数控加工中心主轴的结构设计和改进
- 格式:pdf
- 大小:804.01 KB
- 文档页数:3

西门子802S数控车床变频主轴设计与调试摘要主轴运行的是否平稳直接影响数控车床加工的精度。
通过对西门子802S数控车床主轴的研究、分析,从而掌握数控应用系统设计的一般方法。
主轴控制系统由西门子802S数控系统、变频器和主轴电机组成,通过PLC控制主轴的正反转、CNC控制主轴的转速。
关键词:数控车床;主轴;西门子802SDesigning Spindle Control Systemfor a Siemens 802S CNC LatheAbstractWhether or not the smooth running of the spindle directly affects the accuracy of CNC lathe.T o grasp the general design method of CNC application system, the Spindle control system of Siemens CNC Lathe was researched and analyzed, which had Siemens 802S CNC system, inverter and the spindle motor, where PLC controlling the direction, and CNC controlling the speed.Keywords: CNC Lathe;Spindle;Siemens 802S system目录引言 (2)第一章数控系统的介绍 (3)1.1 数控系统发展简史 (3)1.1.1 数控NC阶段 (3)1.1.2 计算机数控(CNC)阶段 (3)1.2 数控技术未来发展方向 (4)1.2.1 向开放式、基于PC的第六代方向发展 (4)1.2.2 向高速化和高精度化发展 (4)1.2.3 向智能化方向发展 (4)第二章西门子802S数控车床系统 (6)2.1 西门子802S的系统 (6)2.2 人机界面 (7)2.3 步进进给系统 (8)2.4 主轴驱动系统 (8)2.5 刀架控制系统 (9)第三章西门子802S数控车床主轴的设计 (10)3.1 设计方案 (10)3.2 变频器MICROMASTER 420 (11)3.2.1 变频器的选型 (11)3.2.2 变频器的接口 (12)3.2.3 变频器的主要参数设置 (12)3.4 控制电路的设计 (12)3.5 西门子802S的主轴参数调试 (13)第四章 PLC程序设计 (15)4.1 PLC控制流程图 (15)4.2 PLC的I/O分配 (16)4.3 PLC的部分参数设定 (18)致谢............................................................ 错误!未定义书签。
加工中心电主轴结构分析及典型故障修理摘要:叙述 SAJO10000 加工中心电主轴的机械及电气结构,分析各组成部分和功用,列举两个维修实例。
关键词:电主轴;结构;故障维修0 引言SAJO10000 加工中心为瑞典萨耀公司生产的 5 轴联动加工中心,机床的精度及自动化程度高,机床尺寸大,工作台尺寸1000×1000,各轴行程:X=1600,Y=1500,Z=1750,A=0°~110°,B=0°~360°。
该设备使用方便,加工能力强。
特别是它的主轴为电主轴,即主电机的转子即为机床的主轴,是目前较为先进的一种主轴结构。
电主轴机械电器结构复杂,精度非常高,其电器控制能力技术含量高,主轴可实现 0~6000 r/min 的无级调速,其转速控制非常精确,可实现轴联动攻丝、加工高精度螺纹等作业。
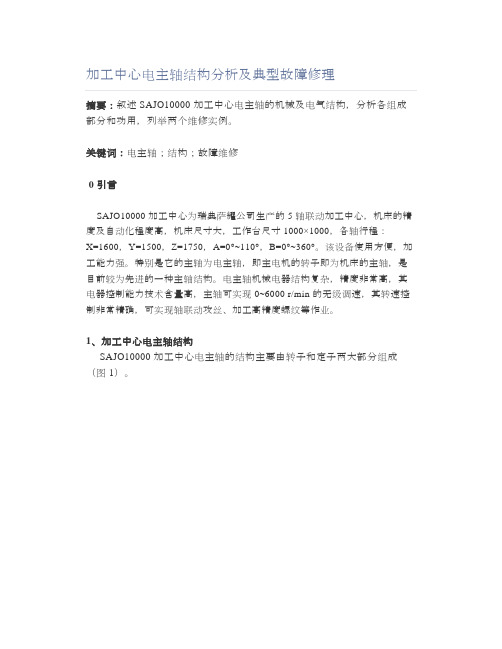
1、加工中心电主轴结构SAJO10000 加工中心电主轴的结构主要由转子和定子两大部分组成(图 1)。
图1 SAJO10000 加工中心电主轴结构1.1 转子转子部分包括:刀具碟簧拉紧部件,刀具松开液压油缸部件,主轴内锥空气清洁装置,刀具的内部冷却供水装置等。
(1)刀具碟簧拉紧部件。
刀具碟簧拉紧部分的作用是将主轴上的刀具牢牢固定在主轴锥孔上,由数组碟簧通过预紧螺母及拉杆带动 1 个可伸缩的 4 爪拉紧钩,钩住刀具尾锥后部的拉钉,使刀具紧紧固定在主轴上。
刀具拉紧力可通过调整碟簧拉杆后面的预紧螺母来实现,拉紧力的调整要适当,过松刀具易松动,过紧碟簧易损坏。
(2)刀具松开液压油缸部件。
刀具松开液压油缸部件是用来反向推动碟簧使刀具与主轴分离,此液压缸体积小,工作油压较高,达到 15 MPa,对油缸的质量要求较高。
(3)主轴内锥空气清洁装置。
主轴内锥空气清洁装置的作用是在主轴换刀的同时从主轴内部吹出压缩空气,清洁主轴内锥面,保证刀具定位准确、拉紧可靠。
压缩空气的吹出由安装于刀具松开液压油缸上部的组合式液气控制阀来控制。


毕业设计(论文)任务书学生姓名指导教师贾育秦设计(论文)题目卧式数控加工中心主传动系统的设计主要研究内容1.查阅文献,了解各种加工中心的主传动系统;2.调查分析相同规格数控卧式加工中心的加工特点确定新设计的数控控加工中心的主要参数;3.进行新数控卧式加工中心的总体方案和控制系统总体方案设计;4.对加工中心的主传动系统进行研究,系统的、灵活的运用所学的专业知识设计一套性能优良的主传动系统。
研究方法探索性研究法:探索性研究法是高层次的科学研究活动。
它是用已知的信息,探索、创造新知识,产生出新颖而独特的成果或产品。
主要技术指标(或研究目标) 1.熟悉数控机床本身的特点、明确设计要求;2.拟定机床主传动系统的总体方案(机械部分、控制部分);3.进行机械部分的结构设计;4.进行主传动电气控制系统的设计。
教研室意见教研室主任(专业负责人)签字:年月日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
卧式数控加工中心主传动系统的设计摘要:数控技术和数控装备是制造工业现代化的基础,这个基础是否牢固直接影响到一个国家的经济发展和综合国力,关系到国家的战略地位。
随着现代机械制造行业的迅速发展,新技术、新工艺的充分应用,卧式加工中心在各种场合的使用越来越普遍,技术也越来越成熟。
本课题的目的是进行卧式加工中心主传动系统的设计,并满足相关的技术指标要求。
加工中心主传动系统是用来实现机床主运动的传动系统。
包括电动机、传动系统和主轴部件。
本文通过参考国内外卧式加工中心机床布局、参数,综合分析技术先进性、市场竞争力、实施可行性、经济性等因素,确定切合实际的最好设计方案。
采用变频电机和一级机械调速达到调速和传递功率的要求;用步进电机驱动主轴运动实现加工中心的动力要求;数控装置采用51单片机来实现对电机更加精确的控制和实现机械调速的自动控制。
关键词:数控机床;卧式加工中心;主传动系统Horizontal CNC Machining Center Main Drive ResearchAbstract:The numerical control technology and the numerical control equipment are the factory industry modernization foundations, does this foundation whether reliable immediate influence to a country's economic development and the comprehensive national strength, relate the country the strategic position.With modern machinery manufacturing industry, the rapid development of new technology, full use of new technology, horizontal machining center used in a variety of occasions, more and more common, more and more sophisticated technology. The purpose of this subject is to be horizontal machining centers design, and meet the relevant technical requirements. Machining center tool master drive system is uses for to realize the engine bed main movement transmission system. Including electric motor, transmission system and spindle unit.Through domestic and international horizontal machining center reference tool layout, parameters, comprehensive analysis technology advanced, market competitiveness, implementation feasibility and economy, factors to determine the best design scheme is practical. Uses the frequency conversion electrical machinery and the first-level machinery velocity modulation achieves the velocity modulation and the transmission power request; With step-by-steps the motor-driven main axle vertical motion to achieve the Z traveling schedule the request; The numerical control installment uses 51 monolithic integrated circuits to realize to an electrical machinery more precise control and realizes the machinery velocity modulation automatic control.Keywords: CNC machine tools,Horizontal Machining center,Main drive system目录错误!未找到引用源。

YK3150E数控滚齿机滚刀主轴组件结构设计数控高效滚齿机的设计不仅要求在参数的选择、计算上应科学合理的,更主 要的还应合理地设计出各主要部件的结构功能, 以最优的机械结构实现各部件的 功能。
因而作为最重要的主轴主件的设计,必须在结构上有创新的特点,以满足 数控高效滚齿机的切齿要求。
下面将对YK3150E数控高效滚齿机的主轴部件设计 进行分析说明。
3.1 结构方案设计对于滚齿机来讲,刀架部件为滚齿机的关键的部件之一,从滚齿机的出厂检 验标准来说(普通或数控滚齿机)共有12~16个检验项目,而刀架部件就占了1/3的 内容,从滚齿机的工作精度来讲,刀架这个部件对机床的精度的影响很大,直接 对加工齿轮的精度第1公差组和第2公差组及齿面粗糙度产生作用。
例如:刀架主 轴的轴向串动,影响被加齿轮的相邻齿距误差;刀架主轴的径向跳动,影响着被 加工齿轮的齿圈径向跳动误差;刀架的主轴高速切齿的振动(刀架整体刚性的强 弱)影响着被加工齿轮的表面粗糙度。
因而在进行刀架结构设计时,必须充分考 虑数控高效滚齿机的切齿特点, 以便从结构上最大限度地保证切齿的综合性能要 求。
1—成组轴承 2—拉杆 3—主轴 4—传动轴 5—高精度斜齿轮6—专用旋转油缸 7—油缸活塞数控滚齿机利用锥孔为 7﹕24的 BT—50 标准铣削刀杆接口模式,有利于 滚刀杆自动夹紧与放松,缩短了滚齿机辅助调整时间,通常普通滚齿机采用莫氏 5号锥度的孔径定心,且为手动的夹紧与放松方式,该锥度的标准的孔位(大端) 为Φ 47.75mm,不能为滚刀提供更大的刀杆尺寸。
在YKX3140 数控高效滚齿机 的刀杆设计中,为了确保刀架整体刚性,最小刀杆直径为Φ40mm,同时为了满 足高效强力切齿,对自动夹紧系统的设计夹紧力最低不少于20000N,以充分保 证刀杆切齿的刚性要求,而一般自动夹紧刀杆系统通常在15000N左右(普通数控 滚齿机或小规格数控滚齿机)。
刀杆的自动夹紧与放松过程为:油缸往右前推拉 杆压缩碟形弹簧时,由拉杆推动夹爪向前移动并张开,此时为松开刀杆;当油缸 往后移动时,拉杆在缩碟形弹簧恢复力作用下带动夹爪向后移动,由夹爪夹住并 拉紧刀杆。
e毕业论文﹙设计﹚题目加工中心电主轴结构设计及其仿真分析学生姓名 ee学号 ee所在院(系)机械工程学院专业班级 ee指导教师ee完成地点ee2009年6月 20 日加工中心电主轴结构设计及仿真分析ee(ee)指导教师:ee[摘要]本文阐述了高速电主轴的发展历史、现状以及趋势,并介绍了电主轴的工作原理及关键技术。
然后,确定了合理的电主轴总体结构,分别对电主轴的主轴、电机、转子、定子和冷却系统等各零部件作了设计,产生了装配图、零件图与设计说明书等设计文档。
最后,对电主轴的旋转轴和轴承进行了详细的分析和校核,计算表明,该电主轴设计符合要求。
[关键词]数控机床;电主轴;主轴;轴承High-Speed Electric Spindle Digital Design AndSimulation Of CNC Machine Toolseeeetutor:eeAbstrac:This paper describes the history, status and trends of lathe electrical spindle development, and also introduce the working principle and key technology of electrical spindle. Then, the reasonable structure of the electrical spindle is determined. The structure of main components is designed, such as axis, encoders, rotor, stator and cooling systems. The assembly drawings, part drawings and design specifications and other design documents is generated. Finally, the detailed analysis and verification of the axis and bearing are made. The calculation result shows that the design of electrical spindle meets the requirements.Key words: Electrical spindle;spindle;bearing目录引言 (1)1.1 概念 (2)1.2 电主轴的基本结构 (3)1.3 电主轴的分类 (4)1.4 电主轴的研究现状和发展趋势 (5)1.4.1 电主轴的研究现状 (5)1.4.2 电主轴的发展趋势 (5)1.5 课题研究内容 (6)1.5.1 通过对结构设计中一些关键性技术问题的解决 (6)1.5.2 对电主轴进行三维建模 (6)1.6 研究的意义 (6)2 高速电主轴结构设计 ........................................................................ 错误!未定义书签。
烟台南山学院毕业设计(论文)卧式加工中心主传动系统设计卧式加工中心主传动系统设计摘要加工中心它是一种既具备刀库还能够自动的去更换一些刀具用来多工序加工工件的数控机床。
它把电子技术、气动技术、现代控制的理论、机械技术、计算机软件技术、拖动技术、测量和传感技术、应用编程和通讯诊断等很多高技术集于一身。
加工中心更适合精度要求很高的、加工程序多的、形状复杂的、很多工艺装备和要用很多种类型普通的机床。
要多次调整多次装夹才能够加工完成的零件。
数控加工中心主传动系统是由主轴组件、主轴电动机、转动系统组成。
这篇文章简单的去论述了关于加工中心的发展趋势和功能,通过加工中心项目的开发,全面论述和总体方案的设计方法和拟定过程。
参考了国内外的加工中心的机床的布局、实施的课行性、市场的竞争力、经济因素、机床的参数等因素,然后在结合实际设计的方案。
主要内容有确定传感的方案、电动机选择、齿轮的校核和设计、拟定的转速图、主轴设计各种动轴刚度的校核和动轴的设计。
论文对卧式加工中心主转系统进行了计算与分析,包括有齿轮的齿轮弯曲应用的计算和接触应用的计算,轴的饶度计算和弯曲应用的计算,还有轴承寿命的计算。
本文的研究应用了很多先进的手段来更好的完成卧式加工中心的设计,以及机床外观初步的方案。
这样可以使得产品设计的过程可视,同样也大大的提高了设计的效率。
关键词:传动系统,加工中心Horizontal Machining Center TransmissionDesignAbstractThe machining center it is not only with a knife but also can automatically to replace t he CNC machine tool for machining some workpieces. The electronic technology, pneuma tic technology, modern control theory, mechanical technology, computer software technolo gy,drive technology, measurement and sensor technology, application programming and co mmunication diagnosis etc. many high technology in a body. Complex shape machining ce nter is more suitable for high precision processing, program, process equipment and manyt o many types of ordinary machine tool. To repeatedly adjust multiple clamping processin g tofinished parts. The main drive system of CNC machining center is composed of spindle, spindle motor, rotation system. This article simply to discuss the development trend of the processing center and function, through the development of the processing center project,di scusses the design method and the overall scheme and the process of drafting. With referen ce to the processing center at home and abroad, the layout of the machine classimplementat ion, market competitiveness, economic factors, machine parameters, and in combination wi th the actual design scheme. The main contents are to determine the sensingscheme, motor selection, design and verification, the proposed gear speed diagram, spindle design dynami c check shaft stiffness and dynamic shaft design. The horizontal machining center main tra nsfer system was calculated and analyzed, including the calculation of the gear bending ap plication of gear and contact applications, calculation calculation of shaft and bending curv ature of the application, and the bearing life calculation.Design of horizontal machining ce nter in the completion of this study on the application of many advanced techniques to bett er, and the appearance of the preliminary design of machine tool. This makes the process o f product design and visual, also greatly improve the efficiency of the design.Key words: horizontal machining center, transmission Systerm目录第1章绪论 (1)1.1 课题背景 (1)1.3 加工中心的定义 (3)1.4 加工中心的特点 (3)1.5卧式的主要加工对象 (5)1.6 加工中心的机构构成 (6)1.6.1 基础部件 (6)1.6.2 主轴部件 (6)1.6.3 数控系统 (7)1.6.4 自动换刀系统 (7)1.6.5 辅助装置 (7)1.7加工中心的工作原理 (7)第2章总体设计 (8)2.1概述 (8)2.2 主传动系统的设计要求 (8)3.1 加工中心主传动系统的要求 (8)3.1.1 调速功能 (9)3.1.2动态响应性能 (9)3.1.3 精度和刚度要求 (9)3.1.4 抗振性和热稳定性要求 (9)3.1.5 具有刀具自动夹紧的功能 (10)3.1.6 功率要求 (10)3.1.7 主轴定位功能要求 (10)3.2主传动系统主要技术参数 (10)3.2.1 主运动变速系统主要参数 (10)3.2.2 主传动功率 (11)3.2.3 选择电动机型号 (11)3.3主传动变速系统设计 (11)3.3.1主轴箱传动系统图 (12)3.3.2 转速图的拟定 (13)3.3.3各轴计算转速 (14)第 4章主传动系统设计 (14)4.1选定齿轮类型、精度等级、材料及齿数 (15)4.2齿轮齿数的确定 (15)4.3齿轮模数的估算 (15)4.4按齿面接触疲劳强度校核齿轮模数 (17)4.5估算各传动轴直径与各轴的材料选取 (19)4.6 传动轴的弯曲刚度验算 (20)4.7花键键侧挤压应力计算 (24)4.8联轴器的选择 (25)4.9 键的选择 (25)第5章主轴及其重要组件的设计 (26)5.1主轴的要求 (26)5.1.1回转精度 (26)5.1.2 静刚度 (26)5.1.3 抗振性 (26)5.1.4 升温和热变形 (26)5.1.5 耐磨性 (27)5.1.6 材料和热处理 (27)5.1.7 主轴的结构 (27)5.1.8主轴轴承的选择 (27)5.2主轴的结构尺寸设计 (27)5.2.1主轴直径的确定 (28)5.2.2主轴的结构尺寸设计 (28)5.2.3主轴内孔直径 (28)5.2.4主轴轴端结构 (29)第6章绘制总装配图及其重要零件图 (30)结论 (31)致谢 (32)参考文献 (33)第1章绪论1.1 课题背景装备制造业是为国防建设以及国民经济的发展提供一些技术装备基础性的产业,带动着相关产业发展也为国民各个部门提供了工作母机。
数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却.二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图1—驱动爪;2—卡爪;3—卡盘;4—活塞杆;5—液压缸;6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构(1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件(2)主轴准停装置1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件1—转子;2—定子;3—箱体;4—主轴数控车床电主轴部件电主轴主要融合了以下技术:(1)高速电机技术其关键技术是高速度下的动平衡。
毕业设计(毕业论文)任务书学院专业班级学号学生指导教师题目立式加工中心主轴组件的结构设计任务规定进行日期自20** 年2月20 日起,至20** 年6月23日止一、题目来源、目的、意义题目来源:本课题来源于同济现代制造技术研究所,是立式加工中心机床设计项目下的子课题之一。
目的:课题的目的是设计立式加工中心的主轴组件结构,主轴组件作为执行件,确保带动刀具进行切削加工、传递运动、动力及承受切削力等,并满足相关的技术指标要求。
意义:主轴组件作为机床的一个重要组件,要带动刀具直接参与表面成形运动,其工作性能对机床的加工质量及生产率有直接影响。
二、主要工作内容(1)熟悉现有的各种主轴组件的要求和特点;(2)完成主轴组件的设计总图;(3)设计分析计算工作;(4)主轴等主要零件的零件图绘制;(5)主轴组件各部分的综合分析。
三、主要技术指标(或主要论点)立式加工中心的特点是结构简单,占地面积小。
总体结构方案的结构形式为固定立柱式,即主轴箱吊挂在立柱的一侧,作Z方向的上下移动。
主轴孔锥度:7:24;主轴孔直径:54mm;主轴箱行程(Z轴):470mm;主轴转速范围:30~3000r/mm;快速移动速度(Z轴):10m/min;进给速度(Z轴):1~400mm/min。
四、进度计划第1周~第3周:查阅资料,翻译要求字数的英文资料,调研目前市场上数控机床的主轴组件几种主要的结构形式,并进行方案论证,写出开题报告。
第4周~第6周:通过查阅资料和参考一些机床的结构,进行主轴组件的结构设计。
第7周~第9周:结构分析与验算,满足技术性能指标和使用要求。
第10周~第14周:计算机绘制结构设计图纸,包括总图和一些零件图。
第15周~第16周:编写毕业设计说明书。
第17周~第18周:评审、准备答辩。
五、主要参考资料(外文资料至少一篇)1、谢红.数控机床机器人机械系统设计指导[M].上海:同济大学出版社,2004.2、韩鸿鸾.数控机床的机械结构与维修[M].山东:山东科学技术出版社,2005.3、罗学科,等.数控原理与数控机床[M].北京:化学工业学出版社,2004.4、周宏甫.数控技术[M].广州:华南理工大学出版社,2005.5、陈蔚芳,等.机床数控技术及应用[M].北京:科学出版社,2005.6、王仁诚.加工中心主轴系统的设计[J] .钻镗床,2000,(1):43 47.7、Purdum.T.. Machine tools re-discover gravity[J]. Industry Week, 2004, 253(12): 93-96.8、李佳.数控机床及应用[M].北京:清华大学出版社,2001.9、娄锐.数控应用关键技术[M].北京:电子工业出版社,2005.10、吴祖育等.数控机床[M].上海:上海科学技术出版社,2000.六、系审批意见系主任(签名):七、院领导审核意见院领导(签名):八、学生实际完成日期九、同组设计(论文)者目录摘要 (1)ABSTRACT (2)0 引言 (4)1 概述 (5)1.1 加工中心的发展状况 (5)1.1.1 加工中心的国内外发展 (5)1.1.2 主轴部件的研究进展 (6)1.2 课题的目的及内容 (7)1.3 课题拟解决的关键问题 (8)1.4 解决上述问题的策略 (9)2 方案拟定 (10)2.1 加工中心主轴组件的组成 (10)2.2 机械系统方案的确定 (10)2.2.1 主轴传动机构 (10)2.2.2 主轴进给机构 (12)2.2.3 主轴准停机构 (13)2.2.4 刀具自动夹紧机构 (15)2.2.5 切屑清除机构 (17)2.3 伺服驱动系统方案的确定 (18)2.4 加工中心主轴组件总体设计方案的确定 (19)3 主轴组件的主运动部件 (22)3.1 主轴电动机的选用 (22)3.1.1 主电机功率估算 (22)3.1.2 主电机选型 (23)3.2 主轴 (23)3.2.1 主轴的结构设计 (23)3.2.2 主轴受力分析 (27)3.2.3 主轴的强度校核 (32)3.2.4 主轴的刚度校核 (33)3.3 主轴组件的支承 (34)3.3.1 主轴轴承的类型 (34)3.3.2 主轴轴承的配置 (37)3.3.3 主轴轴承的预紧 (38)3.3.4 主轴支承方案的确定 (41)3.3.5 轴承的配合 (41)3.3.6 主轴轴承设计计算 (42)3.4 同步带的设计计算 (44)3.5 主轴组件的润滑与密封 (48)3.5.1 主轴组件的润滑 (48)3.5.2 主轴组件的密封 (49)3.5.3 本课题的润滑与密封方案的确定 (51)3.6 键的设计计算 (52)3.6.1 主轴上的键 (52)3.6.2 主电机上的键 (53)3.7 液压缸的设计计算 (54)4 主轴组件的进给运动部件 (55)4.1 进给电动机的选用 (55)4.1.1 进给电动机功率的估算 (55)4.1.2 进给电动机的选用 (56)4.2 联轴器的设计计算 (57)4.3 垂直方向伺服进给系统的设计计算 (57)4.3.1 切削力估算 (57)4.3.2 滚珠丝杠副的设计计算 (58)5 结论 (65)小结 (68)参考文献 (70)摘要加工中心由于备有刀库并能自动更换刀具,使得工件在一次装夹中可以完成多工序的加工。
2014年第1期(总第447期)上CHINESE&FOREIGNENTREPRENEURS1.前言
加工中心(MachiningCenter,简称MC)是能够实现多工序
编程并能根据需求具备切换刀具功能的数控机床。它将铣床、镗床、钻床多种数控功能聚集在一台设备上,配备刀库和自动换刀装置,能够同时完成多道工序。由于其减少了工件装夹、产品和设备调整,节约了工件的转移时间,因此其效率比通用机床高出80%以上。
2.加工中心主传动系统的特点
加工中心主传动系统的组成主要分为主轴电动机、主轴传动系统和主轴组件。加工中心的主传动优点为高转速、高回转精度、高机构刚性以及抗震性。加工中心的主轴系统具备以下特点:(1)主轴必须具有一定的调速范围并实现无级变速。(2)具有较高的精度与刚度,传动平稳,噪声低。(3)升降速时间短,调速时运转平稳。(4)主轴组件要有较高的固有频率,保持合适的配合间隙并进行循环润滑等。(5)有自动换刀和刀具自动夹紧功能。(6)主轴具有足够的驱动功率或输出转矩。(7)主轴具有准停功能又称主轴定位功能(SpindleSpecifiedPositionStop)。
3.加工中心主传动系统设计
3.1变速系统设计如要求主轴转速40r/min~4000r/min,电机功率4kw
(1)选用直流电动机无级变速机构。
(2)主轴的计算转速。(3)转速图的设计。
a.主轴要求的恒功率变速范围
b.电动机可达到的恒功率变速范围电机功率4kw,电机转速4000r/min~320r/min,额定转速为
1330r/min。
c.公比和传动级数的确定一般变速箱有2级、3级、4级。选用,即分级变速箱为4级变速。
公比。
则分级变速箱的转速图如图1所示。变速箱有4种传动比(1/1)×(1/1)=(1/1);(1/2)×(1/1)=(1/2);(1/1)×(1/4)=(1/4);
(1/2)×(1/4)=(1/8)。传动比为1/1时,主轴转速为4000r/min~1330r/min;为1/2时,主轴转速为2000r/min~667r/min;为1/4时,主轴转速为1000r/min~335r/min;为1/8时,主轴转速为500r/min~168r/min。这四段用的全是电动机的恒功率区。168r/min~40r/min为恒转矩区。分级变速箱的结构如图1。
收稿日期:2014-01-02作者简介:葛亚玺,(1987-),男,江苏江阴人,本科,研究方向:机械结构。
数控加工中心主轴的结构设计和改进葛亚玺(上海新跃联汇电子科技有限公司,上海200233)
摘要:加工中心是一种快速、高效的多功能数控机床,它的成熟和发展代表了国家工业设计和工业制造水平。本文通过加工中心主传动变速系统的设计、加工中心主轴组件结构的设计等两方面,就加工中心的主轴组件的结构设计和改进进行详细的阐述。关键词:主轴组件;轴承;准停中图分类号:TH13文献标志码:A文章编号:1000-8772(2014)01-0208-03
图1分级变速箱结构图
【科技与管理】TechnologyAndManagement
2082014年第1期(总第447期)上
CHINESE&FOREIGNENTREPRENEURSd.分级变速箱各轴齿数的选择查《机床设计手册》[1],根据各齿轮间的转速比确定各个齿轮的齿数。则分级变速箱内的结构及各个齿轮的齿数、模数如图2所示。
图2分级变速箱的机构及齿轮分布图3.2加工中心主轴材料的选择及热处理主轴材料的选择主要根据刚度、载荷情况、耐磨性、热处理变形大小等因素确定。主轴的刚度大小与材料的弹性模量E有关,钢的E值较大(E=2.1×107N/cm2左右),所以主轴材料首先考虑钢材。而且钢的弹性模量E的数值与钢的种类和热处理方式无关。因此在选择钢材时应首先选用价格便宜的中碳钢(如45钢)。只有在高载荷和大冲击或者减少材料变形以及需要高强度耐磨性时,才考虑选择合金钢。当主轴轴承采用滚动轴承时,轴颈可以不淬硬,但为了提高接触刚度,防止敲碰损伤轴颈的配合表面,不少45钢主轴轴颈仍进行高频淬火(48HRC~54HRC)。当采用滑动轴承时,为减少磨损,轴颈表面必须有很高的硬度。因此通常在轴颈处进行高频淬火;对大直径主轴(φ350~400mm)也可用火焰淬火来提高其表面硬度;对手较大冲击的主轴,可用15或20钢,并在轴颈表面渗碳、淬火及回火。主轴材料常采用的有45钢、GCr15等,需经渗氮和感应加热淬火。3.3加工中心主轴结构设计3.3.1初选主轴直径(1)主轴直径。主轴直径越大,其刚度越高,但使得轴承和轴上其他零件的尺寸相应增大。轴承的直径越大,同等级精度轴承的公差值也越大,要保证主轴的旋转精度就越困难。[2](2)主轴内孔直径。主轴的内孔直径用于通过刀具夹紧装置固定刀具、传动气动或液压卡盘等。主轴孔径越大,主轴部件的相对重量也越轻。主轴的孔径大小主要受主轴刚度的制约。[2]
3.3.2主轴悬伸量a的确定主轴悬伸量a是指主轴前支承径向支反力的作用点到主
轴前端面之间的距离,见图3。它对主轴组件刚度影响较大。根据分析和实验,缩短悬伸量可以显著提高主轴组件的刚度和抗振性。因此,设计时在满足结构要求的前提下,尽量缩短悬伸量a。[3]
3.3.3主轴最佳跨距L的选择主轴的支承跨距L。主轴前支承点至主轴后支承点之间的距离称为跨距L,见图3。主轴组件的支承跨距对主轴本身刚度
图3主轴跨距图和对支承刚度有着很大的影响。跨距L对综合刚度K的影响不是单向的。如L较大,则主轴变形较大;如L较小,则轴承的变形对主轴前端的位移影响较大。所以,L有一个最佳值,L太大或太小,都会降低综合刚度。主轴的支承跨距存在着最佳跨距L0,可使主轴组件前端位移最小。主轴组件由于受结构限制以及保证主轴组件的重心落在两支承之间,实际的支承可大于最佳的支承跨距。为了确定最佳跨距L0和前悬伸a之比L0/a,可先求出η。式中:E-弹性模量,钢的E=2.1×107MPa;I———主轴的截面惯性矩,I=0.05×(d4-d4i),mm4;d、di———主轴的外径和孔径,mm;KA———前轴承的刚度,N/um;A———前悬伸量,mm。3.3.4主轴径向刚度的验算通过经验公式验算设计主轴结构满足主轴径向刚度要求。3.4主轴轴承的选择3.4.1主轴轴承精度的选择。精密加工中心主轴前支承应选用B级,而普通精度加工中心主轴前支承轴承则选用C级。主轴后支承轴承,则选用比前支承轴承低一级精度的轴承。`传动轴支承,选用D级或E级。通常,主轴轴承的轴向定位采用的是前端支承定位。这样前支承受轴向力,前端悬臂量小,主轴受热时向后延伸,使前端的变形小,精度高。3.4.2主轴常用动轴承的类型。主轴常用动轴承的类型有四种:(1)深沟球轴承;(2)角接触球轴承;(3)双列圆柱滚子轴承;(4)圆锥滚子轴承。3.4.3主轴轴承的配置与调整。主轴轴承的结构配置主轴轴承
【科技与管理】TechnologyAndManagement2092014年第1期(总第447期)上
CHINESE&FOREIGNENTREPRENEURS的结构配置主要取决于主轴的转速特性的速度因素和主轴的刚度要求。主轴轴承结构配置形式主要由下面两种。①适应高刚度要求的轴承配置形式。主轴前支承由3182100型双列向心短圆柱滚子轴承和2268100型推力向心球轴承组成。前者承受径向载荷,后者主要承受轴向载荷,是现有数控机床主轴结构中刚性最好的一种。这种配置形式主要适用于大中型卧式加工中心主轴和强力切削机床主轴。既要高刚性又要高速度是,可以把60°接触角的标准型推力角接触球轴承,换成45°接触角的高速型推力角接触球轴承。THM6350型精密卧式加工中心主轴前支承就采用这种轴承配置,而后轴承采用了两个46117型角接触球轴承组合配置形式。如果后支承采用3182100型调心双圆柱滚子轴承,更能加强主轴刚性。[2]②适应高速要求的轴承配
置形式前支撑采用三个超精密级角接触球轴承组合方式,为
适用高速化要求,且因轴承精度高,能保证较高的回转精度。三个轴承的组合形式,根据载荷大小和最高转速以及结构设计要求,可以在三个轴承间加个隔套,也可以使单个轴承都靠在一起的结构形式。后支承结构,有两个角接触球轴承支承。也有一
个3182100型调心圆柱滚子轴承支承的。由于在运转中发热,主轴必然产生热膨胀。为了吸收这个热膨胀,希望后支承能在轴向移动。3182100型调心圆柱滚子轴承真好具有这种功能,而角接触球轴承由于施加了预紧,轴向不能移动,容易使轴承受损。因此从提高后支承刚性和适应主轴热胀时后端能够自由移动这一要求来说,后部支承采用3182100型轴承为好。[2]
3.5主轴准停装置自动换刀数控机床主轴组件设有准停装置,其作用是使主
轴每次都准确地停止在固定的周向位置上,以保证换刀时主轴上的端面键能对准刀夹上的键槽,同时使每次装刀时刀夹与主轴的相对位置不变,提高刀具的重复安装精度,从而提高孔加工时孔径的一致性。本设计采用机械准停系统,具体结构如图4所示。
4.加工中心的发展改进方向
随着科学技术的发展,加工中心融入更多高新技术。它结
合了机械技术、电子技术、计算机软件技术、气动技术、现代化
图4准停装置机构图控制技术理论、测量及传感技术以及通讯诊断、刀具和应用编程技术。使它朝着高效、精密、可靠、稳定的方向发展。具体表现为以下几方面:(1)高速高效、高精度、高可靠。新一代加工中心采用高速主轴单元(电主轴,转速15000r/min~100000r/min)、高速且高加/减速度的进给运动部件(快移速度60m/min~120m/min,切削进给速度高达60m/min)、高性能数控和伺服系统以及数控工具系统实现高速高效。为了满足客户的需求,精密级加工中心的加工精度则从±(3~5)um提高到±(1~1.5)um。现代加工中心还通过采用更高集成度的电路芯片,利用大规模或超大规模的专用及混合式集成电路,以减少元器件的数量,提高可靠性。(2)模块化、智能化、柔性化。机床结构模块化,数控功能专门化使机床性能比显著提高。CNC系统的发展使加工中心向智能化、柔性化迅速发展。(3)开放性体系结构。开放性体系结构可通过升挡或剪裁构成各种档次的数控系统,又可通过扩展构成不同类型数控加工中心的数控系统。(4)网络化。加工中心的网络化将能够更及时地进行生产信息统计和反馈。(5)行业化。行业化指加工中心的零部件有专门的生产厂家。5.结语随着时代的进步,客户要求的提高,加工中心也在不断地向前发展。为了实现加工中心主轴转速的超高速,陶瓷轴承开始走进人们的视眼。陶瓷轴承是指轴承滚动体是用陶瓷材料制成,而内外圈则仍用轴承钢制造。陶瓷材料为高密度热压氮化硅(si3N4)。之所以选用陶瓷作为滚动体,主要是因为它具有如