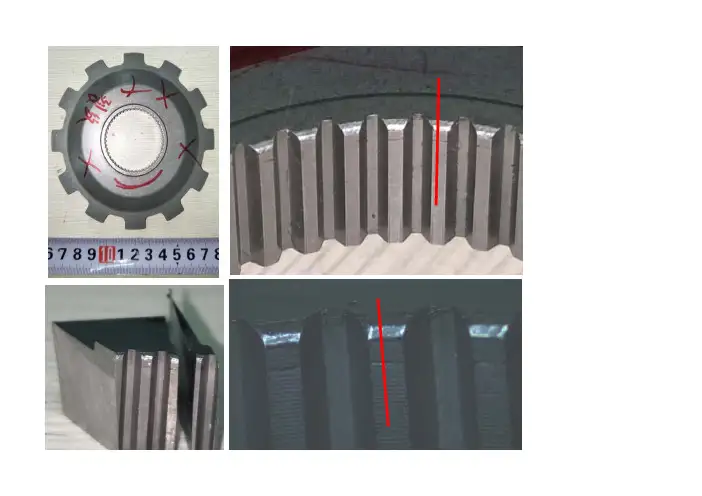
齿轮裂纹件
- 格式:pdf
- 大小:1.94 MB
- 文档页数:4
大 庆 石 油 学 院 学 报 JOuRNAL OF DAQING PETROLEUM INSTITUTE 第36卷 第3期 2012年6月 Vo1.36 No.3 Jun. 2012
含裂纹故障多自由度齿轮系统的动力学分析 马 锐,陈予恕 (哈尔滨工业大学航天学院,黑龙江哈尔滨 150001) 摘要:为探讨齿轮系统裂纹故障的非线性动力学机理,研究含裂纹故障的四自由度齿轮系统的动力学特性,考虑 时变啮合刚度及非线性间隙的影响,建立含裂纹故障的齿轮四自由度啮合耦合动力学模型,分析裂纹故障对系统啮合刚 度的影响;采用谐波平衡法给出系统的解析解,分析裂纹故障及齿轮系统参数对齿轮传动系统的动力学行为的影响.结 果表明,裂纹故障能够引起齿轮系统的幅值跳跃、分岔现象和系统共振,从而为齿轮箱的设计及裂纹故障的诊断提供 依据. 关键词:齿轮传动系统;裂纹故障;时变啮合刚度;非线性间隙;谐波平衡法 中图分类号:TH132.4 文献标识码:A 文章编号:1000—1891(2012)03—0110—05 0 引言 作为常用的传动零件,齿轮箱系统失效会对机器设备产生重要影响,因此齿轮设备的健康运转将直接 影响设备的安全可靠运行.目前对齿轮故障的形成与发展缺少理论基础,研究齿轮系统故障的机理具有重 要的实际意义[1 ]. 对齿轮箱故障的研究较多,但多数研究的重点在实测信号的故障识别与检测[3 ],而对故障机理的研 究较少.另外,对齿轮动力学机理的研究较多,一般在齿轮系统无故障情况下对系统的稳定性、混沌和分岔 等机理[g 进行研究.文献[zz一13]通过有限元法分析裂纹扩展,研究裂纹对系统模态的影响等动力学 行为.wu Shiyan等[1 分析齿轮裂纹程度对啮合刚度的影响,并通过刚度的变化分析裂纹演化的故障机 理.Fakher C等[1 考虑裂纹对齿轮啮合刚度的影响.马锐等[1。 建立含裂纹故障的齿轮副扭转振动模型, 分析齿轮裂纹故障引起的动力学特征. 齿轮裂纹故障主要影响系统的啮合刚度,因此笔者将只考虑刚度的变化,不考虑传动轴等振动的影 响,建立含裂纹故障的齿轮一转子一轴承模型,利用谐波平衡法获得系统的各谐波解,分析裂纹故障演化、 传动误差及非线性间隙对系统动力学行为的影响. 1 裂纹齿轮系统 1.1 啮合刚度 当轮齿出现裂纹时,势必影响齿轮的啮合刚度,以齿轮裂纹扩展(见图 1)为例,采用文献[15]的啮合刚度计算方法得到裂纹对轮齿刚度(见图2) 的影响,以裂纹轮齿进入啮合时为初始.依据图1定义裂纹程度h—P / (2L)×100 ,其中p 为裂纹深度,L为裂纹初始点到中心位置的长度.由 图2可以看出,裂纹故障的存在对啮合刚度的影响很大,这里对裂纹故障 仅考虑刚度变化,并为计算方便,将啮合刚度是 进行傅里叶展开: 4 七g(f)一尼 +> 日fCOS((z ̄ ))+b (cos z), (1) 图1 轮齿裂纹的扩展路径 收稿日期:2012一O3—20;编辑:任志平 基金项目:国家自然科学基金重点项目(10632040) 作者简介:马锐(1982一),女,博士研究生,主要从事非线性动力学、机械设备故障诊断方面的研究 ・110・
修复齿轮的方法
齿轮是机械传动中常用的零件,它们的作用是将动力传递到其他机械部件上。但是,由于长时间的使用和磨损,齿轮可能会出现故障,导致机械设备无法正常运转。因此,修复齿轮是非常重要的。下面介绍几种修复齿轮的方法。
1. 焊接法
如果齿轮的齿面出现了裂纹或者磨损,可以使用焊接法进行修复。首先,需要将齿轮清洗干净,然后使用焊接机进行焊接。焊接时需要注意温度和焊接时间,以免对齿轮造成更大的损伤。焊接完成后,需要进行打磨和磨削,使齿轮的齿面恢复平整。
2. 粘接法
如果齿轮的齿面出现了轻微的磨损,可以使用粘接法进行修复。首先,需要将齿轮清洗干净,然后使用特殊的胶水将齿面粘合起来。粘合完成后,需要进行打磨和磨削,使齿轮的齿面恢复平整。
3. 翻新法
如果齿轮的齿面出现了严重的磨损,可以使用翻新法进行修复。首先,需要将齿轮拆卸下来,然后进行翻新。翻新的过程包括打磨、磨削、加工和热处理等步骤。翻新完成后,需要将齿轮重新安装到机械设备上。
4. 更换法
如果齿轮的磨损程度非常严重,无法进行修复,那么就需要更换齿轮。更换齿轮的过程比较简单,只需要将原来的齿轮拆卸下来,然后安装新的齿轮即可。
修复齿轮的方法有很多种,具体的方法需要根据齿轮的磨损程度和故障情况来确定。在修复齿轮时,需要注意安全和操作规范,以免对自己和机械设备造成损害。

齿轮箱体断裂修理
齿轮箱是重要的机械传动部件,其作用是传递转矩,使机器正常运转。然而在使用过程中,由于各种原因可能导致齿轮箱体断裂,给设备造成很大的危害。因此齿轮箱体断裂修理是必不可少的工作。
齿轮箱体断裂通常有以下几种原因:一、设计不当,材料选择不当;二、制造工艺不合理,如焊接失误、热处理不当、与其他零部件的配合不良等;三、在运行过程中受到过大的冲击负荷;四、长时间使用而磨损严重。
齿轮箱体断裂修理的方法多种多样,常见的有以下几种。
一、金属粘合修理法。该方法是在断口两侧涂上特殊的粘合剂,将其黏合在一起。这种修理方法适用于断口比较平整、断口间隙较小的情况。缺点是黏合强度不如原料强度,可能会存在断裂再次出现。
二、焊接修理法。焊接修复需要根据具体情况选择不同的焊接方法。常用的焊接方法有电弧焊、氩弧焊、激光焊等。但是在焊接过程中要注意控制焊接温度和时间,避免因过度加热导致变形、裂纹和其它质量问题。
三、回焊修复法。回焊修复法是指在断口两侧粘贴金属片,利用胶粘剂与金属片黏合成一整体。回焊后形成的结合线宽度可以达到毫米级别,修复效果优越,且不会因为温度过高导致工件变形等问题。
四、局部修补法。该方法应用于断口大小不超过整个齿轮箱体积的情况,是一种快捷方便的修复方法。由于有局部修补,因此无需拆卸整个齿轮箱,降低了维修成本。
无论采用何种修复方法,均需注意以下几点:
一、清理断口,去除杂物和腐蚀层,保证断口两侧平整。
二、采用合适的粘合剂和材料,保证修复效果。
三、严格控制修复温度和时间,避免过度加热导致工件变形。
四、修复后需要进行强度测试和动态平衡试验,以保证修复质量。
总之,齿轮箱体断裂是一种很严重的故障,需要采取及时有效的修复方法,以保证设备的正常运行。在具体修理中要针对情况灵活运用各种修复方法,保证修复质量和用户利益。
第6期 郭玉松等:小齿轮渗碳层剥落原因分析
1检测结果及分析 1.1宏观分析 零件渗层剥落、开裂均在零件的凸起、尖角部 位,剥落处断121形貌见图2。其剥落部位均位于渗碳 层次表面处,有的绕过过渡区呈硬壳状剥落。另取 一件表面开裂的零件,在裂纹处用钼丝切取金相试 样,在磨制过程中该试样沿裂纹处剥落,断口形貌与 第一件完全相同。
表1化学成分分析 Table 1 Analysis of chemical composition
1.2化学成分分析 零件分析结果符合GB/T3077-1999标准中 20CrMnMo牌号要求,见表1。 1.3硬度分析 零件表面硬度62~66 HRC,心部硬度370 HB, 符合图纸要求(表面>_-60 HRC,心部269~391 HB)。 1.4金相分析 基体非金属夹杂物按GB/T10561—1989评定为: A 1.5级,Bl级,D1级。渗碳层深按金相法测定为: 2.3 mm(图纸要求2.0—2.3 mm)。渗层组织为马氏 体+残余奥氏体+碳化物,剥落处碳化物按照ZB T04.001—88标准评为5级,过渡层组织为粗针状马 氏体加残余奥氏体,裂纹均在此部位开裂,且裂纹两 侧无脱碳现象,见图3。
图3 4%HNO3酒精浸蚀 Fig.3 Erosion by 4%HNO3 alcohol
2分析讨论 钢铁的淬火主要是为了获得马氏体组织,淬火 裂纹主要是由马氏体内的显微裂纹扩展形成。实验 证明:形成马氏体显微裂纹主要因素是:(1)片状孪 晶马氏体;(2)淬火介质温度低;(3)化学成分影响 Ms点降低;(4)奥氏体晶粒大…。首先,失效件的组 织为孪晶马氏体;其次,该批失效件是在2009年1 月份处理的,气温比较低,露置空气中的淬火油温度 较低;再次,由金相分析可知,马氏体针比较长,说明 奥氏体晶粒较大。所以该批失效件具有形成淬火裂 纹的因素。 淬火裂纹通常分纵向裂纹、横向裂纹、网状裂纹 和剥离裂纹四种。前三种无论从形成因素或形态上 都不吻合,那么再看剥离裂纹:剥离裂纹的特征是淬 火后裂纹发生在工件次表层,裂纹与工件表面平行, 这种裂纹多发生在表面淬火,或表面渗碳、碳氮共 渗、渗氮和渗硼等化学热处理的工件中,裂纹的位置 都在硬化层和心部交界处,即都产生在过渡区中 J。 剥落处渗碳体为5级。该处碳含量比较高,在零件 淬火冷却后,渗层组织全部为孪晶马氏体,心部为非 马氏体。由于马氏体比奥氏体体积大,在相变时产 生体积膨胀,从而受到内部的牵制,使表层马氏体区 呈受压状态,在接近马氏体区的极薄层中具有较大 的径向拉应力,剥离裂纹也就产生在应力急剧变化 的次表层,裂纹严重扩展时造成表层剥落。 3结论 该批零件渗碳层剥落、开裂现象是淬火时形成 的剥离淬火裂纹。 4防止措施 加快渗碳件的冷却速度,使渗碳件获得均匀一 致的马氏体组织,或者减慢冷却速度,使其获得均匀 一致的屈氏体组织(或珠光体加铁素体),则可防止 剥离裂纹的产生。 参 考 文 献 [I]王广生等.金属热处理缺陷分析与案例[M].机械工 业出版社,2000:77—86. [2]胡世炎.机械失效分析手册[M].四川科学技术出版 社,1998:167—223.