命。
热喷涂技术包括火焰喷涂、电弧喷涂、高速火焰喷涂和高速冷喷涂等方法,涂层结构的设计与性能直接相关。
常见的热喷涂涂层结构单层结构单层涂层结构是最简单的一种热喷涂涂层结构,由一种材料构成。
该结构常见于对基体表面的保护和修复,如防腐涂层和耐磨涂层。
根据不同的工程要求,可选择不同的喷涂材料,比如金属合金、陶瓷、聚合物等。
单层结构的优点是制备过程简单,成本低廉,但其性能受限。
复合结构复合结构是一种由多种材料组合而成的热喷涂涂层结构,常见的有纳米复合涂层、金属-陶瓷复合涂层等。
复合结构可以充分发挥不同材料的特点,提高涂层的综合性能。
例如,金属-陶瓷复合涂层结构可以兼顾金属材料的韧性和陶瓷材料的硬度,提高涂层的抗磨损和抗腐蚀性能。
渐变结构渐变结构是一种在涂层厚度或组分上逐渐变化的热喷涂涂层结构。
渐变结构可以通过改变喷涂参数、喷涂速率或使用多个喷涂枪同时喷涂不同材料,实现涂层性能的逐渐过渡。
这种结构可以减少涂层与基体之间的应力集中,提高涂层与基体之间的结合强度。
网状结构网状结构是一种由有机和无机物质相互交织构成的热喷涂涂层结构,其特点是具有多孔结构和大表面积。
网状结构的涂层可以用于吸附和过滤等应用,在环境保护和生物医学领域有广泛的应用前景。
热喷涂涂层结构设计原则1.界面结合强度:涂层与基体之间的结合强度是设计中的重要考虑因素。
需要确保涂层能够牢固附着在基体上,不易剥落或开裂。
2.喷涂材料的选择:根据不同的工程要求选择合适的喷涂材料。
一般情况下,金属合金用于提高涂层的力学性能,陶瓷材料用于提高涂层的耐磨性和抗腐蚀性能,聚合物用于提高涂层的弹性和耐热性能。
3.组分和结构的优化:合理设计涂层的组分和结构,以满足特定的工程要求。
例如,在涂层应具备抗磨损性的场合,可以通过添加硬质颗粒或微纳米材料来提高涂层的硬度。
aps喷涂工艺技术APS喷涂工艺技术(Atmospheric Plasma Spray)是一种常用于涂覆陶瓷、金属和合金材料的喷涂工艺。
它通过将喷雾材料在等离子体喷涂枪中加热和加速,然后将其喷涂在基体材料表面上,形成致密、坚固且耐磨的涂层。
APS工艺技术具有许多优势和应用广泛,下面将介绍其工艺原理、应用和发展前景。
APS喷涂工艺是一种热喷涂技术,其原理基于高温等离子体产生的热能和动能。
在等离子体喷涂枪中,通过向喷涂材料供给高能量电弧,产生高温等离子体,然后将喷涂材料加热到高温并加速喷射出去。
在喷涂过程中,喷雾颗粒与基体材料表面发生瞬态熔融和冷却,在表面上形成致密的涂层。
由于喷涂温度较高,APS工艺技术能够喷涂高熔点材料,如氧化铝、钨等。
APS喷涂工艺技术被广泛应用于各个领域。
在航空航天工业中,APS喷涂可用于涂覆涡轮叶片、燃烧室和发动机部件等,提高其耐磨和热屏障性能。
在能源行业,APS喷涂可用于涂覆燃烧器喷嘴、热交换器和管道等,提高其耐磨和耐腐蚀性能。
此外,APS喷涂还被应用于医疗领域、电子领域和新材料研发领域。
APS喷涂工艺技术具有许多优势。
首先,它能够在较短时间内形成均匀、致密的涂层,具有较高的结合强度。
其次,APS工艺技术适用于不同形状和尺寸的基体材料,能够实现复杂表面的一次性喷涂。
再次,该工艺对喷涂材料的适应性广泛,可涂覆陶瓷、金属和合金等不同材料。
此外,APS喷涂还具有较高的喷涂效率和可持续性,对环境友好。
APS喷涂工艺技术在未来的发展前景广阔。
随着科学技术的不断进步和应用需求的增加,人们对涂层材料性能的要求也越来越高。
APS工艺技术具有优良的涂层性能和多样性,能够满足不同领域的应用需求。
未来,随着材料科学和工艺技术的进一步研究,APS喷涂工艺技术将进一步完善和发展,为各个行业提供更高性能的涂层材料。
总之,APS喷涂工艺技术是一种重要的喷涂工艺,具有广泛的应用领域和发展前景。
它通过高温等离子体喷涂和冷却过程,在基体材料表面形成致密、坚固且耐磨的涂层。
耐磨涂层技术在航空航天领域的进展一、耐磨涂层技术概述耐磨涂层技术是一种通过在材料表面施加一层具有耐磨性能的涂层来提高材料耐磨性的技术。
这种技术在航空航天领域具有重要的应用价值,因为航空航天设备在运行过程中往往会面临高速摩擦、高温、高压等恶劣环境,对材料的耐磨性提出了很高的要求。
耐磨涂层技术可以有效地提高航空航天设备材料的耐磨性,延长其使用寿命,提高设备的可靠性和安全性。
耐磨涂层技术的原理是通过在材料表面形成一层具有特定结构和性能的涂层,来改变材料表面的物理和化学性质,从而提高材料的耐磨性。
涂层的结构和性能可以通过选择不同的涂层材料、涂层工艺和涂层参数来进行调控。
常见的耐磨涂层材料包括金属涂层、陶瓷涂层、聚合物涂层等,不同的涂层材料具有不同的性能特点,可以根据具体的应用需求进行选择。
涂层工艺也是耐磨涂层技术的重要组成部分。
常见的涂层工艺包括物理气相沉积(PVD)、化学气相沉积(CVD)、热喷涂等。
物理气相沉积是一种通过物理过程将涂层材料沉积在材料表面的工艺,具有沉积速率快、涂层质量高、对基体材料影响小等优点。
化学气相沉积是一种通过化学反应将涂层材料沉积在材料表面的工艺,具有涂层均匀性好、涂层与基体材料结合力强等优点。
热喷涂是一种通过将涂层材料加热熔化后喷射到材料表面的工艺,具有涂层厚度大、可大面积喷涂等优点。
涂层参数对耐磨涂层的性能也有重要影响。
涂层参数包括涂层厚度、涂层密度、涂层硬度等。
涂层厚度过薄可能导致涂层耐磨性不足,涂层厚度过厚可能会影响涂层与基体材料的结合力。
涂层密度和硬度也是影响涂层耐磨性的重要因素,合适的涂层密度和硬度可以提高涂层的耐磨性。
二、耐磨涂层技术在航空航天领域的应用1. 发动机部件航空发动机是航空航天设备的核心部件,其工作环境非常恶劣,需要承受高速摩擦、高温、高压等多种因素的影响。
耐磨涂层技术在航空发动机部件上的应用可以有效地提高发动机部件的耐磨性,延长其使用寿命。
例如,在涡轮叶片上应用耐磨涂层可以提高涡轮叶片的抗磨损能力,减少叶片的磨损和腐蚀,提高发动机的效率和可靠性。
热喷涂综述一、热喷涂的定义热喷涂技术,是采用某种高温热源,将欲涂覆的涂层材料熔化或至少软化,并用气体使之雾化成微细液滴或高温颗粒,高速喷射到经过预处理的基体表面形成涂层的技术。
当热源的比能量足以使基体表面发生薄层熔化,与喷射的熔融颗粒形成完全致密的冶金结合涂层时,称为热喷焊,简称喷焊。
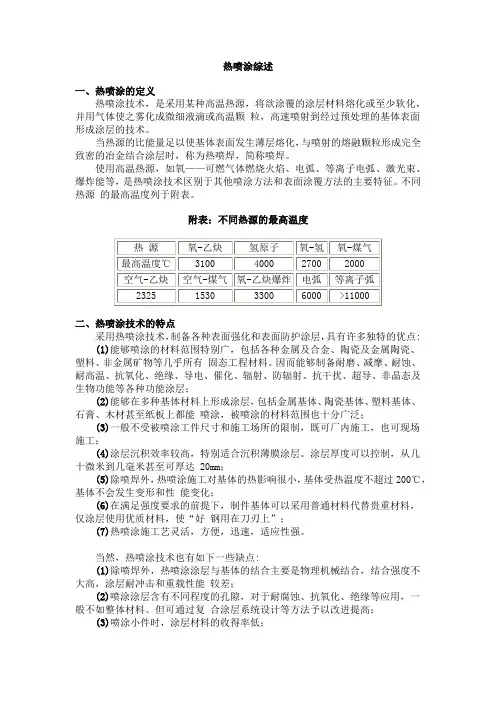
使用高温热源,如氧——可燃气体燃烧火焰、电弧、等离子电弧、激光束、爆炸能等,是热喷涂技术区别于其他喷涂方法和表面涂覆方法的主要特征。
不同热源的最高温度列于附表。
附表:不同热源的最高温度二、热喷涂技术的特点采用热喷涂技术,制备各种表面强化和表面防护涂层,具有许多独特的优点:(1)能够喷涂的材料范围特别广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料。
因而能够制备耐磨、减摩、耐蚀、耐高温、抗氧化、绝缘、导电、催化、辐射、防辐射、抗干扰、超导、非晶态及生物功能等各种功能涂层;(2)能够在多种基体材料上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂,被喷涂的材料范围也十分广泛;(3)一般不受被喷涂工件尺寸和施工场所的限制,既可厂内施工,也可现场施工;(4)涂层沉积效率较高,特别适合沉积薄膜涂层。
涂层厚度可以控制,从几十微米到几毫米甚至可厚达 20mm;(5)除喷焊外,热喷涂施工对基体的热影响很小,基体受热温度不超过200℃,基体不会发生变形和性能变化;(6)在满足强度要求的前提下,制件基体可以采用普通材料代替贵重材料,仅涂层使用优质材料,使“好钢用在刀刃上”;(7)热喷涂施工艺灵活,方便,迅速,适应性强。
当然,热喷涂技术也有如下一些缺点:(1)除喷焊外,热喷涂涂层与基体的结合主要是物理机械结合,结合强度不大高,涂层耐冲击和重载性能较差;(2)喷涂涂层含有不同程度的孔隙,对于耐腐蚀、抗氧化、绝缘等应用,一般不如整体材料。
但可通过复合涂层系统设计等方法予以改进提高;(3)喷涂小件时,涂层材料的收得率低;(4)热喷涂手工操作时的劳动条件较差,有噪音、粉尘、热和弧光辐射问题,必须注意劳动保护措施。
热喷涂技术及应用学校:西南大学班级:材料科学与能源学部学号:***************姓名:***热喷涂技术及应用㈠热喷涂的定义热喷涂是利用热源讲喷涂材料加热到熔化或半融化状态,用高速气流将其雾化并喷射到基体表面形成涂层的技术。
热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。
㈡热喷涂基本原理⒈热喷涂的基本过程①喷涂材料被加热到熔化或半融化状态②喷涂材料的熔滴被雾化③雾化或软化的微细颗粒喷射飞行④微小颗粒撞击基体表面并形成涂层⒉涂层的结构热喷涂涂层是由燃烧火焰或等离子热源将某种材料加热至熔化或热塑性状态,形成一簇高速的熔态粒子流(熔滴流),熔滴依次撞击基体或已形成的涂层表面,经过粒子的横向流动扁平化、急速凝固冷却、不断堆积起来而形成的。
由于热喷涂涂层为典型的层状结构,所以涂层的性能具有方向性。
在垂直和平行涂层为向上的性能有显著的差异。
对涂层进行适当地处理和重熔,既可以使层状结构转变为均质结构,还可以消除层状中的氧化物夹杂和气孔。
⒊涂层的结合方式涂层的结合包括涂层与基体表面的结合和涂层内聚的结合。
前者的结合强度称为结合力。
后者的结合强度称为内聚力。
涂层的一般结合方式有三种:①机械结合熔融态的粒子撞击基体表面并快速冷却凝固时,会因收缩而咬住高低不平的基体部分,形成了机械结合。
②物理结合借助于分子(原子)之间的范德华力是喷涂层附着于基体表面的结合方式。
③冶金结合当熔融的微细颗粒高速撞击基体表面是时,涂层和基体界面出现扩散和合金化时的一种结合方式。
⒋涂层的残余应力一般情况下,热喷涂涂层存在着明显的残余应力。
当熔融颗粒高速碰撞碰撞基体表面,在产生形变的同时快速冷却凝固,这时会在颗粒内部产生张应力,而在基体表面产生压应力。

热喷涂技术的优劣
热喷涂是指在保持零件本体材料原有性能的基础上,通过在其表面制备一层具有优越性能的覆盖层,赋予零件表面耐磨损、耐腐蚀、耐高温、抗氧化、抗疲劳等多种性能。
热喷工艺过程如下:工件表面预处理→工件预热→喷涂→涂层后处理。
喷涂采用何种喷涂方法进行喷涂主要取决于选用的喷涂材料、工件的工况及对涂层质量的要求。
例如,如果是陶瓷涂层,则最好选用等离子喷涂;如果是碳化物金属陶瓷涂层则最好采用高速火焰喷涂;若是喷涂塑料则只能采用火焰喷涂;而若要在户外进行大面积防腐工程的喷涂的话,那就非灵活高效的电弧喷涂或丝材火焰喷涂莫属了。
总之,喷涂方法的选择一般来说是多样的,但对某种应用来说总有一种方法是最好的。
预处理好的工件要在尽可能短的时间内进行喷涂,喷涂参数要根据涂层材料、喷枪性能和工件的具体情况而定,优化的喷涂条件可以提高喷涂效率、并获得致密度高、结合强度高的高质量涂层。
喷涂技术有很多优点,但不是万能的,必须根据工作条件剖析其可行性、可靠性、经济性等诸因素来断定最佳计划。
由于喷涂涂层具有与一般的金属及陶瓷材料不同的特点,如涂层有微孔,不利于散热;涂层本身的强度较低,不能承受很大的切削力;涂层中有很多硬的质点,对刀具的磨损很快等,因而形成了喷涂涂层不同于一般材料的难于加工的特点.所以必须选用合理的加工方法和相应的工艺参数才能保证喷涂层机械加工的顺利进行和保证达到所要求的尺寸精度.无论那一种热喷涂方法,都是在材料表面形成一层所需功效的表面层。
热喷涂陶瓷涂层的制备与性能研究热喷涂技术作为一种重要的表面处理方法,被广泛应用于工业领域。
其中,热喷涂陶瓷涂层的制备与性能研究备受关注。
本文将讨论热喷涂陶瓷涂层的制备过程以及其性能。
首先,让我们了解热喷涂陶瓷涂层的制备过程。
热喷涂陶瓷涂层的制备通常分为两个步骤:粉末制备和喷涂工艺。
粉末制备是热喷涂陶瓷涂层制备的关键环节之一。
常见的方法包括化学法、物理法和机械法。
化学法利用溶胶-凝胶法制备粉末,物理法则通过高温蒸发和凝固产生陶瓷粉末,机械法则利用机械力对陶瓷块进行粉碎。
选择合适的粉末制备方法对于获得高质量的陶瓷涂层至关重要。
接下来是喷涂工艺,主要包括火焰喷涂、等离子喷涂和电弧喷涂等。
火焰喷涂是最常见的方法之一,通过将陶瓷粉末喷射到基材表面,再通过火焰加热使其熔融并形成涂层。
等离子喷涂则是通过等离子火焰加热使陶瓷粉末熔融形成涂层。
电弧喷涂则是通过高频电弧加热使陶瓷粉末熔化,并通过离子的加速形成涂层。
这些不同的喷涂工艺各有优点和适用范围,根据具体应用需求选择合适的方法。
热喷涂陶瓷涂层的性能受到制备工艺、陶瓷材料及其微观结构等因素的影响。
首先,制备工艺对涂层的致密性和粘结强度有着重要影响。
喷涂温度、喷涂速度以及喷涂距离等因素都会对涂层质量造成影响。
陶瓷材料的选择也对涂层的性能起关键作用。
常见的陶瓷材料包括氧化铝、氧化锆和碳化硅等。
这些陶瓷材料具有高熔点、抗腐蚀性好等特点,能够提供良好的涂层性能。
此外,涂层的微观结构也会对性能产生影响。
颗粒尺寸、晶粒尺寸以及涂层中的孔隙率等都会影响涂层的力学性能和热性能。
热喷涂陶瓷涂层具有许多优点,如优异的耐磨性、耐腐蚀性以及良好的绝缘性能。
因此,在航空航天、能源和汽车等领域有着广泛应用。
例如,热喷涂陶瓷涂层可以用于涡轮叶片表面的保护来提高其耐高温性能。
对于燃烧室等具有高温和高压环境的部件,也可以利用热喷涂陶瓷涂层来提供保护。
此外,在能源领域,利用热喷涂陶瓷涂层可以提高燃料电池的性能和寿命。

毕业论文学生姓名:学号:学院:材料科学与工程学院专业:金属材料工程题目:热喷涂涂层封孔处理及其耐蚀性指导教师:评阅教师:2013年6月zzzz毕业设计(论文)成绩评定表姓名学号zzzz 成绩专业金属材料工程题目热喷涂涂层封孔处理及其耐蚀性指导教师评语及成绩指导教师:年月日评阅教师评语及成绩评阅教师:年月日答辩小组评语及成绩答辩小组组长:年月日答辩委员会意见学院答辩委员会主任:年月日注:该表一式两份,一份归档,一份装入学生毕业设计说明书(论文)中。
毕业论文中文摘要热喷涂防腐技术是迄今为止钢铁结构件长期防腐的最有效方法之一,而涂层的孔隙率又是影响涂层耐蚀性的一个重要因素。
本文采用溶胶-凝胶法制备了氧化硅溶胶、氧化钛溶胶和氧化硅-氧化钛复合溶胶,并用这三种溶胶对Q235钢涂层进行封孔处理。
通过X-射线衍射(XRD)、结合力测试、孔隙率测试和腐蚀实验对不同涂层薄膜进行测试分析。
结果表明,经封孔处理后的涂层致密光滑,耐蚀性提高,基本无缺陷。
经500℃热处理后,氧化硅-氧化钛涂层中的氧化硅结构为非晶态,而氧化钛结构为锐钛矿。
关键词溶胶-凝胶法氧化硅氧化钛封孔耐蚀性毕业论文外文摘要Title Sealing treatment and their corrosion resistance of thermal spray coatingsAbstractThermal spraying anti-corrosion technology is by far the long-term corrosion protection of steel structures is one of the most effective methods, and the porosity of the coating affect the coating corrosion resistance is an important factor. This article was prepared by sol-gel silica sol, titania sol and silica - titania composite sol, sol with three coatings of Q235 sealing treatment. By X-ray diffraction (XRD), the porosity of different tests and corrosion tests the coating film were tested. The results showed that the sealing treatment, the coating density smoothness, corrosion resistance is improved, almost no defects. After heat treatment at 400 ℃, silica - titania in the coating structure of the amorphous silica, and titanium dioxide anatase structure.Key words sol-gel SiO2TiO2Sealing treatment corrosion resistance目录1 引言 (1)1.1 课题的研究背景 (1)1.2 课题研究现状 (1)1.3 制备封孔剂的研究现状 (3)1.4 溶胶-凝胶法制备涂层封孔剂的技术 (4)1.5 溶胶-凝胶法制备防护涂层的研究现状 (6)1.6 本课题的研究意义和目的 (7)2 实验方法及表征手段 (8)2.1 实验材料 (8)2.2 实验仪器 (8)2.3 试验方法 (12)2.4 组织结构分析 (13)2.5 结合力测定 (13)2.6 蓝点法测孔隙率分析 (13)2.7 耐蚀性能测定 (13)3 试验结果与分析 (15)3.1 实验条件的选择 (15)3.2 XRD测定结果与分析 (17)3.3 结合力测定结果与分析 (18)3.4 孔隙率测定结果与分析 (18)3.5 腐蚀实验结果与分析 (18)结论 (21)致谢 (22)参考文献 (23)1 引言1.1 课题的研究背景表面技术是一门科学,而热喷涂技术在表面改性技术中占有重要的地位。
热喷涂纳米氧化锆粉末及涂层制备工艺技术条件简介任务背景热喷涂技术是一种常用的表面涂覆技术,用于在材料表面形成陶瓷涂层,提高材料的硬度、耐磨性和耐腐蚀性能。
在热喷涂过程中,选择合适的喷涂材料对于获得优质涂层至关重要。
其中,纳米氧化锆粉末作为一种常用的喷涂材料,具有出色的耐磨、耐腐蚀和高温抗氧化性能。
工艺目标本文将探讨纳米氧化锆粉末的制备工艺及其在热喷涂过程中的应用技术条件,旨在提供一种可行的方法,以获得高质量的氧化锆涂层。
纳米氧化锆粉末制备工艺原料准备氧化锆粉末选择选择具有较高纯度和较小颗粒大小的氧化锆粉末,以确保喷涂材料的质量。
粉末后处理方法通过球磨、机械混合等方法处理氧化锆粉末,以获得较小的粒径和均匀的颗粒分布。
纳米氧化锆粉末制备水热合成法1.将预处理过的氧化锆粉末悬浮于适量的水溶液中。
2.在恒定的温度和压力条件下进行水热反应,使氧化锆粉末与水溶液中的离子发生反应生成纳米氧化锆颗粒。
3.过滤、干燥和研磨得到纳米氧化锆粉末。
气相沉积法1.利用化学气相沉积设备,在高温条件下将气态的锆化合物分子分解生成纳米氧化锆颗粒。
2.调节反应温度、气体流量和反应时间等参数,实现纳米颗粒的控制生长和分散性。
纳米氧化锆涂层热喷涂工艺喷涂设备选择选择适合纳米氧化锆粉末喷涂的热喷涂设备,常用的包括等离子喷涂、电弧喷涂和火焰喷涂等。
气氛控制在喷涂过程中,维持合适的气氛,以避免杂质对涂层质量的影响。
可以通过惰性气体保护气氛,如氩气或氮气。
涂层结构控制调节喷涂工艺参数,如喷涂速度、喷涂距离和喷涂角度等,以控制生成的纳米氧化锆涂层的结构和性能。
纳米氧化锆涂层性能评价涂层硬度测试使用硬度计或类似仪器测试涂层的硬度,以评估其耐磨性和耐腐蚀性能。
显微结构观察使用扫描电子显微镜(SEM)观察涂层的表面形貌和颗粒分布情况,以评估涂层的致密性和均匀性。
热稳定性测试将纳米氧化锆涂层置于高温环境中,观察其抗高温氧化性能和热稳定性。
摩擦磨损性能测试通过旋转摩擦测试机等设备,评估纳米氧化锆涂层在摩擦条件下的耐磨性能。
热喷涂技术的研究综述孙*(齐鲁工业大学机械与汽车工程学院20130102**** )摘要:本文介绍了热喷涂技术的由来,发展历程,工艺特点(热喷涂工艺的优缺点),基本概念,总结了热喷涂技术的应用状况,探讨了新工艺、新材料在热喷涂技术中的应用前景。
关键词:表面处理;热喷涂;热喷涂的优缺点;热喷涂的应用进展前言:高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。
而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。
近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。
热喷涂技术是一种将涂层材料(粉末或丝材)送入某种热源(电弧、燃烧火焰、等离子体等)中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺。
由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。
热喷涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等优良性能,并能对磨损、腐蚀或加工超差引起的零件尺寸减小进行修复,在航空航天、机械制造、石油化工等领域中得到了广泛的应用【1-3】。
热喷涂发展现状:1、热喷涂技术的由来热喷涂是指采用氧一乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
热喷涂技术最早出现在20世纪早期的瑞士,随后在前苏联、德国、日本、美国等国得到了不断的发展,各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用,使热喷涂涂层质量不断得到提高并开拓了新的应用领域【4】。
热喷涂耐磨涂层技术的研究现状简介
1金属涂层的研究现状
热喷涂金属涂层是研究和应用较早的耐磨涂层,常用的有金属(M o、Ni)、碳钢和低合金钢、不锈钢和Ni-C r合金系列涂层。
一般采用火焰喷涂、电弧喷涂、等离子喷涂、H V OF及爆炸喷涂工艺,涂层具有与基体的结合强度较高,耐磨、抗腐蚀性能较好等优点,用于修复磨损件及机械加工超差件。
采用铝系合金等离子喷涂技术对活塞环、同步环及气缸等零件进行喷涂时,涂层具有良好的耐磨性、高结合强度及优异的耐粘着磨损性,在有润滑油的条件下具有良好的抗咬死性和抗拉伤性能。
高碳钢丝、不锈钢(Cr l3型、18-8型等)合金丝是常用的耐磨耐蚀喷涂材料。
具有强度较高、耐磨性好、来源广泛、价格低廉等特点。
N i Cr涂层具有较好的耐热、抗腐蚀及抗冲蚀磨损的性能,可作为电站锅炉的过热器管和再热器管的防护涂层,采用火焰和等离子喷涂方法可制备具有不同组织结构的N i Cr金属耐磨涂层,涂层中孔隙率和氧化物含量较高。
2陶瓷涂层的研究现状
热喷涂陶瓷粉末包括氧化物、碳化物、硼化物、氮化物及硅化物等,是金属元素和非金属元素组成的晶体或非晶体化合物。
陶瓷涂层具有高熔点、高硬度和良好的耐磨性、耐腐蚀性以及高温稳定性等特点。
但喷涂陶瓷涂层工艺复杂,成本较高,而且涂层表面容易出现裂纹,抗热疲劳性能不如金属涂层;而且涂层的韧性较差,不能用于承受较大的冲击载荷。
目前常用的陶瓷涂层有A12O3、
T i O2、C r2O3、Z r O2、W C、Ti C、Cr3C2、Ti B2等,一般采用等离子喷涂、火焰喷涂、H VO F和爆炸喷涂技术制备。
任靖日等研究了等离子喷涂A12O3-40%Ti O2和C r2O3陶瓷粉末涂层的滑动磨擦磨损特性,指出C r2O3涂层的耐磨性高于
A12O3-40%T iO2涂层,Cr2O3涂层的磨损机理主要为磨粒磨损,在较大载荷下,C r2O3涂层的磨损呈现脆性断裂特征。
A12O3-40%T iO2涂层的磨损机理主要表现为塑性变形和层状剥离。
陈传忠等研究的A12O3加Ti O2加N iC r Al Y复合陶瓷涂层,由于熔化的T iO2和A12O3形成了一定程度的互溶,可减小涂层的孔隙率,进一步提高涂层的强度、韧性和耐磨性能。
L i n等研究了等离子喷涂多层金属、陶瓷涂层的滑动磨擦磨损特性。
其喷涂顺序为,首先在基体上喷涂N iC r打底层,然后是不同比例的N iC r-C r2O3过渡层,表面为100%的Cr2O3。
发现适当金属和陶瓷比例的过渡层能够提高涂层的耐磨性。
涂层的主要磨损机理为脆性断裂、磨粒磨损、粘着和氧化磨损。
3金属陶瓷涂层的研究现状
金属与陶瓷材料各有其独特的优异性能和明显的性能弱点,如何把金属与陶瓷材料各自的优势性能结合起来,一直是材料科学与工程界研究的方向。
金属陶瓷复合涂层技术,即在塑性的基体上均匀地分布着颗粒形状、尺寸大小适当的陶瓷相,成功地实现金属和陶瓷的优势结合,制备既有金属强度和韧性,又有陶瓷耐高温、耐磨损、耐腐蚀等优点的复合材料,大大拓宽了金属材料和陶瓷材料各自的应用范围,在航空、航天、化工、机械、电力等工业领域得到成功应用。
在工业上应用最广的金属陶瓷涂层主要有:
C r3C2-N iC r、WC-Co。
大多采用HV O F、等离子及爆炸喷涂工艺。
C r3C2-N iC r金属陶瓷涂层由难熔碳化铬硬质相与韧性良好的镍铬合金相组成,具有较高的高温硬度、优异的高温耐磨性、耐蚀性、抗氧化性及较高的结合强度,广泛应用于高温(530~9000℃)磨粒磨损、腐蚀磨损和冲蚀磨损工况下工作的零件,如连续退火线的炉辊、轧钢厂连续生产线上的芯辊、气缸活塞环、缸衬等。
T iB2基金属陶瓷涂层具有高熔点、高硬度、良好的电和磁性能以及高抗腐蚀性,是一种潜在的替代C r3C2用于高温、耐磨的金属陶瓷。
比A12O3、Cr3C2-N i Cr、W C-Co具有更高的耐磨性能。
W C基金属陶瓷涂层常用于450℃以下的磨粒磨损和冲蚀磨损工况。
徐向阳等研究了等离子喷涂WC/18Co涂层的微动磨损机理。
结果表明,涂层的微动磨损开始阶段以粘着磨损为主,涂层硬度高,抗粘着能力强,磨损轻微;稳定阶段以疲劳脱层和脆性开裂剥落为主,涂层脆性大,喷涂粒子间结合强度低,容易磨损。
喷涂层内部的氧化物夹杂是造成涂层抗微动磨损能力不足的主要原因。
4非晶态涂层的研究现状
非晶态是一种长程无序,短程有序的材料。
非晶态材料的物理、化学性能常比相应的晶态材料更优异,具有高强度、高韧性、高硬度、高抗蚀性能、软磁特性等,是一类很有发展前途的新型金属材料。
热喷涂非晶态合金涂层是近年来材料科学中广泛研究的一个新领域,热喷涂技术作为大面积非晶涂层制备方法之一已开始引起广泛关注,常用的方法有等离子喷涂、H VO F和爆炸喷涂。
向兴华等采用等离子喷涂工艺制备Fe基非晶合金涂层(含Si,B,Cr,Ni等),涂层各区域的组织均匀一致,涂层致密度高,孔隙率低,氧化物含量较少,并具有很高的硬度,显微硬度在530~790H V0.1范围内,涂层与基材结合良好。
J i n等研究了爆炸喷涂Fe-Cr-B系合金涂层的微观组织和耐磨性。
结果表明,涂层具有很好的抗磨损和防腐性能,涂层在滑动磨损过程中动态产生非晶态表面膜,使涂层的耐磨性显著提高,同时磨擦系数显著下降。
综上所述,采用H VO F、等离子喷涂、电弧喷涂、爆炸喷涂等方法喷涂金属、陶瓷、金属陶瓷和非晶态等耐磨涂层,可以有效地提高基体材料的耐磨性。
深入研究热喷涂层的磨损机理及涂层组织结构对磨损特性的影响,为改善涂层组织、优化喷涂工艺以及开发新型耐磨涂层提供理论依据。