自行车制造流程
- 格式:doc
- 大小:1.90 MB
- 文档页数:53

自行车铝合金轮圈工艺流程和注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!自行车铝合金轮圈的制造是一个复杂的过程,涉及到精密的机械操作和严格的质量控制。

SCOTT碳纤维车架制作详细流程(图文)2013-04-01 18:36:31出处:SCOTT作者:|自行车网点击:12329 次SCOTT是最早开始使用碳纤维作为车架材料的几个自行车品牌之一。
从开始致力于研发碳纤维技术起,SCOTT便坚持创造更轻更坚固更耐用的产品。
因为有这样的理念,SCOTT在碳纤维技术发展中一直处于领导地位,不断追寻着高超的制造工艺,尽可能重复利用原料,并减少浪费。
SCOTT的工程师一直都与独立的测试实验室及工程大学合作,不止为了保持SCOTT在碳纤维制品上坚如磐石的品质,更是为了培养我们在碳纤维领域的技术优势和专业素养。
SCOTT在车架上主要使用HMF和HMF两种碳纤维。
HMX HMF碳纤维HMF是一种用来最大化强度并尽可能降低重量的碳纤,其抗拉弹性模量为125Gpa,抗拉强度为2450Mpa。
这种材料混合了最佳的刚性与强度特性,提供了极佳的骑乘体验。
SCOTT工程师创造出这种碳纤的诀窍就是他们对于碳纤层叠方向和大小的精确控制。
与现今的产业标准相较,HMF碳纤提供了更为卓越的强度。
HMX是一种被SCOTT使用的混合碳纤材料,抗拉弹性模量为154Gpa,抗拉强度为2950Mpa。
相比HMF,HMX在同样重量下有着20%的刚性提升。
这种特别的材料使得SCOTT的工程师得以创造出轻到难以置信却仍然拥有上佳骑乘品质的自行车。
然而,HMX的制造成本是HMF的三倍,因此SCOTT只有在高端的Premium,Team Issue和RC 版本的战车上才会使用。
HMX的碳纤原丝相比HMF更细并且更为坚硬,因此HMX碳纤制成的车架可以以更薄的管壁,达到与HMF碳纤所制车架相同的刚性。
HMF碳纤车架和HMX碳纤车架最终的区别主要在重量。
一个HMF车架的相比其对应的HMX车架会重15%左右。
SCOTT车架制造流程主要分为以下12个部分:(详细参考:http://carbonexperts.scott-/cn/index.html#resultsTab3)1. 设计与工程技术这是一个来自于SCOTT最伟大的思想者们通力合作后的概念。

自行车各个零件的成型工艺自行车是一种常见的交通工具,由许多零部件组成。
每个零件都有其特定的成型工艺,下面将为大家介绍自行车各个零件的成型工艺。
一、车架成型工艺车架是自行车的骨架,一般由铝合金、碳纤维等材料制成。
铝合金车架的成型工艺一般采用挤压成型或焊接成型。
挤压成型是将铝合金管材通过模具挤压成型,然后进行焊接,最后进行表面处理。
碳纤维车架的成型工艺主要是将碳纤维布料放入模具中,通过热压或真空吸塑的方式将其成型。
二、车轮成型工艺车轮是自行车的重要组成部分,一般由轮辋、轮毂和轮胎构成。
轮辋的成型工艺主要有铆接、焊接和铸造等。
铆接是将轮辋上的脚钉与轮毂连接起来,使其固定在一起。
焊接是将轮辋的两端通过焊接工艺连接起来。
铸造是将液态金属倒入轮辋模具中,经过冷却凝固后得到轮辋。
轮毂的成型工艺主要有冷锻、铸造和CNC加工等。
轮胎的成型工艺主要是通过模具将橡胶制成的轮胎进行压制成型。
三、传动系统成型工艺传动系统包括链条、链轮等零部件。
链条的成型工艺主要是通过模具将金属片冲压成型,然后进行热处理和表面处理。
链轮的成型工艺主要有铸造和机加工两种。
铸造是将液态金属倒入链轮模具中,经过冷却凝固后得到链轮。
机加工是将链轮加工成所需的形状和尺寸。
四、刹车系统成型工艺刹车系统包括刹车把手、刹车器等零部件。
刹车把手的成型工艺一般是通过塑料注塑成型,然后进行装配。
刹车器的成型工艺主要有铸造和机加工两种。
铸造是将液态金属倒入刹车器模具中,经过冷却凝固后得到刹车器。
机加工是将刹车器加工成所需的形状和尺寸。
五、座椅成型工艺座椅是自行车的一个重要部件,一般由塑料、皮革等材料制成。
塑料座椅的成型工艺主要是通过注塑成型,然后进行装配。
皮革座椅的成型工艺主要是将皮革材料经过剪裁、缝制等工艺制成座椅。
六、踏板成型工艺踏板是自行车的一个关键部件,一般由塑料、金属等材料制成。
塑料踏板的成型工艺主要是通过注塑成型,然后进行装配。
金属踏板的成型工艺主要是通过冲压、焊接等工艺制成。

自行车的结构与查验标准DocNo.:ITTN-H-012-HQT一.概括自行车是以骑车人体力为动力而驱动车轮在地面上行驶的一类机械的总称。
它包含单轮、两轮以致多轮的各样形状、结构装置的骑行车辆。
我国出口自行车一般以天津、江苏、广东、上海等地域为主。
产品销往欧洲、美洲、非洲等五大洲的70多个国家和地域。
二. 结构:自行车的结构分为基本零件和隶属零件。
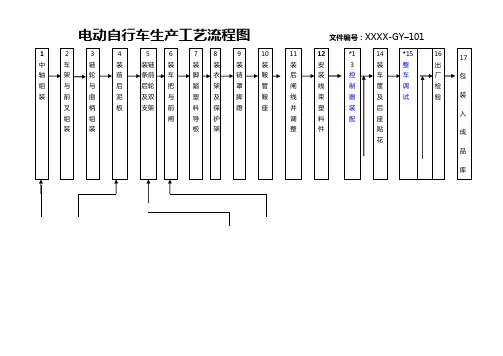
基本零件:车架、前叉、车把、前后中轴、链条、飞轮、鞍座、车闸等16个零件构成。
隶属零件:链罩、衣架、支架、车铃、车锁等9个零件构成。
(下列图为变速自行车结构)三.种类、规格:自行车种类分为“一般型”、“轻巧型”、“载重型”、“赛车型”、“小轮型”、“特种型”六种。
自行车的规格包含:14"、16"、18"、20"、22"、24"、26"、27"、28"九大系列产品。
我国出口自行车一般按以上种类、规格型号区分,并要标明外销货号进行管理。
四.制造工艺:在自行车生产中,因为各厂家的设施和技术条件不尽同样,所以不论是零零件的制造,仍是组装成车,其生产工艺的流程都不完好同样。
但就其采纳的制造工艺而言,大概同样。
主要工艺:金属切削、冲压、焊接、热办理、电镀、涂漆、氧化办理等。
五.产品标准及查验 :1,自行车标准:依据自行车的结构特色我国拟订了自行车产品的质量标准。
主要包含查验项目、质量指标和试验方法,此外还规定了抽样规则等内容。
它是实行自行车质量查验的依照。
出口自行车采纳国家标准和专业标准。
参照常用标准有以下:GB250-95《评定变色用灰色样卡》GB2828-87《逐批检查计数抽样程序及抽样表 (合用于连续批的检查)》GB2829-87《周期检查计数抽样程序及抽样表 (合用于生产过程稳固性的检查 )》GB3565-93《自行车安全要求》GB/T3566-93《自行车装置要求》GB14746-93《小孩自行车安全要求》ZBY14003-93《越野自行车(BMX)的安全要求》QB/T1217-91《自行车电镀技术条件》QB/T1218-91《自行车油漆技术条件》QB/T1219-91《自行车表面氧化办理技术条件》QB/《自行车包装》SN/《出口自行车零零件查验规程》 SN/《出口自行车检验规程》2标准性质的说明:标准对强迫性和介绍性标准的分类,此中,关于:锐边,突出物,车闸,把立管,车把零件的强度,把横管和把立管组合件的疲惫实验,车架/前叉组合件;前叉的疲惫实验,车轮静负荷;脚蹬/曲柄驱动系统;鞍管;鞍管的疲惫实验;链罩;辐条挡盘;反射器;鸣号装置等条目提示为强迫性标准;2.自行车查验。

摩托车及零配件制造工艺流程英文回答:Motorcycle and Motorcycle Parts Manufacturing Process.Motorcycle manufacturing involves several steps and processes to ensure the production of high-quality motorcycles and their parts. Let me walk you through the process.1. Design and Development:The first step in the manufacturing process is the design and development of the motorcycle and its parts. Engineers and designers work together to create the blueprint and specifications for the motorcycle. They consider factors such as performance, aesthetics, and safety.For example, when designing the frame for a motorcycle,engineers must ensure that it is sturdy enough to withstand the stresses of riding, while also being lightweight for better maneuverability.2. Material Selection:Once the design is finalized, the next step is to select the appropriate materials for manufacturing. Various materials like steel, aluminum, and plastics are used depending on the component and its function. For example, the engine block may be made of aluminum for itslightweight properties, while the handlebars may be made of steel for strength.3. Manufacturing Processes:Motorcycle parts are manufactured using various processes such as casting, forging, machining, and molding. These processes help shape the raw materials into the desired components.For instance, casting is used to create complex shapeslike engine blocks. The molten metal is poured into a mold and allowed to cool, forming the desired shape. Machining processes, on the other hand, involve cutting, drilling, and shaping the components to achieve the required dimensions.4. Assembly:Once all the individual components are manufactured, they are assembled to create the final motorcycle. Skilled technicians work on the assembly line, fitting the parts together and ensuring proper alignment and functionality.For example, the engine, frame, wheels, and other components are assembled to create a complete motorcycle. The electrical system, brakes, and other accessories are also installed during this stage.5. Quality Control:Quality control is an essential part of the manufacturing process. Each motorcycle and its partsundergo rigorous testing to ensure they meet the required standards and specifications. This includes performance testing, durability testing, and safety testing.For instance, motorcycles may be tested on a dynamometer to measure their horsepower and torque. They may also undergo endurance testing to simulate real-world riding conditions and ensure their reliability.中文回答:摩托车及零配件制造工艺流程。
自行车车架焊接工艺流程
自行车车架焊接的工艺流程主要包括以下几个步骤:
1.准备材料:选择符合要求的自行车车架材料,如钢、铝合金或碳纤维等,并将其切割成符合设计要求的长度和形状。
2.焊接准备:将切好的材料放置在专用的焊接机上进行预处理,确保焊接面的清洁和干燥,以减少焊接缺陷。
3.焊接操作:采用适当的焊接方法,如手工钨极氩弧焊,对车架的各个部件进行焊接。
在焊接过程中,需要控制焊接参数,如焊接电流、电压和焊接速度,以确保焊接质量。
4.焊接后处理:焊接完成后,对焊缝进行打磨、清理和检查,确保焊缝平整、无缺陷。
同时,对车架进行必要的校正和调整,以确保其几何尺寸和精度符合要求。
5.质量检测:对焊接完成的车架进行质量检测,包括外观检查、尺寸测量和性能测试等。
确保车架的质量符合相关标准和要求。
不同材料的车架焊接工艺可能会有所不同,例如碳纤维车架的成型工艺可能包括纤维织纱、管件贴合、管件成型、机床加工、管件拼接和表面处理等多个步骤。
因此,在实际生产过程中,需要根据具体的车架材料和设计要求来确定合适的焊接工艺流程。
自行车曲轴机械制造工艺实训报告引言自行车是一种广泛应用于交通工具和运动娱乐的机械设备。
在自行车中,曲轴是一个关键的零件,它将人力转化为动力,驱动车轮前进。
本文将探讨自行车曲轴的机械制造工艺实训报告,包括制造过程、工艺流程、质量控制等方面的内容。
制造过程制造自行车曲轴的过程可以分为以下几个步骤:1. 材料选择曲轴通常由高强度合金钢制成,具有较好的强度和耐磨性。
在材料选择时,需要考虑曲轴的使用环境和负荷要求。
2. 钢管切割首先,根据曲轴的设计要求,将选定的合金钢材料切割成相应长度的钢管。
切割时需要注意保持切割面的垂直度和光滑度。
3. 冷锻成型将切割好的钢管放入冷锻机中,通过冷锻工艺将钢管进行成型。
冷锻可以提高钢材的密度和强度,使曲轴具有更好的耐疲劳性能。
4. 粗加工经过冷锻成型后,曲轴的形状已初步成型,但仍需要进行粗加工。
粗加工包括车削、铣削等工艺,目的是将曲轴的外形和尺寸加工到设计要求的精度范围内。
5. 热处理热处理是提高曲轴材料硬度和强度的重要工艺。
通过加热和冷却的方式,使曲轴材料的晶体结构发生变化,从而改变其力学性能。
6. 精加工经过热处理后,曲轴的硬度得到提高,但尺寸精度可能会有所偏差。
因此,需要进行精加工,包括磨削、镗削等工艺,以达到设计要求的尺寸和表面质量。
7. 表面处理曲轴的表面处理可以提高其耐腐蚀性和美观度。
常见的表面处理方法包括镀铬、喷涂等工艺。
工艺流程制造自行车曲轴的工艺流程如下:1.材料选择2.钢管切割3.冷锻成型4.粗加工5.热处理6.精加工7.表面处理质量控制为确保自行车曲轴的质量,需要进行严格的质量控制。
以下是一些常见的质量控制措施:1. 材料检验在材料选择阶段,需要对合金钢材料进行检验,包括化学成分分析、力学性能测试等,以确保材料符合要求。
2. 尺寸检验在曲轴的加工过程中,需要进行尺寸检验,以确保曲轴的几何形状和尺寸精度符合设计要求。
常用的尺寸检测工具包括千分尺、游标卡尺等。
车架制造工艺流程哎呀,说起车架制造工艺流程,这可是个技术活儿,但别急,我尽量用大白话给你捋一捋。
首先,咱们得从原材料开始讲起。
车架,那可是自行车的灵魂,得用好的材料。
现在流行的是碳纤维和铝合金,但传统的钢架也还有一席之地。
比如,我有一次去参观了一个自行车厂,那家伙,一进门就看到一堆堆的铝管,跟超市里的饮料架似的,只不过这些铝管是拿来做自行车的。
接下来,工人们会把这些铝管切割成合适的长度和形状,这可不是随便切切那么简单。
这得根据设计图纸来,每一寸都得精确到毫米,不然做出来的车架不是大了就是小了,那可不行。
切完的铝管,还得经过焊接,这可是个技术活儿,得有手艺。
焊工师傅们得把铝管焊得严丝合缝,还得保证焊点结实,不然骑上坡的时候,车架一软,那可就尴尬了。
焊接完,车架还得经过热处理,这可是个关键步骤。
热处理能让铝管变得更硬,更不容易变形。
我见过那个热处理的炉子,跟个大烤箱似的,把车架放进去,设定好温度和时间,一按按钮,就开始了。
等时间一到,拿出来,车架就变得硬邦邦的了。
接下来,就是打磨和喷漆了。
打磨得把焊点磨平,让车架看起来更光滑。
喷漆则是给车架穿上漂亮的外衣,有的还带点图案,看起来挺酷的。
喷漆的时候,工人们得戴上口罩,因为油漆味儿挺大,闻多了对身体不好。
最后,车架还得经过一系列的测试,比如压力测试、疲劳测试,确保车架在各种情况下都能扛得住。
我记得有一次,测试员把车架放在一个机器上,使劲压,我看着都心疼,但车架就是纹丝不动,质量杠杠的。
好了,这就是车架制造的基本流程,从原材料到成品,每一步都得精心操作,才能做出一辆好自行车。
你看,这车架制造,虽然听起来挺枯燥的,但要是你真的去现场看看,还是挺有意思的。
就像生活中的很多事,看似平常,其实里面都藏着不少门道呢。
[转帖]深圳峰大工厂自行车架生产过程[图]
转的,是深圳一家工厂,厂名没听说过,不过产品MOSSO品牌大家肯定熟悉咯
记得很早,墨儿有发过一篇关于车架厂的一篇文章,当时看见照片以为车厂就是那么小的规模,但是这次看了几家车厂,感觉完全不是那么回事,一个车厂中不仅有很大规模的厂房,而且整个车厂的内部还包含的员工宿舍,而照片上这家还在厂内有篮球场,球场上现在停放着机装箱货柜,露天堆放准备使用的铝管料,规模相当惊人。
这是车架厂的设计室,许多车架的图纸都是在这里的电脑被绘制出来,然后修改方案,当车厂和用户达成共识后,再开始采购管料和生产爪钩模具,进行生产。
由于这个工厂较偏僻,我们做了近2小时的车,然后再转的士,到的时候已经是中午下班时间了,所以只得在工厂附近先吃过午饭,等到下午上班时间再进行拍摄
照片上两张都是车架场的产品陈列室,这里有许多款式都是我们销售过的,有些是目前最新的款式,其中也有许多是专门为整车厂高端车型代工的车架,虽然图装上不同,但是从架型和爪模可以完全看出是一模一样的产品。
照片的第三张是峰大国际有限公司的副董事长郑文渊先生,他和这间车场的董事长都是属于技术一把手,两人都有20年的造车和设计的历史,最辉煌曾经为意大利Colnago(梅花)制造过70
05铝合金车架,这个车厂在台湾大甲也有车厂,车厂转功7005铝车架的生产,在亚洲最轻最好的7005铝架没有几家可以和其匹敌,产品出口大部分东南亚。
这次拍摄非常感谢郑先生,因为郑先生听说我们是准备为爱好者拍摄这些照片和了解自行车车架生产,特地放弃了半个工作日,陪同我们在工厂中进行细致的拍摄,并且对各个部件的生产都进行了极其详细的描述,不腌其烦的回答我们提出的各种问题。
这张上是一种中间粗两边细的管料,这种管料压制异型后大的部分时候做靠近头管的接管,细的部分通常焊接在立管或者五通上。
这是将上图的一根管一切两半,变成两根管子
首先车架的第一道工序是制管,这个工作已经在工厂订购管料时完成了一半,管厂按照车架厂的要求,将长度,厚度,管型都已经合适的管子发到工厂。
照片上这些是用于切割管料的机器
这张是小吨位的压制机,用于压缩较细小的管料,如后叉管,将管压制成异性有的是为了获得更高强度,有的是为了让车架获得弹性。
这就是压制好的后三角管料,这种压方在压出蛇型的管可以在纵向和横向都获得很好的强度,且还有弹性,但是这种形状需要比单独的蛇型或者方型都要成本上升一点
这两筐里面装的是车首管和五通管,上面已经打好了孔
车厂将这些管料,压制成合适的形状,有些管料还需要打上孔(为的是焊接时排出高温气体),这道工序叫管料的预制。
这是预制工序中的切削,这种加工是为了让管在焊接时贴合更加紧密
这也是一种压模机,大家可以看见旁边那些钢锭中的孔型,压制后的管型就成为这样的椭圆型
机床台
这是预制后的一个重要工序,称为洗管,所以的管料在加工后,表面会产生污染,任何污染都会直接影响到焊接后的精度,有些表面污染还会造成虚焊,所以为了保证车架的焊接质量,车架必须进行多道的清洗工序。
清洗工序车架会经过几个带有各种化学洗涤济的水槽,这样漂洗后的车架就可以进行下一道烘干工序了。
另外这些清洗池也可以对车架进行膦化处理,已经上漆前的脱脂,所以车架在焊接前和喷漆前会最少两次会到这个地方进行处理。
这个是洗管后的两个附属设备,这个设备是用于清洗后的高温烘干房。
这是工厂额外购买的环保净化设备,这个设备是对清洗后的费水进行零排放处理的,通过这个机器,不仅可以回收洗涤济,而且还可以保护环境。
经过清洗和烘干之后的管料,开始进行低温火焊,这种焊接不可使用在管与管的结合上,只适合使用与焊接车架上的过线马,和刹车安装孔等中低强度的部位,这种焊接最大的好处是焊缝美观,使用的是4102低温焊条,可以在较低温的液化气火焰下溶解形成焊接。
桌子上白色的是助焊剂,可以让焊料更容易深入的侵入进两个焊接材料之间,避免虚焊
下面进入的这个环境是车架生产中最关键的环节之一氩弧焊,因为这道工序直接关系到车架的强度,这道工序都是车厂中较有经验的老师父进行的。
车架在这个定位台上进行定位,然后将定位的管料进行点焊,这样将车架管稍稍固定后,就可以送到下一道工序中进行大面积焊接了。
车架厂的品管员可以随时从生产线后期的工序上,随时抽取样架,用这样一比一的放大原型图纸进行核对,以防止次品的出现。
这就是氩弧焊焊台,焊台底部是一块黄铜,每次焊接前,要用沙轮机稍稍的清理表明的氧化物以防止绝缘产生,焊工的右手抓着的焊枪可以产生数万伏的高压放电,焊枪是不接触焊料的,而是通过电弧的火花产生瞬间的高温,将焊料瞬间的溶化
这是一种用于高温焊接的5356焊条,这样的焊条有较高的强度,但是溶解需要较高的电弧温度,所以只适合高温堆焊。
新焊工要上线之前,必须在这里经过几个月的训练,支到焊接技术合格后,才能上台参加正式的焊接工作。
焊接开始,车间里面电光闪耀,相机必须将光圈调整的很小才能拍摄到大概,每个焊工都全身武装,因为这里不仅有高温,而且焊接中还产生高辐射亮光。
这是焊接的场景,光线非常刺眼,电弧的声音尖锐而刺耳。
这是后三角的定位点焊,然后这个部分会拿去和车架结合在一起。
这个部分是进行前三角的焊接后的校正,那根大铁棒是专门用于折扭以调整偏差的。
这是已经焊接好的半成品车架,在某些小厂,这样的车架可能就被拿去涂装了,因为后面的工序不仅费工费时,而且还要消耗去大量的成本。
下面的工艺就是高端车架生产中的关键,车架由于焊接,挤压管料,切销等动作,造成车
架中的许多地方都产生了金属的内部应力,而这些应力区会极容易发生金属疲劳,在较低强度下就可能发生断裂,所以车架必须进行t处理,这个t处理其实是一个退火和稳定金属的过程。
这便是t处理的处理房,靠照片最下的这个钢铁房间是t4处理房,车架被装架后,在这个房
间被液化气燃烧,加热到420度-460度之间(具体温度视合金种类,6061合金略低级),时间持续4小时-5小时左右。
然后开房后,快速进入照片中部的那排高速风扇下进行风冷,气流快速贯穿车架各个部分,进行迅速的冷却。
如果是6061则需要进行快速水冷,由于6061车架浸没在水中的一瞬间,可能造成先进入部分和后进入部分产生水温差,导致应力的从新产生,所以处理较难,且由于6061在焊制过程中不容易保持形态稳定,所以7005成为铝车架合金特性较好的一款。
而锋大在20年的车架生产历史中,已经牢靠掌握了处理7005的诀窍,使得可以用7005大规
模制造1400克的山地车架和1200克的公路车架。
这条轨道的终端就是t6处理房,车架要在这里经历第二次16小时以上的高温,才能宣告处理完成。
但是车架并没有马上进入这里,其数t4前车架要经过一次初步的校正,而经过t4后,金属还会产生一些型变,所以车架必须经历第二次的精度校正。
车架经过t4,被从新装车运回车间,由于这个时候,焊接后的铝架已经相当稳定了,所以这次校正就决定了以后车架的准确性,这次是需要非常细致的整型。