钢材与焊材的选用与匹配
- 格式:ppt
- 大小:1.04 MB
- 文档页数:71

焊材与母材的匹配原则焊材与母材的匹配原则,这个话题听上去有点儿深奥,但其实说白了就是个“搭配游戏”。
就像咱们平时穿衣服,要想好看,得搭对颜色、款式。
你想想,如果你穿了一件时尚的西装,结果搭了一双拖鞋,那可就尴尬了。
焊材和母材的关系也差不多,选得对了,焊接的结果就像一幅美丽的画,错了的话,那就是灾难现场。
母材就像家里的主心骨,是焊接的基础。
无论是钢、铝还是其他金属,母材的成分、硬度和厚度都得认真研究。
这就好比你要给一个人做饭,得知道他喜欢吃啥,才能下得了锅。
焊材呢,就是我们为了和母材“谈恋爱”而精心挑选的调料。
想想,你做菜不光要考虑主要食材,还得考虑调料,盐、糖、酱油,样样不能少。
这种调和就能让焊缝既美观又坚固。
咱们得注意焊材的化学成分,尤其是焊丝的合金元素。
比如说,如果你用的是低合金钢的母材,那你得挑一个合适的低合金焊丝,别指望高合金的能搭得上。
就像你带回家的水果,苹果要搭配香蕉,才能做出美味的水果沙拉。
若是随便用个奇怪的搭配,吃到最后只能皱眉头,真心不想再尝试第二口。
焊接的工艺也很重要,跟做饭的手法差不多,你得知道怎样煎、炒、烹、炸,才能让食物变得美味。
相对的,焊接也有不同的方式,比如气体保护焊、弧焊等等,得选合适的才能事半功倍。
说到这里,咱们还得提提温度。
焊接的时候,温度控制得当,焊缝就能如愿以偿。
太高容易烤糊,太低又上不了火。
这就像你在家里做饭,锅热了,菜下去嗞嗞作响,才能锁住美味。
焊接也是一样,得让母材和焊材之间达到完美的热量平衡,才能确保焊缝的强度。
你想想,哪个大厨会让菜在锅里“冷落”呢?那可真是丢了饭碗的节奏。
然后咱们还得聊聊焊接的环境。
想想你在厨房里做饭,窗户关得严严实实,油烟味得让人喘不过气来,做菜的乐趣一下子就没了。
焊接也是如此,得确保通风良好,防止那些有害气体的侵扰。
要不然,焊缝出来再好,也抵不住这些不利因素的影响。
就像家里做饭,总要有点空气流通,才能保持清新。
咱们不能忽视焊后处理。
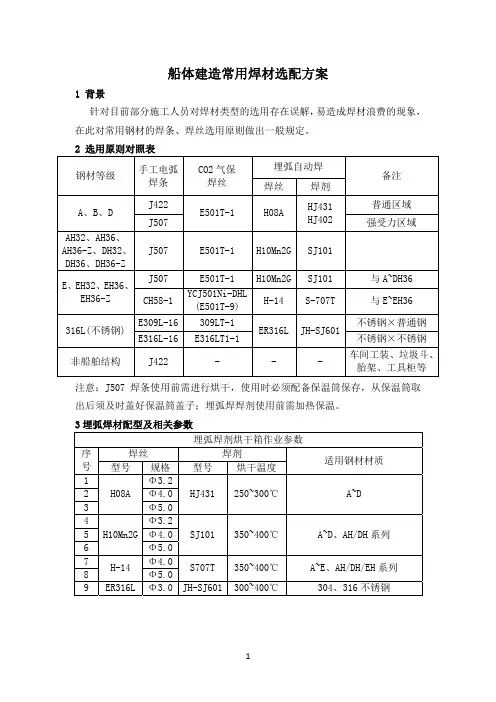

常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。

焊接材料的选用1、本标准适用于锅炉、压力容器焊材的选用2、引用标准GB324-88《焊缝符号表示法》GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。