富士康SOP制造作业规范指导书
- 格式:ppt
- 大小:301.00 KB
- 文档页数:1

序号物料名称用量序号数量1XXXXX11PCS223344551,2,
1,修改人:批准:2,修改人:批准:自检巡检1目测100%5%2目测100%5%3.返工标示,隔离检验方案XXXXX有 限 公 司作业指导书
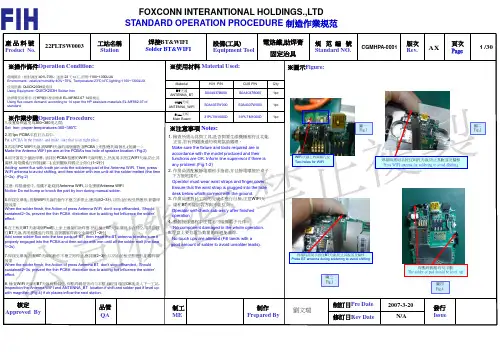
特殊性等级【A】三、作业步骤:二、工艺要求 1. 操作人员必须经过培训合格后方可上岗; 2. 按照以上表格标注核对物料和工具名称及数量,并整齐摆放于相应标识框内 3. 按静电防护要求做好静电防护。(所有接触PCB的人员必须配戴防静电手套)
修改栏序号检验内容和要求评价/测量技术工具夹具/辅料名称
反应计划一、作业前的准备:物料编号/规格XXXXX图示 :型号规格文件编号:产品的型号适用机型:适用的产品工序编号:10标准工时:版本号:A1产品型号:工序名称:
编制:审核 :批准:会签:第1页/共1页

1.目的:
规范标准作业指导书的编制、发布、变更、培训、使用等工作的处置规范。
2.适用范围:
适用于本公司正常生产作业活动使用制作指导书标准规范。
3.定义:
SOP:标准作业指导书,同work instructions.
4.权责:
4.1 工程部:依照生产需求,提供满足要求的标准作业指导书。
4.2 制造部:确认工艺标准作业指导书可实施性;
按照标准作业指导书内容实施生产作业活动。
4.3 质量部:确认工艺流程的质量风险;
监督制造是否按照标准作业指导书内容实施。
5.作业内容:
5.1 编制标准作业指导书
5.1.1工程须在生产作业活动实施前提供有效的标准作业指导书
5.1.2标准作业指导书内容主要包括:
a) 机型名称、文件编号、版本
b) 作业级别(A,B,C级别,区分方式详见“注1”)
c) 作业类型
d) 设备、治具、工具使用清单
e) 文件制作时间
f) 站位(必要时站位工作说明)
g) 安全作业说明
h) 制作人、审核/批准部门、人员
i) 作业内容与质量重点描述:操作步骤、动作描述、图示、站位重点及要求、必要安全操作要求
j) 页码;总页码
k) 记录要求(需要时加以说明)
l) 变更内容(以蓝色字体标识)
5.1.3标准作业指导书格式可参考《标准作业指导书模板》
5.1.4衍生机型的标准作业指导书注明其引用标准
5.1.4客制差异作业指导书参考本规范编制,管理途径同文档管理系统“客户定制资料” 文件名称 SOP管理规范 文件编号
版本 1.0 页数 3 第 1页 /共 3页 5.1.4编制原则
a) 字体要求:正文黑色字体,变更内容蓝色字体,图片彩色清晰,图片标注能够清晰识别。
b) 排序要求:与作业顺序的一致性
c) 描述要求:描述与作业要求的对应性,确保作为标准的唯一性,防止产生歧义、不确定性
d) 保留评审、批准和修订的状态和日期的记录、(由系统执行)
SOP作业指导书样板
sop样板
有限公司适用产品名称 及编号 图一
作 业 指 导 书工序名称负极 1 2 3 4 5
文件编号焊接大功率
编制日期 標准工時 作業類型 材料名称铝基板 光匠大功率
页数 第1页 共14页 標准產能/H 焊接 人員配置 材料规格
版本 A/0
大功率MR16/GU10/JDRE27(通用)图二
工序排号 1 材料编号 序号
数量
方孔为正极
负极 涂导热膏
操作说明
技术要求
正极
图三
图四
檢查 检查工位表面清洁 上工 检查物料有无一致 序 检查工具有无完好、且一定要带手指套操作 将温度调制为320_380度间,用仪器测试 1.检查烙铁溫度是否为規定溫度:320_380度间 2.将大功率摆放固定在治具底模上,再装上模(如图二)功率正负极要摆放一致 大 3.分清大功率正负极(如图一) 正极为有方孔一端
摆放位置要正确、涂导热膏要均匀 本工 4.将铝基板摆放在治具上,然后涂导热膏(如图二) 序作 5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来大功率与铝基板极性要一致,大功率 業 (如图四) 有孔一端对应鋁基板丝印“+”一端 6.完成后放入专用防靜電PVC盒內。
焊接 不可漏涂导热膏,正负极相一致 注意: 且一定要带手指套作业 检查有无假焊、虚焊 自檢 检查有无焊反或脱焊 不良品截出 检查焊接有无牢固 注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免 导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC盒內。
设备及治工具设备,工装名称 恒温烙铁 手指套 静电环 型号 936  ̄ ̄ ̄ ̄ ̄
OWS20A 设定条件 320-380度间 防静电  ̄ ̄ ̄ ̄ ̄
核准
审核
承办单位 承办人:

作业指导书(SOP)管理规定
SOP管制規定
一.所有正式投産機種都需制定SOP且以正式版本發行.
二.所有需要發行的SOP須經相關人員簽字核准後並文管蓋發行章方可生效發行. 三.所有經文管蓋發行章後的SOP,不可在其上靣改寫,亂畫,
四.如因生産變更或制定失誤需改動時可在上靣用手寫方式改寫,但需簽上相關人員姓名及時
間,一份SOP不可有兩處以上改寫地方.
五.SOP制定的版本以統一格式進行制定,不可私自因個人習慣愛好隨意進行修改和制定. 六.SOP版本因生産變更,制程需要,或更新版本時,須經總經理或更高機構審核,批准後方可進
行改版,變更前版本須就此停止使用,且SOP版本也隨之升級.但表單編號不變.
七.因生産中須要試産新機種或重工及其它非正常的生産須制定臨時SOP或制定生産流程圖
(可選其一),流程圖但須將每一工位的重點寫清楚,如需制定SOP可用手方式制定,但书寫
字體不可亂畫,須能讓作業員清楚辩認爲佳.
八.每一機種生産中都需要有SOP掛於操作工位正前靣,SOP不可放置在作業員內眼都無法辩
认的地方,而且不可歪斜,反背等放置.
九.在更換新機種時須提前30分種到SOP保管員處借閱所要生産機種SOP,並填寫相應的表單,
借閱的SOP以簽字人員爲負責人,同時負責SOP的歸還,在借閱期間如將SOP損壞,或遺失
等其它不良現象須作相應的處罰,(如能責任到人則對其責任人作處罰,如不能責任到人則
對其借閱人作相應的處罰.
十.所有因生産變更或其它因素需重新發行SOP時,則舊版須收囬作廢(以蓋文管作廢章爲准)
新版方可生效發行.
一.在SOP上故意亂寫,亂畫者以記小過一次處罰.
二.將SOP故意損壞,損毀,遺失單頁者記大過一次處罰.
三.將SOP整份遺失者記大過兩次處罰.
審 核 核 准 制 定