铝用碳素生阳极车间工艺流程图
- 格式:doc
- 大小:40.50 KB
- 文档页数:1
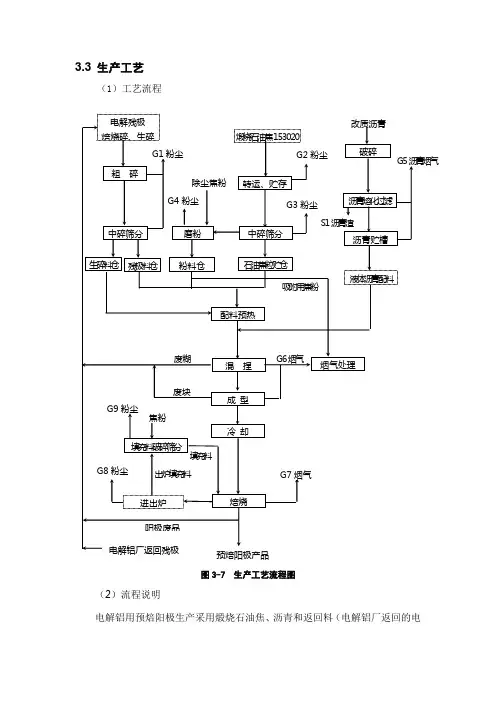
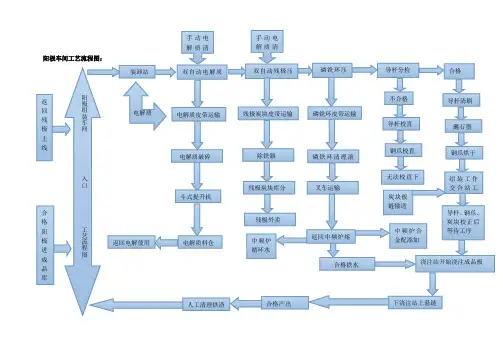
3.3 生产工艺(1)工艺流程图3-7 生产工艺流程图(2)流程说明电解铝用预焙阳极生产采用煅烧石油焦、沥青和返回料(电解铝厂返回的电解残极、焙烧碎料、生碎料)为原料。
原料经破碎、筛分、配料,生产出生阳极,再经焙烧得到预焙阳极产品。
(1)原料贮运预焙阳极生产所用主要原料煅烧石油焦,由带式输送机从集团公司料仓运来卸入Ф17⨯20m贮仓内,用料时由设置在仓下的电磁振动给料机经带式输送机输送到生阳极制造工序使用。
(2)返回料处理生产过程中产生焙烧碎料、生碎料和电解铝厂返回的电解残极共用一套返回料处理系统,由500吨残极破碎机粗碎至100mm以下粒度,再由一台反击式破碎机中碎筛分至20mm以下粒度后,然后经斗式提升机直接送入料仓待用。
焙烧碎料、残极碎料用于配料,生碎料进入混捏工段。
(3)液体沥青制备由汽车运来固体改质沥青经颚式破碎机破碎,送入沥青熔化罐内,用高温导热油间接加热熔化,经过滤机过滤滤去杂质后进入液体沥青接收槽,再用输送泵送到2座Ф8⨯8m沥青保温贮罐内,单座贮罐贮存容量为400t。
使用时由沥青输送泵输送至生阳极车间用于配料。
(4)生阳极制造生阳极制造包括中碎筛分、磨粉、配料、混捏和成型冷却等生产工序。
①中碎筛分本项目设2个石油焦中碎、筛分系统和1个残极返回料中碎、筛分系统。
石油焦(或残极料)分别由电磁振动给料机给料,经带式输送机、斗式提升机送入一台双层水平振动筛和一台单层水平振动筛(残极为1台二层水平振动筛)筛分处理,粒度大于12mm的料返回中间料仓,再由电磁振动给料机给料进入双辊破碎机(残极进入反击式破碎机)中碎后再重新筛分。
12~6mm,6~3mm的粒度料可直接进入相应配料仓,也可返回双辊破碎机重新中细碎至3mm以下,便于生产灵活调节。
粒度料有3种,为12~6mm、6~3mm、3~0mm,6~3mm、3~0mm的料除直接进入配料仓外,还有部分送经磨粉机磨粉成粉料。
生碎料在残极处理工段经两级破碎到20mm以下粒度后,经带式输送机,斗式提升机,直接运入生碎料仓使用。
铝电解预焙炭素阳极生产工艺前言自1886年美国的Hall和法国的Heroult发明炼铝的基本方法——Hall-Heroult高温熔盐电解炼铝法以来,铝电解工业无论在工艺技术水平,还是在生产规模以及在自动化程度上均取得了突飞猛进的发展;尤其在近30年间,铝电解生产的电流效率由80%多提高到现在最高水平的96%,电解直流电耗由过去的16000多kWh/吨铝降低到现在的13000kWh/吨铝以下;在生产规模方面,铝电解槽由几仟安培的规模扩大到现在的320KA,甚至500KA。
一个多世纪以来,工业铝电解槽经历了由小型预焙阳极电解槽、侧插式自焙阳极电解槽、上插式自焙阳极电解槽到大型预焙阳极电解槽的发展阶段;在自动化控制程度上,成功地开发出了控制精度高、系统鲁棒性好、具有明显的增产节能效果的电解过程控制系统。
全世界年铝产量由二十世纪初期的6000吨/年发展到二十世纪末期的2000多万吨/年。
这些进展可以说是基于人们对于Hall-Heroult炼铝法的基本原理有了更加深入的了解和认识。
铝电解生产过程中需要消耗大量的炭素材料,这些炭素材料因电解槽类型、电解生产用途、对其性能要求的不同,其规格型号有别,但生产工艺大同小异。
铝电解用炭素材料主要包括:1)、预焙阳极2)、底部炭块3)、侧部炭块4)、炭缝糊其中以炭素阳极的消耗量为主,过去(10年前),在预焙铝电解生产中炭素阳极的消耗量达到了550-600Kg/吨铝,随着科学技术的发展,目前预焙阳极在铝电解生产中的消耗量降到了480Kg/吨铝以下,有的生产厂家通过技术革新甚至将阳极炭耗降到了440Kg/吨铝以下。
我国铝电解用炭素阳极的生产始于1963年,在郑州铝厂(现长城铝业公司)试生产成功。
此后我国铝电解用炭素阳极生产迅速发展,白银铝厂、包头铝厂、青海铝厂、贵州铝厂、平果铝业公司、青海铝厂二期扩建的配套炭阳极生产车间、云南铝厂等阳极生产线的相继建成投产,使我国目前铝用炭素阳极的年产量较十年前成倍增长,形成了我国铝电解用炭素阳极生产的成熟技术和规模,并相继建立了两个系列的炭阳极质量标准:振动成型系列的GB8741-88和挤压成型系列的YB2809-78。
第十一章铝电解生产用碳素材料及氧化盐生产铝电解用碳素材料指铝电解生产中所使用的碳素阳极和碳素阴极,从历史的角度讲,碳素阳极分为用于自焙铝电解槽生产的阳极棚和预焙铝电解槽生产的预焙阳极块。
由于节能和环保的要求,截止2010年底,我国工业已淘汰了自焙阳极生产工艺,重新采用大型预焙槽生产,所以,对阳极棚生产工艺不再赘述。
只介绍预焙阳极生产工艺过程。
铝电解槽底部采用阴极碳块。
大型预焙槽的使用寿命一般在5~8年,大修过程将把阴极内衬阴极碳块和底部保温材料全部更换,所以,阴极碳块也是电解铝生产中必不可少的材料。
本章主要介绍碳素阳极和碳素阴极的生产工艺过程。
氟化盐(冰晶石和氟化铝)也是铝电解生产中的消耗性材料。
自然界中并无足够多的天然冰晶石,目前仅在冰岛的格林兰岛发现少量的天然冰晶石和。
工业上所用冰晶石航氧化铝采用全部人工合成,所以,本章也简单介绍铝其生产工艺。
第一节预焙阳极生产工艺铝电解用预焙阳极是用石油法经煅烧后按一定粒度配比,用煤沥青作为粘接制混合成棚料,再经振动成型,通过高温焙烧所得的产品,其生产工艺流程图如图11-1。
1.配料和初译石油焦乃石油提炼后的副产品。
其主要成分是碳,其固定碳含量在75~90%,其余为可燃探发分电约12~20%,灰分约0.3~1%;硫分0.5~3.0%;水分约3%;以及其他微量金属和非金属杂质。
阳极产品要求灰分≤0.8%,硫分≤2.5%,为了使产品杂质成分在允许的范围内,所以,在燃烧之前,必须对石油焦进行成分配料,以保证阳极产品成分合格。
由于石油焦是石油提炼后的渣油经焦化而得,由于渣油的组成很复杂,与原油同样都是由各种烃类和烃类比物组成,所以在焦化过程中根据烃类的不同而形成粒度不一的焦块,大的有200mm以上,小的如同粉料。
为了在燃烧中挥发分能均匀快速排出以及不出现细料过程,必须对大块石油焦进行初,使粒度不大于10mm。
2.燃烧石油焦燃烧是在隔绝条件下,将油焦进行高温预热处理。
铝用碳素生阳极车间工
艺流程图
文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-MG129]
煅后焦 布袋除尘 残极、熟废块 生碎、废
生阳极 固体沥青
(C3、C4、
C5、C6)
经振动给料机、斗提、皮带
经颚破、500吨 经500吨 经振动给料机
收尘料仓 斗提、皮带、反击破 反击破、斗提、皮带 斗提、皮带
振动筛筛分
对 反 生碎料仓 沥青融化槽
击残极大料仓
辊 破
中间仓 煅粗 煅中 煅细 磨前仓 皮带、料斗 皮带斗提 融化静置
圆盘给料机沥青泵
振动筛筛分
转子分级机
反
沥青高位槽
破
配料称配料称配料称配料称球磨粉仓中间仓残粗残中残细
配料秤沥青称
配料称配料称配料称配料称配料称
复合秤
生阳极车间工艺流程图混捏锅
糊料皮带
振动成型机悬链输送机炭块冷却池
合格块焙烧炭块库储存。
1、目的通过对生产过程中的每一工艺过程作定性和定量的规定,规范和指导每一工艺过程中的操作者操作要求,从而确保型材的质量。
2、合用范围合用于氧化车间对铝合金型材进行阳极氧化表面处理的控制。
3、职责3.1 车间主任和带班主任负责指导和监督各岗位员工按本操作规程的规定操作。
3.2 各岗位员工严格按本操作规程的规定进行作业。
4、操作规程4.1 化车间生产线各槽系列(见表 1):(表 1)工序生产线槽号除油 1水洗 2、3酸蚀 4水洗 5、6碱蚀 7、8水洗 9、10中和 11水洗 12、13氧化 14、16、17、19水洗 20、21、22着色 23水洗 24、25封孔 29、30水洗 31.32热水洗 33纯水洗 34电泳 35RO 水洗 36、374.2 各工序主要技术性能和参数主要技术性能和参数(见表 2):(表 2)4.3 氧化车间生产工艺流程4.3.1 氧化工艺流程图电流或者电压1-15 分钟3-10 分钟根据表面处理要求定1-8 分钟由膜厚而定由颜色深 15-22 伏浅而定 0.4-0.8 安/分米2每一微料膜厚封孔一分钟5-10 分钟50″-180″51-3 分钟槽液浓度游离硫酸180±30 g/l氟化氢氨 40-60g/l游离碱 30-90g/lAl3+ 30-120g/l游离硫酸180±20g/l游离硫酸 160-190g/l Al3+ ≤15g/L硫酸亚锡 8-10g/l游离硫酸 15-25g/l PH 0.9-1.2PH 5-6.5镍离子 0.7-1.5g/l 氟离子 0.3-0.7 g/lPH >5.5电阻率≥6000Ω.cm固成份 6-8PH 7.8-8.4 温度(℃)常温30-45℃35-65℃常温20±1℃18-30℃常温60-80℃22±2℃槽号(1) (3)(6)(7) (9) (11)(14)(17)(18)(19)(20)(21)(22)(23)(24)(25) (29) (31) (33)(40)(41) (39) (44)(47) 工序除油酸蚀碱蚀中和氧化着色封孔热水电泳电压 15-20 伏100-160V时间酸蚀水洗上排除油水洗碱蚀水洗中和水洗氧化水洗水洗封孔着色水洗下排固化电泳纯水洗4.4 生产前准备4.4.1 人员控制:新工人上岗前必须进行有关《氧化车间生产工艺操作规程》、《氧化车间设备操作规程》、《氧化车间岗位操作规程》以及安全生产、劳动纪律等方面的学习教育,经试用合格方能持上岗证到指定岗位上岗。