中储式制粉系统
- 格式:doc
- 大小:25.50 KB
- 文档页数:5

中储式制粉系统防爆技术研究与应用摘要:近些年,电煤价格持续上涨且高位运行,造成企业生产经营困难,亏损严重。
为了缓解企业经营压力,长春二热从2008年开始掺烧褐煤,近几年褐煤掺烧比例更是高达90%,大量褐煤的涌入使锅炉燃用煤性质发生了根本变化,煤质严重偏离设计值,燃用高挥发分、高水分、低灰熔点的褐煤虽然节约了煤炭成本,带来了巨大的经济效益,但也给中储式制粉系统的烟煤锅炉运行带来了制粉系统爆破的重大安全隐患。
十多年的褐煤掺烧,我们积累了不少经验,取得了一定的成就,在掺烧过程中总结出了一些应对措施,希望能为其他火电厂褐煤掺烧提供一些帮助。
关键词:掺烧;爆破;措施引言长春二热在役6台20万千瓦热电联产机组,锅炉为哈尔滨锅炉厂生产,设计煤种均为烟煤,采用中储式制粉系统、钢球磨煤机,无专用混配煤设施。
全部投入运行时的日耗原煤量为1.6万吨左右,是长春城网的电源支撑点和市区集中供热的主要热源点。
根据《电力设备典型消防规程》,测定空气中煤粉含量达到45-2000g/m3时,无论在密闭的容器内还是在敞开的空间遇到明火,都会产生爆炸,当煤粉含量在300-400g/m3时,其爆炸强度最大。
制粉系统启动、停止、断煤过程中,无法避开煤粉爆炸浓度。
制粉系统爆破三要素:氧量大于16%、火源(足够的点火能量)、煤粉达到爆炸浓度45-2000g/m3,三要素同时达到才会引起爆破。
1 技术路线中储式制粉系统存在三个关键点:1.负压运行的中储式制粉系统漏风较大,运行中氧量控制在16%以内比较困难;2.中储式制粉系统庞大、结构复杂,检查和消除制粉系统积煤、积粉的难度较大;3.制粉系统启动、停止及断煤过程中,煤粉浓度变化较大,容易达到煤粉爆炸条件,很难控制运行制粉系统的煤粉浓度在爆炸区间以外。
由于煤粉浓度很难控制在爆炸区间以外,而制粉系统爆破需要三大要素同时满足才会发生,因此只需要研究解决其中一项,乃至两项就完全可以避免爆破的发生。
本文重点研究解决中储式制粉系统防爆的技术难题,降低制粉系统爆破风险,通过控制制粉系统爆破三大要素中的两大要素:降低制粉系统中含氧量至16%以下和抑制制粉系统内部点火能量的形成,达到有效管控制粉系统爆破风险的技术路线。
200MW机组中储式制粉系统爆炸原因分析及处理摘要:针对某发电公司中储式制粉系统,介绍了爆炸的条件和事故现象,提出了制粉系统爆炸的控制措施及处理方法。
加强对制粉系统的监视、调整和维护,可以有效防止制粉系统爆破,保证设备安全。
关键词:制粉系统;爆炸;处理某发电公司现有在役6台200MW热电联产机组,1~6号炉均为哈尔滨锅炉厂设计生产,HG-670/13.7-YM9型超高压、一次中间再热自然循环、单炉膛、平衡通风、固态排渣煤粉锅炉,采用水平浓淡分离式和直流式喷燃器、四角布置、双切圆燃烧方式。
制粉系统采用中储式,原煤由给煤机送入磨煤机,经过磨煤机磨制后,经粗粉分离器、细粉分离器进入粉仓,再由给粉机、排粉机将煤粉送入炉膛燃烧。
中间仓储式制粉系统特点是运行可靠性比较高,运行调节灵活,磨煤机可在经济负荷范围内运行,从而提高了制粉系统的经济性,有助于提高锅炉热效率。
缺点是系统部件多而复杂,漏风量较大,而且制粉系统管道长,弯角多,流通阻力大,存在流通死角,易积煤粉。
因此,在制粉系统聚积煤粉的地方,具备煤粉爆炸的一些因素。
如果不采取一定的防护措施,制粉系统中聚积煤粉处就会有可能发生爆炸的危险,对制粉系统的安全运行产生影响。
1 制粉系统爆炸条件制粉系统爆炸必须满足以下三个必要条件,即可燃物浓度、火源、氧气浓度。
(1)可燃物浓度。
对可燃性煤粉而言,爆炸浓度有一个上限浓度和下限浓度,即爆炸浓度范围。
可燃物爆炸的浓度范围与很多因素有关,它一般不是定值,即与煤质、初温、初压等因素有关。
气粉混合物浓度在0.32~4kg/m3范围内才会发生爆炸,而在1.2~2kg/m3浓度范围内,爆炸危险性最大。
(2)点火能源(明火)。
目前制粉系统中此项条件形成的主要原因为系统内局部积粉自燃。
由于褐煤水分大、使得系统内积煤的情况增加,并且挥发份高,使积粉产生自燃的几率增加。
(3)足够的氧气浓度。
只有氧气浓度达到一定程度才会使点火能源具备足够的能量而引起爆破。
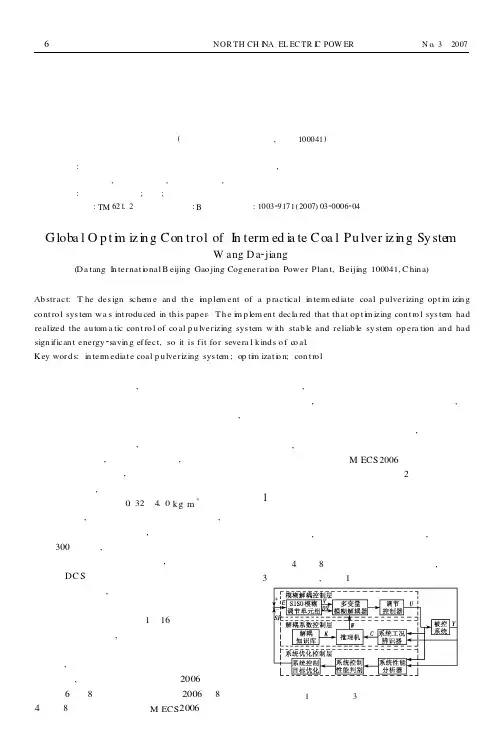
中储式球磨机制粉系统的全程优化控制摘要:本文介绍了一种实用的中储式球磨机制粉优化控制系统,此系统分为稳态优化控制和制粉系统启停优化控制。
稳态控制采用三层控制方式,将控制分为模糊回路控制层、解耦系数控制层和目标优化控制层。
系统启停控制将过程控制、调节控制、协调控制相结合,实现优化复杂系统过程控制。
系统的实际实施表明,该优化控制系统实现了制粉系统的全自动控制、运行稳定可靠、节能效果显著,可自动适用于各种不同煤质。
关键词:制粉系统、优化控制、全程控制。
一、引言在燃煤机组中,中储式球磨机制粉系统是常见的制粉系统。
此类系统被控量的非线性、强耦合、系统特性的时变性和球磨机内煤量无法测定,长期以来难以找到一个可靠的自动控制方案。
现在多数电厂仍使用手动制粉系统控制,此方式下,系统无法稳定于经济运行工况,造成制粉单耗高,甚至时常出现空磨运行和跑粉现象,产生巨大浪费。
另一方面,球磨机制粉系统的启动和停止操作,对于运行机组的安全性和经济性有较大的影响,中储式球磨机制粉系统的启停操作较制粉系统的平稳运行控制更为复杂,控制难度更大。
至今虽然许多DSC系统中设计了中储式制粉系统的自动启停程控操作,但在实际制粉运行运行中,这些控制方案都达不到实际运行要求而很少使用。
本文是在利用MECS2003制粉稳态优化控制的基础上【1】,介绍一种中储式球磨机制粉系统的MECS2003P全程优化控制的设计方案和其实施效果。
二、中储式球磨机制粉系统全程优化控制的总体方案中储式球磨机制粉系统MECS2003P全程优化控制由制粉系统稳态优化控制和制粉系统启停过程优化控制两部分组成,这两部分共同完成制粉系统运行的全过程控制,在此控制方案实施后,锅炉监控人员只需根据运行机组的要求,对制粉系统发出制粉系统启动或停止命令,就可实现制粉系统全过程优化控制。
二、制粉系统稳态控制方案和原理:球磨机制粉系统为多变量、强耦合、强时变性的复杂系统,由于被控系统的这些特性,简单的单回路控制或单回路耦合控制方案都被实践否定。
钢球磨煤机中储式制粉系统控制调节企业:控制网日期:2003-11-28领域:人机界面点击数:2120张小辉,张志军,程荣新1 概述我国很多火力热电厂中的制粉系统采用中储式制粉系统,此系统按送粉方式分为热风送粉和乏气送粉两类。
中储式制粉系统包括:给煤机、磨煤机、粗粉分离器、细粉分离器、排粉机、磨煤机入口热风门、磨煤机入口冷风门、排粉机入口风门等设备。
给煤机把经过预处理煤从煤仓中给到磨煤机中;磨煤机一般采用钢球磨煤机,钢球磨煤机靠磨煤机内的钢球与煤的撞击、挤压、研磨将煤块磨成煤粉;粗粉分离器把不符合粒度要求的颗粒再返回到磨煤机内再处理;细分离器是把煤粉与气体分开,输出合格煤粉;合格煤粉进入粉仓以备后用。
整个过程一般采用排粉机作为动力源,磨煤机为主要控制调节对象,所以中储式制粉系统一般采用负压运行方式,对磨煤机进行控制调节。
制粉工艺图(如图1)所示。
2 工艺要求及特点(1) 工艺要求? 燃烧提供合格的燃料(细度、温度、水份);? 磨制合格的煤粉,适应锅炉负荷变化的要求,维持粉仓内粉位在一定范围内;? 保证制粉系统相关设备安全、经济正常运行。
(2) 工艺特点? 多因素影响的强耦合的多输入多输出调节系统;? 波动大的大容量、大滞后的响应特性;? 是相对独立的多控制对象的控制系统。
3 控制调节要求及分析中储式制粉系统的调节要求就是要满足系统的工艺要求。
(1) 中储式制粉系统的调节回路的主要目的是为燃烧提供合格的燃料。
在一般情况下,通风量的大小影响风携带粉量和磨煤机的出力。
通风量太小,携带出的粉量很小,磨煤机出力小;通风量太大,粗粉分离器的回粉量增大,造成系统内循环量大,增大磨损,加大电耗。
图1 中储式制粉系统工艺图由经验公式可以得到气体流速与煤粉细度的对应公式(1)。
(1)其中R90为煤粉颗粒通过90μm筛孔的百分含量;Kd为系数;Wa为磨煤机出口气体流量;Fd为磨筒通流面积;ρm为磨煤机出口气体密度。
由此可以通过控制磨煤机出口风量来控制磨煤机出口煤粉颗粒粒度。

中储式制粉系统改造后的优化调整作者:蔡健来源:《科学与技术》2015年第02期胜利发电厂#1炉制粉系统改造后,从实际生产运行来看,存在诸多安全隐患,如转移管内有煤粉沉积或排粉机带粉,易造成煤粉的自燃或一次风箱爆炸,一旦发生爆炸,必须停机进行处理;其次,制粉系统改造后,制粉温度偏低,煤粉细度偏粗等因素,导致飞灰长期在13%,直接影响我厂的经济运行。
为了解决上述问题,需对系统进行改造和优化调整。
1 制粉系统简介胜利发电厂#1炉型号为DG670/13.7—8A,燃用晋中贫煤,为单汽包自然循环,π型布置,配筒式钢球磨煤机,中间储仓式制粉系统,热风送粉,固态除渣,钢筋混凝土构架,全悬吊结构,采用回转式空气预热器,超高压,具有中间再热的露天布置锅炉。
#1炉在2013年10月进行了掺烧烟煤制粉系统改造。
改造后系统如下图1所示。
2 防止制粉系统及一次风箱爆炸的优化方案胜利发电厂一期锅炉制粉系统改造后,经过一段时间的运行,发现乏气转移进入一次风箱的过程中因设计不完善存在以主要下问题:(1)#1号炉制粉系统系统甲乙侧压差大、风阻大影响配风调整;(2)乏气系统设计不合理,单侧运行时另一侧风门门后大量积粉,且乏气水平管道内也存在积粉情况;(3)改造后的新增系统无预防积粉、监测积粉及应急处理设施。
对此,我们制定以下改造方案:(1)避免乏气系统积粉增加乏气系统测点,便于运行人员监控管道状况,并将十米乏气调整门南移,避免单侧运行时停运行侧门后大量积粉;门后和局部异积粉的地方单独从制粉系统密封风管引入吹扫风,对可能积粉进行吹扫,避免煤粉沉积自燃。
(2)增加积粉消除和异常情况处理设施在乏气支管上加装电动隔绝门,一旦发生单侧积粉自燃,可迅速隔绝单侧,采取后续手段处理,避免停炉。
在乏气支管的水平段内部加装不短于1.5米的扰动管,扰动管作用是向乏气管道底部喷射气流,扰动沉积的煤粉,被乏气带走。
在积粉的管道上增加检修孔,当少量煤粉自燃后可以隔绝后打开检修孔进行清除。
球磨机出力低的原因有:(1)给煤机出力不足,煤质坚硬,可磨性差。
(2)磨煤机内钢球装载量不足或过多。
钢球质量差,小钢球未及时清理,波浪瓦磨损严重未及时更换。
(3)磨煤机内通风量不足,干燥出力低,或原煤水分增高。
如排粉机出力不足,系统风门故障,磨煤机入口积煤或漏风等。
(4)回粉量过大,煤粉过细。
提高制粉系统出力的措施有:(1)保持给煤量均匀,防止断煤。
在保持磨煤机出口温度不变的情况下,尽量提高磨煤机入口风温。
(2)定期添加钢球,保持磨煤机内一定的钢球装载量,并定期清理不合格的钢球及铁件杂物。
(3)保持磨煤机内适当的通风量,磨煤机入口负压越小越好,以不漏粉为准。
(4)消除制粉系统的漏风,加强粗细粉分离器的维护,保持各锁气器动作灵活。
(5)保持合格的煤粉细度,适当调整粗粉分离器折向门,煤粉不应过细。
预防煤粉仓温度高的措施:(l)保持磨煤机出口温度不超过规定值。
(2)按规定进行降粉。
(3)经常检查和消除制粉系统及粉仓漏风。
(4)建造和检修粉仓时要保证合理角度。
四壁光滑,不应有积粉。
煤粉仓温度高应作如下处理:(1)停止制粉系统,进行彻底降粉。
(2)关闭吸潮管阀门及绞龙下粉插板。
(3)温度超过规定值时可用二氧化碳灭火。
(4)待温度正常后,启动制粉系统。
(5)消除各处漏风。
影响煤粉粗的原因:(1)制粉系统通风量过大。
(2)磨煤机内不合格的钢球太多,使磨碎效率降低。
(3)粗粉分离器内锥体磨透,致使煤粉短路或粗粉分离器折向门开得过大。
(4)回粉管堵塞或停止回粉,而失去粗粉分离作用。
(5)原煤优劣混合不均匀,变化太大。
(6)煤
质过硬或原煤粒度过大等。
磨煤机空转危害:按规程规定,球磨机空转时间不得大于10min,因为空转时间长了,一方面钢球与钢球之间,钢球与波浪瓦之间的金属磨损增加。
磨煤机正常运行和空转时所产生的磨损比是1:50。
另一方面磨煤机空转时,钢球与钢球之间,钢球与波浪瓦之间的撞击容易产生火花,产生火花又是制粉系统爆炸的原因之一。
起、停注意事项:(1)启动时严格控制磨煤机出口气粉混合物的温度不超过规定值。
因为磨煤机在启动过程中,属于变工况运行,此时出口温度若控制不当,很容易使温度超过极限,而导致煤粉爆炸。
(2)磨煤机在启动时进行必要的暖管。
因中间储仓式制粉系统设备较多。
管道较长,启动时煤粉空气混合物中的水蒸气很容易在旋风分离器等管壁上结露,使之增加流动阻力,造成煤粉结块,甚至引起分离器堵塞。
(3)磨煤机停运时,必须抽尽余粉,防止自燃和爆炸。
为下次启动创造良好的条件。
钢球磨内煤量过多时为什么出力反而会降低?磨煤机内的煤量过多时,使磨煤机内的煤位过高,钢球落差减小,冲击能力也相应减小(从磨煤机电流减小可以看出)。
另一方面煤位过高,使钢球之间的煤层加厚,钢球的一部分动能消耗在使煤层的变形上,另一部分动能消耗在磨煤上,再则磨煤机内的煤位高时,使通风阻力增加,因此,使系统内通风量减少和磨煤机内的温度下降.干燥出力降低,所以磨煤机内的煤量过多时,其出力反而会降低,还容易造成磨煤机堵塞。
制粉系统漏风有哪些危害?中间储仓式制粉系统漏风部位一般在磨煤机进口颈、出口颈、给煤机、下煤管以及磨煤机后管道上的法兰、检查孔、锁气器、防爆门等处。
磨煤机前漏风,使筒内通风量增加,干燥介质温度降低,干燥能力下降,因而造成煤粉变粗。
当漏风量过大时,使排粉机达到最大出力,将使进入磨煤机的热空气减少,以致磨煤机出口温度下降,为了保持此温度,只有减少给煤量,降低磨煤出力,制粉电耗相应提高。
磨煤机后漏风也会增加排粉机电耗,降低一次风(或三次风)温度,增大一次风率,给燃料的着火燃烧带来不利,同时降低锅炉效率。
因此,制粉系统漏风是有害而无益的。
清理木块分离器时,对锅炉运行有何影响?清理木块分离器时,当设备有缺陷或清理不当时,将造成大量冷风直接进入系统。
冷风进入后,一方面使木块分离器以后的设备通风量增加,通过排粉机的乏气量也增加,乏气中携带的煤粉量随之增加,所以就要造成锅炉汽温、汽压升高。
另一方面磨煤机内抽吸力降低,即通风量降低,磨煤机内的负压减小,此时如不减小给煤量,磨煤机进、出口易漏粉或满粉。
磨煤机出入口为什么容易着火?主要原因是原煤的挥发分高,当原煤较潮湿,煤粘附或堆积在磨煤机入口下煤管或出口的死角处。
由于磨煤机入口要通过280~320℃的高温风,粘附和堆积在管壁上的煤长时间与高温介质接触,逐渐氧化,达到一定温度后就会自燃。
为了防止磨煤机入口着火,应消除入口角处的积煤,特别是雨季煤湿时,发
现入口积煤,应及时清除,一旦着火应停止磨煤机,消除火源。
煤粉为什么会爆炸?煤粉与原煤相比具有较大的表面积,输送煤粉的介质通常使用热空气,当煤粉与空气中氧接触时,会产生氧化,使温度升高,随着温度升高又会加速氧化的进行。
如果散热条件好,氧化产生的热量能被顺利带走,则不会发生自燃或爆炸;如果由于煤粉堆积,氧化产生的热量聚积起来,使氧化过程加剧,就会引起自燃。
制粉系统中,煤粉和空气混合成雾状,当这种雾状的气粉混合物达到一定的温度和浓度时,一旦遇到明火就会突然着火,造成煤粉的爆炸。
爆炸所产生的压力可达0.25~0.35MPa,对容器产生冲击,击破防爆门,严重时会损坏设备,甚至会引起火灾。
如何防止制粉系统爆炸?(1)制粉系统内无死角,不使用水平管道,以免煤粉积存自燃而引起爆炸。
(2)限制气粉混合物流速,既防止流速过低引起煤粉存积,又要防止流速过高引起摩擦静电火花。
(3)加强原煤管理,防止易燃易爆物混入原煤。
(4)严格控制磨煤机出口气粉混合物温度不超过规定值。
(5)粉仓定期降粉。
锅炉停用三天以上时,应将粉仓中煤粉烧尽,并清除粉仓漏风。
煤粉仓为什么要定期降粉?锅炉在正常运行中,煤粉仓中部的煤粉是处于流动状态的,而粉仓四壁的煤粉是处于相对静止的,时间久了,这些静止的煤粉周围的空气薄膜会逐渐消失,造成煤粉结块。
结块的
煤粉会使给粉机给粉不均,造成炉膛燃烧不稳,甚至造成灭火放炮事故。
因此,《电力工业技术管理法规》(试行)规定,煤粉仓的粉位应定期降低粉位。
降粉的最低粉位的高度以保证给粉机的正常运行为限。
中间储仓式制粉系统运行中,当给煤量增加时。
风压和磨后温度怎样变化?为什么?这种制粉系统在正常运行时,主要靠维持磨煤机入口负压、进出口压差和出口温度来保证运行工况的。
当给煤量增加时,入口负压变小,进出口压差增大,出口温度下降。
因为给煤量的增加,磨内载煤量增多,使通风截面减小,通风阻力增加,所以出口负压增大,入口负压减小,进出口压差增大。
再者由于给煤量增多,需要的干燥热量增加,而热风温度不变,当通风量一定时,磨煤机出口温度就会因干燥能力不足而下降。
运行中的球磨机满煤后,其电流为什么反而小?正常运行的磨煤机内是不允许全部充满煤和钢球混合物的。
因此当磨煤机转动时,煤和钢球混合物中心是偏向一方的,即产生一个与磨煤机大罐旋转方向相反的偏心矩,电动机主要是克服这个偏心矩做功的。
当磨煤机满煤后,偏心矩越来越小,虽然大罐加重了,可电机克服偏心矩所需功率却减小了,两者相比,后者影响电流大。
因球磨机大罐的轴承是滑动摩擦,其摩擦系数是很小的,对电动机电流影响很小。
因此,当球磨机满煤后,它的电流反而小。