生产工艺流程图-格式
- 格式:pdf
- 大小:95.88 KB
- 文档页数:1
WORD 格式.整理版硫酸庆大霉素生产工艺一、硫酸庆大霉素产品说明 1、产品名称及化学结构1.1产品名称:硫酸庆大霉素(Gentamycin sulfate)1.2化学结构:1.2.1结构式:• 2H SO2 4C1: R1=R2=CH3C2: R1=CH3R2=HC1a: R1=R2=H1.2.2分子式:C1: C21H43N5O7=477.61C2: C20H41N5O7=463.58C3: C19H3”5O7=449.551.2.3分子量:Cj 477.61C2: 463.58C3: 449.55C; C2、C1a为硫酸庆大霉素的三个组分,各组分与2个分子的硫酸相结合,其成分折干效价为590Wml 以上。
2、理化性质2.1性状:白色或类白色粉末,吸水性强,稳定性高,易溶于水,不溶于乙醇、丙酮、氯仿等有机溶剂。
2.2比旋度:+107。
〜+12103、产品质量标准(查药典)二、原材料、包装材料质量标准及规格1、发酵部分名称规格葡萄糖工业用:淡黄色粉末,含量70%以上,氯含量0.6%以下。
药用(口服):白色结晶,含量88%以上,氯含量0.25%以下。
淀粉工业用:含量80%以上,水分14%以下,氯含量0.1%以下,灰份1%以下,无发霉结块。
黄豆饼粉工业用:热榨,浅黄色粉末,无发霉结块,蛋白质37%以上,水分12%以优质.参考.资料2、提取部分三、生产方法及原理简介硫酸庆大霉素的生产是以绛红色小单抱菌()2号作为庆大霉素生产用菌种,在蒸汽消毒的培养基中不断扩大培养、发酵,通过菌种的次级代谢分泌出具有抑菌活性的庆大霉素。
用离子交换树脂提取出菌分泌的活性物质,经精制、转盐生产出硫酸庆大霉素原料药。
用以制成各种硫酸庆大霉素制剂,应用于临床治疗。
四、硫酸庆大霉素生产工艺流程图及操作条件硫酸庆大霉素的生产过程主要包括以下四个部分:发酵生产、提取、精制、无菌压缩空气、无菌喷雾干燥。
优质.参考.资料WORD格式.整理版1、硫酸庆大霉素生产工艺流程图:35 ℃ 23hr 35 ℃35 ℃35 ℃种子瓶 ----- 一级种子罐——►二级种子罐----- ^发酵罐------250rpm 38hr 22hr 96hr酸化 6 hr放罐 ----- 732树脂静态吸附——过筛——►饱和树脂——漂洗中和漂去酸洗 4.5%氨水无NH4+ 效价——装柱——解吸——> 浓缩——►浓缩液----------------- >浓缩液杂质无盐水洗串711柱15万”/ml收率95% 收率93% H2sO4活性炭----- >转盐液——> 脱色液——> 过滤——►精滤一►无菌喷粉PH=4.0-6.0 脱色收率89% 收率85%2、生产工艺过程:2.1菌种部分接种接种35 ℃ 23hr砂土管----- ►种子斜面----- - 种子瓶------- ^生产用菌种50rpm2.1.1种子瓶配方(%):淀粉 1.0 碳酸钙0.3 硝酸钾0.05 玉米粉1.5黄豆饼粉1.5 氯化钻1r/ml 鱼粉葡萄糖0.1蛋白胨0.2自来水配制,消前PH调至7.52.1.2种子瓶的制备按种子瓶配方配制好培养基,装入500ml摇瓶中,装量50ml,用1kg/cm2饱和蒸汽120℃ 灭菌30分钟,冷却备用。
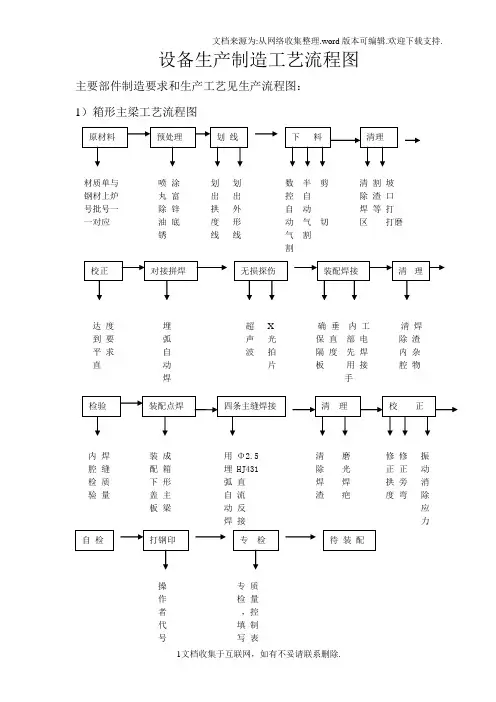
设备生产制造工艺流程图主要部件制造要求和生产工艺见生产流程图:1)箱形主梁工艺流程图材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等 打 一对应 油 底 度 形 动 气 切 区 打磨 锈 线 线 气 割割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 装 成 用 Φ2.5 清 磨 修 修 振 腔 缝 配 箱 埋 HJ431 除 光 正 正 动 检 质 下 形 弧 直 焊 焊 拱 旁 消 验 量 盖 主 自 流 渣 疤 度 弯 除板 梁 动 反 应焊 接 力操 专 质作 检 量者 ,控代 填 制2)小车架工艺流和材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等打一对应 油 底 度 形 动 气 切 区 磨 锈 线 线 气 割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 清 磨 修 修 振应 腔 缝 除 光 正 正 动力 检 质 焊 焊 拱 旁 消 验 量 渣 疤 度 弯 除A 表 A 表行车 行车适用 适用操 专 质作 检 量者 ,控代 填 制3)车轮组装配工艺流程图煤 清 轮 确 尺 轴 部油 洗 孔 认 寸 承 位或 轴 等 各 及 等 加洗 承 部 种 公 工 润涤 , 位 规 差 作 滑剂 轴 格 剂操作者代号4)小车装配工艺流程图场 按 领 煤 清 轴 确 尺 轴加 最注 地 技 取于 油 洗 及 认 寸 承油 后油 清 术 各 或 轴 孔 各 及 内 减理 文 件 洗 承 等 件 公 、 速件 涤 齿 部 规 差 齿 箱剂 轮 位 格 面 内螺 手 起 行 噪钉 工 升 走 音松 盘 机 机 震紧 动 构 构 动度 灵活性5)端梁工艺流程图接板划板A表所有行确垂内工口点出上车轴承孔必保直部焊处焊连孔须用大型设弯水先接连接位备整体加工板平手接度清焊内每垂装成埋或Φ1.2除渣腔组直配箱弧CO2 0.8Mn2si内杂焊2度下形自气腔物缝件平盖端动保质弯行板梁焊焊量板度清磨校垂划划半剪清割坡除光正直出出自除渣口焊焊弯度拱外动切焊等打渣疤板度形气区物磨线线割操作者代号6)桥架装配工艺流程图整托水 主向 端平 主上 四 四 道理架平 梁外 梁行 梁拱 轮 轮 轨场找度 旁平 垂放 对度 对 着 轨地准 弯行 直置 应 角 力 距放 主 截 线 点置 梁 面 跨 共度 面度对 磨毛余清号 掉刺飞除标 焊及溅表记 疤残等面尘土合 安格 装标 标记 记。

膏霜乳液类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
美容类化妆品(唇膏)工艺流程图
说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
美容类化妆品(粉饼)工艺流程图
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
人与人相处,要多一份真诚,俗语说,你真我便真。
常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。