填料箱盖过程卡片和工序卡
- 格式:doc
- 大小:46.50 KB
- 文档页数:3
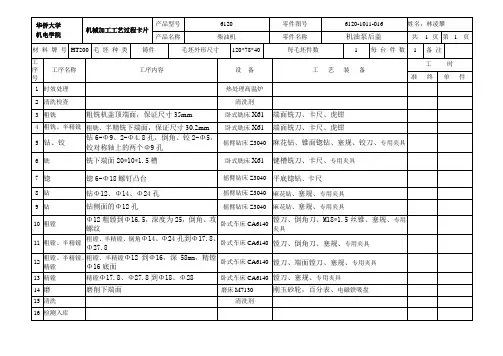
1 表3.7填料箱盖机械加工工艺过程卡片
机械加工工艺过程卡片 产品型号 零件图号
产品名称 零件名称 填料箱盖 共2页 第1页
材料牌号 HT200 毛坯种类 锻件 毛坯外形尺寸 每件毛坯可制件数 1 每台件数 1 备注
工序号 工序名称 工序内容 车间 工段 设备 工艺装备 工时
准 单
10 粗车右端面和轴φ65 粗车右端面和轴φ65Ra12.5,控制尺寸 卧式车床CA6140 45°弯头车刀、90°外圆车刀、表面粗糙度仪和游标卡尺
20 粗车左端面和孔φ60和轴φ155 粗车左端面和孔φ60和轴φ155的Ra12.5和内圆环面Ra12.5 卧式车床CA6140 45°弯头车刀、90°外圆车刀和游标卡尺、表面粗糙度仪和盲孔镗刀
30 半精车轴φ65和右端面 半精车轴φ65和右端面Ra6.3,控制尺寸 卧式车床CA6140 45°弯头车刀、90°外圆车刀、表面粗糙度仪和游标卡尺
40 半精车左端面和孔φ60和轴φ155 半精车左端面和孔φ60、轴φ155和内圆环面的Ra6.3,控制尺寸 卧式车床CA6140 45°弯头车刀、90°外圆车刀、表面粗糙度仪和游标卡尺
50 粗—半精车轴φ100、φ80φ75,精车轴φ65 粗—半精车轴φ100、φ80、φ75Ra6.3,精车轴φ65Ra1.6,控制尺寸 卧式车床CA6140 45°弯头车刀、90°外圆车刀、表面粗糙度仪和游标卡尺
60 粗—半精—精车轴肩 粗—半精—精车右轴肩Ra1.6,粗—半精车左边轴肩Ra6.3 卧式车床CA6140 90°外圆车刀、游标卡尺和表面粗糙度仪
70 粗—半精车右边两孔 粗—半精车孔φ32、φ47Ra6.3 卧式车床CA6140 45°弯头车刀、表面粗糙度仪
80 车右边所以倒角 车右轴肩倒角45°C2.5、左为C0.5倒角其余的为C1 卧式车床CA6140 45°弯头车刀、90°外圆车刀、游标卡尺、盲孔镗刀和表面粗糙度仪 2 90 车圆角R5 用成形刀车R5圆角 卧式车床CA6140 成形刀、
100 切槽 切槽Ra3.2控制内倒角R0.4和槽底与左槽面成95、外倒角0.2 卧式车床CA6140 切断刀、90°外圆车刀
110 磨削—研磨 磨削—研磨左内圆环面Ra0.4 磨床M1432A 砂轮、游标卡尺、塞规和表面粗糙度仪
120 钻孔 用M13.5麻花钻钻六个φ13.5和用M8.5麻花钻钻两个通孔和四个孔深24的盲孔,用丝锥攻螺纹孔深20 立式钻床525 铰刀、卡尺、塞规、丝锥和钻床专用夹具
130 攻螺纹 用丝锥攻螺纹4×M10—6H(盲孔)和2×M10—6H 立式钻床525 机用丝锥、钻床专用夹具
140 去毛刺 钳工台 平锉
150 中检 塞规、百分表、卡尺等
160 清洗 清洗机
描图 170 终检 塞规、百分表、卡尺等
描校
底图号
设 计
日期 审核
日期 标准化
日期 会签
日期 装订号
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
3