新型高性能热作模具钢(HHD钢)在压铸模上的应用
- 格式:doc
- 大小:1.64 MB
- 文档页数:6
新型高性能热作模具钢(hhd钢)的研究与应
用
1概述
近年来,随着车辆制造业的快速发展,汽车零部件的模具质量受到了广泛的关注,如何提高模具的性能,减少产品的加工时间和模具的成本,已经成为汽车零部件制造行业的热门话题。
热作模具钢使用于汽车附件的表面改良处理,它能带来高性能的成型,但由于它的特殊性,需要合理设计新型高性能热作模具钢,并且大量应用到汽车零部件表面改良中。
2HHD钢的研究
HDH钢是一种高性能热作模具钢,它采用进口•软铁、合金钢、废料熔炼料经过熔炼,精细粉末浇注,多色炉强化分解后组成,它具有质量轻、体积小、抗磨性能好等优点,。
HHd钢采用多种元素,经特殊处理后,结构紧密,单位体积承受的抗拉应力更大,可立即回弹,而且在高温下也具备良好的耐磨环境,这些使它在汽车零部件模具中具有重要的意义。
3应用
HDH钢在汽车零部件模具的应用能够提高模具的表面硬度,而且模具具有更高的抗划痕强度,抗热膨胀和耐磨性,这些优点使汽车aa降低模具切削操作的锤击次数,从而提高模具寿命,提高模具的表面质
量,提高模具的整体精度和性能也是非常必要的。
同时,HHd钢的低热容性使得它在进行脆性材料的加工时,具有良好的抗锤击性,可以大大减少模具的加工时间和成本。
4结论
在汽车零部件制造行业中,新型高性能热作模具钢(HHd钢)对汽车零部件制造具有重要意义,它能提高模具的表面质量,提高整体精度,提高热作模具钢的抗拉应力,减少模具加工时间和成本,在实际应用中受到广泛的关注。
但是,目前HHd钢的研究和应用还处于起步阶段,有关系统的研究和实践应用还需要进一步完善和提高,以保证汽车零部件制造技术的不断发展和改进。
热作模具钢1.2376的使用1.引言1.1 概述热作模具钢1.2376是一种常用的模具钢材,具有许多独特的特点和优势。
该材料经过特殊处理和加工,具有很高的硬度和耐磨性,因此在许多行业中得到了广泛的应用。
热作模具钢1.2376的主要特点之一是其优异的热稳定性。
它能够在高温下保持稳定的抗变形性能,不易软化或变形。
这使得它非常适合在高温环境中使用,例如热作模具的制造和使用过程中。
此外,热作模具钢1.2376还具有出色的切削加工性能。
它具有良好的综合机械加工性能,易于切削、铣削和打磨。
这使得模具制造商能够更加高效地进行模具生产和加工,提高生产效率。
另一个重要的特点是热作模具钢1.2376具有良好的耐磨性。
由于其硬度高,它能够有效地抵抗摩擦和磨损,延长模具的使用寿命。
这对于需要经常使用模具的行业来说非常重要,如塑料注塑、压铸和模具制造等行业。
综上所述,热作模具钢1.2376是一种具有特殊特点和优势的重要材料。
其热稳定性、切削加工性能和耐磨性使其在各种模具制造和使用领域中得到广泛应用。
在接下来的正文部分中,我们将更详细地介绍热作模具钢1.2376的应用领域以及相关的研究和开发成果。
1.2文章结构文章结构部分的内容可以这样写:1.2 文章结构本文将按照以下结构进行叙述和分析:第一部分是引言部分,主要包括概述、文章结构和目的。
在概述中将介绍热作模具钢1.2376的基本概念和特点,引起读者的兴趣。
而文章结构部分则介绍了整篇文章的结构安排和各个部分的内容概要。
最后在目的部分明确了本文撰写的目的和意义,为读者提供了阅读的指导。
第二部分是正文部分,主要分为两个小节。
首先,将详细介绍热作模具钢1.2376的特点,包括其化学成分、物理性质、热处理工艺等方面的特点。
其次,将探讨热作模具钢1.2376的应用领域,包括塑料模具、压铸模具、冷压模具等方面。
通过对其特点和应用领域的深入分析,读者可以更全面地了解和认识该材料。
第三部分是结论部分,主要包括总结和展望两个小节。
高导热高热强热作模具钢的热处理效果与性能变化分析【引言】热作模具钢是目前广泛应用于工业领域的重要材料之一。
高导热高热强的性能要求使得热作模具钢的热处理效果对其性能变化产生了重要影响。
本文将深入探讨高导热高热强热作模具钢的热处理技术,以及热处理对其性能的影响,旨在提供指导这类钢材使用与优化的依据。
【热处理技术】热处理是通过控制材料的加热与冷却过程,改变材料的结构与性能的一种制造工艺。
对于高导热高热强热作模具钢而言,常用的热处理技术主要包括退火、正火与淬火。
退火是将高导热高热强热作模具钢加热到适当的温度,然后进行适当的冷却过程,以达到松弛内部应力、改善钢材的塑性与可加工性的效果。
适当的退火处理能够提高材料的导热性能,降低钢材的硬度,提高其可切削性能。
正火是将高导热高热强热作模具钢加热到高温,然后进行适当的冷却过程,以增加材料的硬度和强度,并提高其耐磨性和耐蚀性。
正火处理能够使得钢材内部的共析物均匀分布,提高钢材的整体性能。
淬火是通过将高导热高热强热作模具钢加热到临界温度,然后迅速冷却,以获得高硬度和强度的效果。
淬火处理能够使得钢材的组织变为马氏体,提高了钢材的硬度和耐磨性,但也容易导致脆性增加。
因此,在淬火过程中需要进一步经过回火处理,以降低脆性、提高韧性和可靠性,并综合优化材料的性能。
【热处理对性能的影响】热处理对高导热高热强热作模具钢的性能具有重要影响,主要体现在以下几个方面。
首先,热处理可以改变钢材的组织结构。
通过退火、正火和淬火等热处理工艺,高导热高热强热作模具钢的晶格结构和相组成会发生变化。
这些变化直接影响钢材的硬度、强度和韧性等力学性能。
适当的热处理工艺可以提高钢材的力学性能,同时减少材料的内部应力和缺陷。
其次,热处理还能提高高导热高热强热作模具钢的导热性能。
导热性能是指钢材导热能力的大小,对于制造模具而言,良好的热传导性能能够有效地提高模具的作业效率和耐久性。
通过适当的热处理工艺,可以改善钢材的晶界连续性和晶粒的排列,从而提高热导率。
HHD热作模具钢开发
陈知伟; 胡瑜; 张全新
【期刊名称】《《重庆钢铁装备与工艺技术》》
【年(卷),期】2018(061)004
【摘要】近年来连铸坯直接热送热轧比不断增加,对无缺陷连铸坯的需求量也越来越大,因而在线去毛刺已成为连铸生产工艺中必不可少的环节。
连铸坯去毛刺机的关键部去毛刺的刀具国产化不甚理想,因此研制出使用性能与德国进口的刀具相当的热作模具钢及其刀具,以替代进口、满足国内市场的需求。
【总页数】5页(P16-20)
【作者】陈知伟; 胡瑜; 张全新
【作者单位】[1]重庆钢铁研究所
【正文语种】中文
【中图分类】TG142.45
【相关文献】
1.新型热作模具钢HHD高温扩散工艺参数的研究 [J], 李青;褚作明;方建儒;郭玉刚
2.新型高性能热作模具钢(HHD钢)在压铸模上的应用 [J], 方建儒;卢国栋
3.新开发的高耐磨热作模具钢 [J], 王峰;乔林锁(译);李峰(校)
4.热作模具钢的开发与性能研究 [J], 张勇
5.技术研发中心成功开发出H13热作模具钢 [J], 梁辉
因版权原因,仅展示原文概要,查看原文内容请购买。
高导热高热强热作模具钢的加工工艺与性能优化摘要:高导热高热强热作模具钢在现代工业中起到了重要的作用。
本文将对该类钢材的加工工艺与性能优化进行介绍与探讨。
首先,将分析高导热高热强热作模具钢的特点及应用领域。
其次,从原材料的选择、热处理工艺、表面处理等方面详细介绍了其加工工艺。
最后,针对高导热高热强热作模具钢的性能进行分析,提出了性能优化的方法与措施。
1.引言高导热高热强热作模具钢是一种具有良好热导性能和高热强度的特殊钢种,广泛应用于塑料、橡胶、玻璃纤维等热成型工艺中。
其优异的导热性和热强度使得其在高温条件下能够保持稳定的性能,且具备较长的使用寿命。
然而,由于高导热高热强热作模具钢具有较高的硬度和韧性要求,其加工工艺与性能优化对于提高其使用性能至关重要。
2.高导热高热强热作模具钢的特点与应用领域高导热高热强热作模具钢具有导热系数高、导热性能稳定、热膨胀系数小、耐热性好等特点。
这些特点使得该类钢材在模具制造、塑料成型、铸造、压铸等领域中得到广泛应用。
例如,在注塑模具中,高导热高热强热作模具钢能够快速将塑料材料的温度均匀分布,加速注塑过程,提高生产效率和产品质量。
3.高导热高热强热作模具钢的加工工艺3.1 原材料选择高导热高热强热作模具钢的原材料应选择高纯度的合金元素。
合金元素的含量对钢材的性能起着决定性作用。
在选择原材料时,应考虑到充分利用材料的导热性能和热强度。
3.2 热处理工艺热处理是高导热高热强热作模具钢加工的关键环节。
热处理工艺应根据钢材的组织结构和性能需求确定。
常见的热处理工艺包括退火、正火、淬火和回火等。
通过适当的热处理工艺,可以使钢材的硬度和韧性达到最优化,并增加其使用寿命。
3.3 表面处理高导热高热强热作模具钢的表面处理对于提高其耐磨性和耐腐蚀性至关重要。
常用的表面处理方法包括氮化处理、渗碳处理和表面涂层等。
这些方法可以增加钢材的表面硬度和耐磨性,延长其使用寿命。
4.高导热高热强热作模具钢的性能优化4.1 提高导热性能提高高导热高热强热作模具钢的导热性能,可以通过合理选择合金元素和热处理工艺来实现。
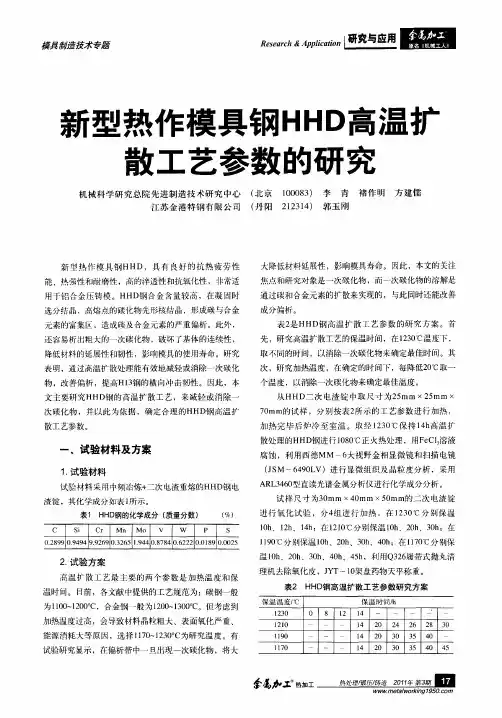
新型高性能热作模具钢(HHD钢)在压铸模上的应用Application of New Type High-property Hot Working Die Steel (HHD Steel) on Die Casting Die方建儒1,卢国栋21一汽铸造有限公司铸造模具厂,长春市东风大街153号(130011)2长春一汽联合压铸有限公司,长春市东风大街153号(130011)摘要本文研究了新型高性能热作模具钢(High-property Hot working Die steel-HHD钢)的实验室检测结果和现场应用结果。
HHD钢的实验室检测结果表明,钢中非金属夹杂物含量远远低于NADCA #207-2003的要求,其退火显微组织为AS1级,淬火显微组织为AH2级,晶粒度为9.5级,其冲击韧性也远远高于NADCA#207-2003对高级压铸模具钢冲击韧性的要求,其抗热疲劳性能要优于国际先进的瑞典产ASSAB8407钢。
HHD钢模具现场使用情况表明,HHD钢压铸模具的寿命高于ASSAB 8407和DIEVAR制作的铝合金压铸模具;在相同的工艺条件下,由HHD钢制作的放气阀本体铜合金压铸模平均寿命是3Cr2W8V钢模具4倍以上。
关键词:HHD钢,压铸模具1 引言铝合金压铸模具经常与600℃左右的高速熔化的炽热金属液接触,并被反复的加热、冷却,工作环境极其恶劣,其失效形式主要有:热疲劳、冲蚀和整体断裂[1~3]。
世界各国都一直致力于压铸模具材料的开发与应用,以期提高压铸模具的使用寿命。
20世纪30年代初在工业中一直广泛应用5CrNiMo、5CrMnMo钢,这两种钢由于铬含量低,淬透性差,热强度及热稳定性稍差,不适合做压铸模具。
始于70年代的H系列钢(AISI标准)是目前世界上用量最大的第二代热作模具钢,以铬含量为5%的H11、H12和H13为代表,这类模具钢具有良好的淬透性及热强性,是目前使用最广泛的压铸模具用钢。
热作模具钢与塑胶模具钢热作模具钢和塑胶模具钢是现代工业生产中至关重要的材料。
两者均是常用的模具材料,但两者的应用行业和工作环境存在很大的差异。
本文将详细介绍热作模具钢和塑胶模具钢的特点、应用领域和制造工艺等方面的知识。
一、热作模具钢热作模具钢是一种专门用于锻造、冲压、铸造等高温工艺中的模具钢。
它具有优异的耐高温、抗热疲劳、热裂纹和软化性能,可以在高温下长时间运转而不失效。
热作模具钢主要包括铸造型和锻造型两种,铸造型包括H型、W型和P型等,锻造型主要有H13型和5CrNiMo型等。
1. 特点(1)高温性能优异:热作模具钢的高温性能非常优异,可以在高温下长时间耐磨耗,且不产生裂纹。
(2)硬度高:热作模具钢的硬度高,可以满足高温工艺中的高强度要求。
(3)形变性小:热作模具钢的形变性很小,在高温下不易变形。
(4)耐热疲劳性好:在高温下连续工作时间长,不易出现热疲劳现象。
2. 应用热作模具钢应用领域广泛,主要包括以下几个方面:(1)锻造模具:热作模具钢可以用于制造锻造模具,主要用于制造汽车零部件、工程机械等金属件。
(2)冲压模具:热作模具钢可以用于制造冲压模具,主要用于制造电子、家电等领域的零部件。
(3)注塑模具:热作模具钢可以用于制造注塑模具,主要用于制造汽车、医疗器械等塑料制品。
二、塑胶模具钢塑胶模具钢是一种专门用于制造塑料制品注塑模具的模具钢。
它具有优异的切削性、耐磨性和尺寸稳定性,可以制造出高精度、高质量的塑料制品。
塑胶模具钢主要包括普通型和高镍型两种,普通型主要有P20、718等,高镍型主要有NAK80、S136等。
1. 特点(1)硬度适中:塑胶模具钢的硬度适中,既能满足要求,又易于加工和处理。
(2)切削性好:塑胶模具钢的切削性非常好,可轻松切削成形,加工效率高。
(3)耐磨性好:塑胶模具钢的耐磨性很好,经久耐用,可制成高品质的塑料制品。
(4)尺寸稳定性好:塑胶模具钢的尺寸稳定性很好,没有过多的变形或收缩现象。
新型高导热高热强热作模具钢的开发与应用随着工业化的发展和工业产品的需求量逐年增加,新型高导热高热强热作模具钢的开发与应用成为了当前研究的热点。
本文将对这一领域进行详细探讨,包括新型高导热高热强热作模具钢的特性、开发技术以及在工业生产中的广泛应用。
新型高导热高热强热作模具钢具有以下几个独特的特性。
首先,它具有良好的导热性能,能够迅速传导加工热量,提高生产效率。
其次,它具有出色的热强度,能够承受高温环境下的工作条件,延长模具的使用寿命。
此外,新型高导热高热强热作模具钢还具有优异的耐磨性、耐蚀性和耐热疲劳性能,能够在复杂的加工环境下保持稳定的性能。
针对新型高导热高热强热作模具钢的开发,目前已经涌现出一些先进的技术。
首先是合金设计技术,通过调整钢材中的合金元素含量和比例,可以改变其微观结构和力学性能,从而提高导热性能和热强度。
其次是热处理技术,通过精确控制材料的加热、保温和冷却过程,可以获得优异的综合性能。
此外,近年来的研究还注重于材料的微观结构调控和表面改性,进一步提高了新型高导热高热强热作模具钢的性能。
在工业生产中,新型高导热高热强热作模具钢得到了广泛应用。
作为一种具有高性能的材料,它可以用于汽车零部件、塑料制品、电子产品和航空航天等领域。
例如,在汽车制造中,利用新型高导热高热强热作模具钢制作引擎缸体、曲轴和齿轮等关键部件,可以提高汽车的动力性能和燃烧效率。
在塑料制品生产中,采用新型高导热高热强热作模具钢模具,可以提高产品的成型质量和生产效率。
此外,在电子产品和航空航天领域,新型高导热高热强热作模具钢的导热性能和稳定性能可以保证产品在高温环境下的正常工作。
尽管新型高导热高热强热作模具钢在开发和应用方面取得了一些进展,但仍然存在一些挑战。
首先是材料的成本问题,目前新型高导热高热强热作模具钢的生产成本较高,限制了其在一些领域的推广应用。
其次是制造工艺的复杂性,需要精密的加工设备和技术,增加了生产成本和周期。
热作模具钢的应用特点《热作模具钢的应用特点:高温下的钢铁硬汉》在工业的大舞台上,热作模具钢就像是一群默默奉献的钢铁硬汉,虽然不如钻石耀眼,但却有着脚踏实地的本事,在热加工领域发挥着不可或缺的作用。
热作模具钢最大的应用特点之一就是耐高温。
想象一下,在那炽热无比的熔炉旁边,其他材料可能早就被高温烤得变形认输,但是热作模具钢却能稳如泰山。
就像一个久经沙场的老战士,面对枪林弹雨毫不退缩。
这耐高温的本事使得它在压铸、锻造以及热挤压等高温加工工艺中表现非凡。
比如说压铸,那可是要把滚烫的液态金属注入模具,瞬间的高温冲击,如果模具不够强硬,直接就会被熔成一滩废铁。
而热作模具钢就像是身披防火铠甲的勇士,成功抵御高温的侵袭,保证压铸的顺利进行。
而且它在高温环境下还能保持良好的力学性能,不容易开裂或者变形。
这可不简单,就好比是在炎热的沙漠中行走,一般人早就被晒得头晕眼花、体力不支,热作模具钢却能健步如飞。
还有啊,热作模具钢的耐磨性也十分惊人。
在模具频繁地与工件接触、摩擦的过程中,耐磨就像它的超能力。
要是耐磨性差的材料用来做模具,没工作几下就磨得不成样子,就好像一个没穿多久的鞋子就被磨破了底儿。
热作模具钢在长时间的使用过程中,就像是一位耐力十足的长跑选手,始终保持自己的状态,模具的形状和精度不会轻易被磨损改变。
这就大大提高了模具的使用寿命,为厂家节省了不少成本呢。
从经济的角度来看,热作模具钢简直是精打细算的好管家,虽然初期采购可能要多花点钱,但长期使用下来,性价比超高。
热作模具钢的韧性值得夸一夸。
它不是那种脆弱的材料,不会在受到冲击力的时候就轻易断裂。
打个形象的比方,它就像武侠小说里内功深厚的高手。
当在锻造大型工件时,巨大的冲击力传导到模具上,它能够像海绵一样吸收一部分冲击力,然后依然坚强地保持自身的完整性。
要是它很脆弱,一旦模具断裂,那整个生产就得停下来,就像多米诺骨牌一样,造成一系列的麻烦。
热作模具钢在热加工领域里就是一块宝藏,靠着它的耐高温、耐磨以及韧性好等特点,在众多工业生产中挑起大梁。
一种高性能的新型热作模具钢
王赵俊
【期刊名称】《国外金属热处理》
【年(卷),期】2000(021)004
【摘要】在锻造过程中锻模承受高的机械应力和热应力。
模具寿命随着诸如钢种、钢的质量、热处理工艺规程,表面处理、模具尺寸、设计、硬度、当然还有生产条件等一些因素而变化的,除热磨损,塑性变形和热疲劳外,严重的开胆在很多锻造生产中的一个主要问题。
模具钢必须拥有很高而且各向同性的延异性和韧性,以抵抗在锻造过程中由高机械应力和热应力导致的热疲劳开裂以及不稳定纹的扩展。
本篇文章中将介绍一种新的热作具钢。
并且与现有的锻模
【总页数】5页(P15-19)
【作者】王赵俊
【作者单位】一胜百模具技术(上海)有限公司
【正文语种】中文
【中图分类】TG315.2
【相关文献】
1.CTS451高性能超级优质热作模具钢的研制 [J], 王福
2.W系列高性能热作模具钢特性浅谈 [J], 董加坤;张宏康;蔡耀清;韦明辉;俞晖;陆靖
3.新型高性能热作模具钢(HHD钢)在压铸模上的应用 [J], 方建儒;卢国栋
4.新型高性能热作模具钢RX4在精锻模上的应用 [J], 陈建礼;王淼辉;葛学元
5.一种新型热作模具钢:高强韧性28Cr2NiMoWVSi锤锻模具钢 [J], 胡万玉
因版权原因,仅展示原文概要,查看原文内容请购买。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。