高铬铸铁成分分析
- 格式:doc
- 大小:37.00 KB
- 文档页数:3
高铬铸钢轧辊的组织及其氧化行为摘要:高铬铸钢轧辊是钢铁工业中的重要零部件,其组织和氧化行为对轧制生产的质量和寿命有重要影响。
本文通过对高铬铸钢轧辊的组织进行研究,结合氧化行为的分析,探讨了高铬铸钢轧辊在使用过程中可能出现的问题及其解决方法。
引言:高铬铸钢轧辊是一种多合金浇铸钢,其主要成分是C、Cr、Si、Mn、Mo等元素。
其中,Cr是高铬铸钢中最重要的元素,具有很高的耐磨性和耐蚀性。
高铬铸钢轧辊的组织主要由马氏体和残余奥氏体组成。
马氏体是一种具有高硬度和韧性的组织,可以提高轧辊的耐磨性和抗变形能力;残余奥氏体是一种具有较高的抗蚀性和韧性的组织,可以提高轧辊的抗氧化性和抗拉伸强度。
高铬铸钢轧辊在使用过程中,由于高温、高压等因素的作用,容易发生氧化反应,导致轧辊表面产生氧化皮。
氧化皮的形成不仅影响轧辊的美观,还会影响轧辊的工作性能和使用寿命。
高铬铸钢轧辊在氧化过程中的行为特征主要包括以下几个方面:1. 氧化皮的成分高铬铸钢轧辊表面的氧化皮主要由FeO、Cr2O3等物质组成。
其中,Cr2O3在高温下具有很高的抗氧化性和耐腐蚀性,可以有效地保护轧辊表面不受氧化的侵蚀。
高铬铸钢轧辊表面的氧化皮形态为一层红棕色的氧化膜,其厚度和颜色与氧化时间、温度等因素有关。
氧化皮的厚度和颜色对轧辊的氧化行为有很大的影响,过厚或过薄的氧化膜都会影响轧辊的使用寿命和工作性能。
3. 氧化皮的防护措施为了有效地减少高铬铸钢轧辊表面的氧化皮,可以采取以下防护措施:(1)采用合适的表面处理技术,如化学清洗、电解抛光、喷砂等,可以有效地去除轧辊表面的污垢和氧化物。
(2)采用高温氧化法,即在一定的温度和氧气气氛下对轧辊表面进行预氧化处理,可以形成一层致密的氧化膜,有效地保护轧辊表面不受氧化的侵蚀。
(3)选用合适的涂层材料,如热喷涂 Cr2O3 涂层、化学镀 Cr2O3 涂层等,可以有效地增加轧辊表面的抗氧化性和耐腐蚀性。
结论:。
高铬球化学成分
高铬球是一种常见的磨料材料,其化学成分对其性能影响较大。
高铬球主要由铬、铁、碳、硅等元素组成,其中铬为主要元素,其含量可以达到10%-30%。
高铬球的化学成分对其强度和耐磨性有很大影响。
铬是高铬球中的主要合金元素,它可以提高球体的硬度和耐磨性。
同时,铬与碳结合形成碳化铬,这种物质具有极高的硬度和耐腐蚀性,可以提高高铬球的耐蚀性。
高铬球中的铁含量通常在60%-70%之间。
铁是高铬球中的主要基础元素,对其力学性能和化学性能有很大影响。
铁的含量会影响高铬球的硬度、韧性和抗拉强度等性能参数。
高铬球中的碳含量通常在1%-3%之间。
碳是高铬球中的重要元素之一,可以提高球体的硬度和强度。
碳与铬结合形成碳化铬,可以提高高铬球的耐磨性和耐腐蚀性。
高铬球中的硅含量通常在0.5%-2%之间。
硅是一种重要的合金元素,可以提高高铬球的耐磨性和耐腐蚀性。
此外,硅还可以提高高铬球的强度和硬度。
高铬球的化学成分对其性能的影响非常显著。
在生产过程中,需要严格控制高铬球的化学成分,以保证产品的质量。
同时,也需要根
据不同的应用场合选择不同化学成分的高铬球,以满足各种需求。
高铬球的化学成分对其性能有着重要的影响。
在生产和应用中,需要根据具体情况选择不同化学成分的高铬球,以满足各种需求。
Cr 27高铬铸铁生产工艺的实验研究cr27高铬铸铁生产工艺的实验研究cr27高铬铸铁生产工艺的实验研究由于一些特种泵工作条件严酷,忍受磨损和锈蚀等多种促进作用,国外生产企业多使用含cr23%~30%的低铬铸铁提升耐热件使用寿命,例如英国用含cg25%低铬铸铁生产杂质泵,发掘海底沙石,寿命仅约2年。
国内某些生产厂家使用含铬26%~28%的低铬铸铁生产特种泵铸件,获得一定效果,但在实际应用领域中存有使用寿命高、质量不平衡、加工困难等问题,本文对含铬26%~28%低铬铸铁的选矿及热处理工艺展开了实验研究,选取了合金的成分及生产工艺。
1金成分的选取碳和铬,碳是提高合金硬度的主加元素,提高含碳量能增加碳化物数量,效果比提高铬量更显著,但降低铸件韧性。
由于特种泵铸件受冲击载荷较小,应选择高碳,合金含碳量可选定为2.5%~3.5%。
铬是高铬铸铁的主加元素,特种泵主要为耐腐蚀磨损,考虑耐蚀性的影响,含铬量定为26%~28%,cr/c为8~10。
根据经验公式,基体中含铬量为cr%=1.95cr/-2.47,合金基体的平均含铬量在14%左右,大于11.7%,具有很好的抗蚀性。
碳、铬、和碳化物之间有如下关系:碳化物%=12.33%c+0.55%cr-15.2%。
合金中碳化物的数量为30%~35%,具有优良的抗磨性能。
铬大部分形成合金碳化物,因合金淬透性很差,须加入其它合金元素来改善。
钼,钼的主要促进作用就是提升合金淬透性,钼减少ms点的促进作用并不大。
当钼和铜联手采用时,提升淬透性更显著。
含钼量掌控在1.5~3.0%。
镍,镍为非碳化物形成元素,全部溶于奥氏体,使ms点明显降低。
含镍量宜控制在低于2.0%。
硅,硅可以由合金炉料带进及以脱氧剂形式重新加入。
硅可以提升ms点,但减少合金淬透性。
硅固溶基体中减少铸铁脆性,不含硅量可以掌控在0.50%~1.0%。
锰,锰能提高合金淬透性,但强烈降低ms点,使残余奥氏体明显增加,硬度下降。
第六章合金元素在铸铁中的作用及合金铸铁在铸铁中加入一定的合金元素可以改变铸铁的铸态或热处理后的组织,从而改变其物理性能和化学性能。
我们把含有一定数量的合金元素,从而具有特定的物理或化学性能的铸铁称为合金铸铁。
本章主要介绍合金铸铁中常见合金元素在铸铁中的作用及合金铸铁的组织及性能特点。
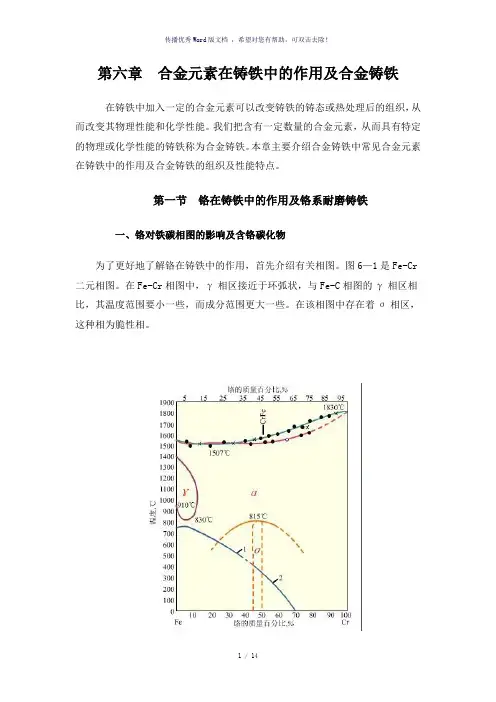
第一节铬在铸铁中的作用及铬系耐磨铸铁一、铬对铁碳相图的影响及含铬碳化物为了更好地了解铬在铸铁中的作用,首先介绍有关相图。
图6—1是Fe-Cr 二元相图。
在Fe-Cr相图中,γ相区接近于环弧状,与Fe-C相图的γ相区相比,其温度范围要小一些,而成分范围更大一些。
在该相图中存在着σ相区,这种相为脆性相。
图6—1 Fe-Cr二元相图1──非平衡磁性转变线2──平衡磁性转变线图6—2为杰克逊(Jackson)用热分析法得到的Fe-C-Cr三元相图的液相面投影图。
6—2 Fe-C-Cr三元合金的液相面图该图表明,Fe-C-Cr合金凝固时,随合金成分的不同,可以析出α、γ、K1、K2、K C五种不同的相。
在这五种相中,α和γ是固溶体相,其余三个相为结构不同的碳化物相,它们分别为:K1=(Cr,Fe)23C6K2=(Cr,Fe)7C3K C=(Cr,Fe)3C按照杰克逊所提出的相图,在准稳态时Fe-Cr-C三元合金有三个包共晶反应和一个包共析反应,即1449℃时,L+K1→α+K21292℃时,L+α→γ+K21184℃时,L+K2→γ+K C795℃时,γ+K2→α+K C这三种碳化物的晶体结构类型及其溶解碳和铬的能力见表6—1。
由图6—2可以看出,铬对铁碳合金中碳化物的相结构有重要影响。
当铬含量很低时,铁碳合金中的碳化物为K C;铬含量较高时,碳化物主要为K2;而只有当铬含量大于60%时,才可以在很窄的含碳量范围里析出K1相。
这些碳化物可以和γ相形成共晶体,如果合金是亚共晶成分,则凝固时先析出γ相,当铁液成分达到共晶成分时,析出γ相和碳化物共晶体;如果合金是过共晶成分,则先析出碳化物,然后析出共晶体。
高铬铸铁密度
高铬铸铁密度
高铬铸铁密度指的是热轧或淬火后的合金铸铁或铸钢的物理性质,它是由铁和铬组成的合金。
高铬铸铁密度一般比碳钢要高,当其中含有13%以上的铬时,其密度就会超过7g/cm3。
一般来说,高铬铸铁的密度范围是7-8g/cm3,然而,它们的密度也可以增加到
11g/cm3或更高,这取决于它们的组成成分及其热处理方法。
高铬铸铁密度也称为铸造度或合金密度,是一种工程铸造材料,可以用来制造耐热和耐腐蚀的零件,在高温环境下也可以保持强度和硬度。
在结构件有特殊要求的地方,高铬铸铁的密度可以比碳钢高出4倍以上。
因其具有优良的耐热和耐腐蚀性,所以也可以用来制造烟囱和烟气处理设备以及柴油发动机的涡轮机。
因为高铬铸铁密度更大,所以它们制造出来的零件也更加坚固耐用,能够承受更高的温度和湿度,而且还具有优良的耐腐蚀性,在酸碱性环境中也能保持其牢固性。
由于它们具有较高的密度,所以它们的强度也比一般的碳钢要高得多,能够更好地抵抗高温和机械振动。
高铬铸铁在制造蒸汽管道,也可以用来增加对汽油、柴油等发动机机件的耐腐蚀性。
它们也广泛应用于机床、液压设备、热轧轧机以及石油化工和冶金行业中。
此外,它们还可以用来制造特殊的螺栓、轴承和其它配件。
- 1 -。
引言概述:
耐热钢铸件是一种在高温环境下具有优异性能和耐久性的材料。
为了确保其在极端工作条件下的可靠性和耐用性,选择合适的材质和成分对于耐热钢铸件至关重要。
本文将详细介绍耐热钢铸件的材质和成分。
正文内容:
1.高铬耐热钢材质
1.1高铬耐热钢材质的特点
1.2应用领域
1.3高铬耐热钢材质的成分要求
1.4成分对性能的影响
1.5高铬耐热钢材质的优势与劣势
2.镍基耐热合金材质
2.1镍基耐热合金材质的特点
2.2应用领域
2.3镍基耐热合金材质的成分要求
2.4成分对性能的影响
2.5镍基耐热合金材质的优势与劣势
3.铁基耐热合金材质
3.1铁基耐热合金材质的特点
3.2应用领域
3.3铁基耐热合金材质的成分要求3.4成分对性能的影响
3.5铁基耐热合金材质的优势与劣势
4.钛基耐热合金材质
4.1钛基耐热合金材质的特点
4.2应用领域
4.3钛基耐热合金材质的成分要求4.4成分对性能的影响
4.5钛基耐热合金材质的优势与劣势
5.其他耐热材料
5.1钽材料
5.2钼材料
5.3铍材料
5.4锆材料
5.5其他材料的应用与成分要求
总结:
耐热钢铸件的材质和成分直接决定了其在高温环境下的性能和耐久性。
高铬耐热钢、镍基耐热合金、铁基耐热合金、钛基耐热合金以及其他耐热材料都有各自的特点、应用领域和成分要求,不同的材料经过合理的成分设计,可以满足不同工作条件下的要求。
因此,在选择耐热钢铸件材料时,需要综合考虑其特性、应用领域以及成本等因素。
只有选择适合的材料和成分,才能确保耐热钢铸件在高温环境下具有优异的性能和耐久性。
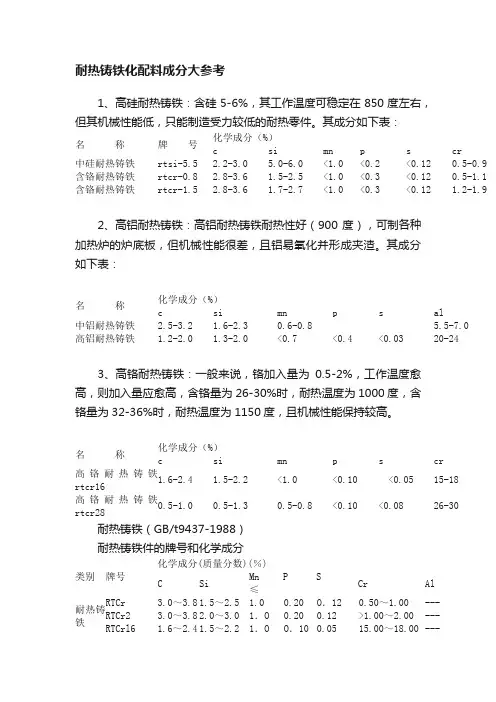
耐热铸铁化配料成分大参考1、高硅耐热铸铁:含硅5-6%,其工作温度可稳定在850度左右,但其机械性能低,只能制造受力较低的耐热零件。
其成分如下表:名 称 牌 号 化学成分(%) c si mnp s cr中硅耐热铸铁 rtsi-5.5 2.2-3.0 5.0-6.0 <1.0 <0.2 <0.12 0.5-0.9 含铬耐热铸铁 rtcr-0.8 2.8-3.6 1.5-2.5 <1.0 <0.3 <0.12 0.5-1.1 含铬耐热铸铁rtcr-1.52.8-3.6 1.7-2.7<1.0<0.3<0.121.2-1.92、高铝耐热铸铁:高铝耐热铸铁耐热性好(900度),可制各种加热炉的炉底板,但机械性能很差,且铝易氧化并形成夹渣。
其成分如下表:名 称 化学成分(%) c si mnp s al中铝耐热铸铁 2.5-3.2 1.6-2.3 0.6-0.8 5.5-7.0 高铝耐热铸铁1.2-2.0 1.3-2.0<0.7<0.4<0.0320-243、高铬耐热铸铁:一般来说,铬加入量为0.5-2%,工作温度愈高,则加入量应愈高,含铬量为26-30%时,耐热温度为1000度,含铬量为32-36%时,耐热温度为1150度,且机械性能保持较高。
名 称化学成分(%) c simn p s cr 高铬耐热铸铁rtcr161.6-2.4 1.5-2.2<1.0 <0.10 <0.05 15-18 高铬耐热铸铁rtcr28 0.5-1.0 0.5-1.30.5-0.8<0.10<0.0826-30耐热铸铁(GB/t9437-1988) 耐热铸铁件的牌号和化学成分类别 牌号 化学成分(质量分数)(%)C SiMnPSCrAl≤耐热铸铁RTCr3.0~3.8 1.5~2.5 1.0 0.20 O .120.50~1.00 --- RTCr23.0~3.8 2.0~3.0 1.O 0.20 0.12 >1.00~2.00 --- RTCrl61.6~2.4 1.5~2.2 1.OO .10 0.05 15.00~18.00 ---RTSi5 2.4~3.2 4.5~5.5 0.8 0.20 O.12 0.50~1.00 ---耐热球墨铸铁RTQSi4 2.4~3.2 3.5~4.5 0.7 O.10 0.03 --- RTQSi4Mo 2.7~3.5 3.5~4.5 0.5 0.10 0.03 Mo:0.3~0.7 --- RTQSi5 2.4~3.2 >4.5~5.5 0.7 0.10 0.03 --- --- RTQAl4Si4 2.5~3.0 3.5~4.5 0.5 O.10 0.02 --- 4.0~5.0RTQAl5si5 2.3~2.8 >4.5~5.2 0.5 O.10 0.02 --->5.0~5.8RTQAl221.6~2.21.O~2.0 0.7 0.10 0.03 ---20.0~24.O注:牌号的符号中,“RT”表示耐热铸铁,“Q”表示球墨铸铁,其余字母为合金元素符号,数字表示合金元素的平均含量(质量分数)。
碳在高铬铸铁中的作用
高铬铸铁是一种高合金耐磨铸铁,其中含有较高的铬元素,以提高其耐磨性和耐腐蚀性。
碳在高铬铸铁中起到以下几个重要作用:
1. 形成碳化物:高铬铸铁中的碳与铬可以形成一系列的碳化物,如 Cr7C3、Cr23C6 等。
这些碳化物具有高硬度和良好的耐磨性,能够增强铸铁的耐磨性能。
2. 提高硬度和强度:碳是形成高铬铸铁中的马氏体和奥氏体组织的重要元素之一。
适量的碳可以提高铸铁的硬度和强度,使其具有更好的耐磨性和抗冲击性能。
3. 控制金相组织:碳的含量和存在形式对高铬铸铁的金相组织有重要影响。
通过控制碳含量和碳化物的形态,可以调整高铬铸铁的金相组织,如使其形成珠光体、马氏体或奥氏体等,以满足不同工况下的使用要求。
4. 改善铸造性能:适量的碳可以提高高铬铸铁的流动性,改善铸造性能。
同时,碳还可以与其他合金元素形成复杂的碳化物,有助于提高铸铁的热稳定性和耐磨性。
需要注意的是,碳的含量在高铬铸铁中需要合理控制。
过高或过低的碳含量都会对铸铁的性能产生不利影响。
通常,高铬铸铁中的碳含量一般在 2.0%~3.5%之间,具体的含量根据具体的使用要求和工况条件进行调整。
总之,碳在高铬铸铁中起到关键的作用,通过与铬等合金元素的协同作用,提高了铸铁的耐磨性、硬度和强度,使其在耐磨零件和重载工况下具有优异的性能表现。
高铬铸铁实用生产工艺高铬合金锤头标准生产工艺一、材质牌号:KMTBCr20Mo二、化学成分:C% Si% Mn% S% P% ΣRe% 2.70-3.05 0.40-0.90 0.60-1.0 <0.05 <0.05 加入量0.3Cr% Mo% Ti% V% Cu% B% 18-22 0.2-0.5 0.1-0.2 0.1-0.2 0.4-0.8 加入量0.01三、常用原材料:高碳铬铁:60#~65#,C,4.0,10.0%,高碳锰铁:70#~75#,C,3.0,7.0%,钼铁:55#~60#,C?1.0%,钛铁:30#~40#,C,0.1,0.3%,钒铁:40#~50#~75#,C=0.3-1.0,硼铁:20#~25#,C=1.0-2.5%,稀土硅:5,8~8—11~1,15等,硅铁:75#~C?1.5%,紫铜:Cu?99.99%,增碳剂:石墨电极粉~C?95%,废钢:普通碳素钢、合金钢等钧可,生铁:低磷杂铁、Q10、Q12、Q16、Z14、Z18~,含铅、含锡的不能加,轴瓦、锉刀、高磷铸铁、高硅铸铁、硅钢片等不加或少加,。
四、冶炼步骤:1、首先混合加入生铁、废钢、铬铁三种原材料融化铁水,2、取样分析化学成份,3、继续加少量回炉料等待化验结果,4、根据化验结果调整含碳量~并加回炉料至炉满,5、加入钼铁~铜,,钼较难融化~但又要尽量减少烧损~故一定要掌握好加入时间,铜不烧损~可随时加入,6、一边升温一边于约出铁前7分钟加入钒铁,,需要增硅的在此时加入硅铁,7、出铁前4,5分钟加入锰铁,8、出铁前3,5分钟先插入铝线~然后再加入钛铁,9、打渣出炉,10、稀土硅放置在吊包底部~冲击融化。
11、铁水镇静2—3分钟~开始浇注。
五、造型工艺:一,涂料组成1、耐火骨料:石英砂或钢玉砂,当铸件粘砂严重的时候~第一层用钢玉砂~第二层用石英砂,,载体:水; 2、3、粘结剂:白乳胶(有机)4、悬浮剂:钠基膨润土、羧甲基纤维素;另外,可根据生产实际情况选用如下材料:a/渗透剂,为了增强涂料对泡沫表面润湿能力,提高涂挂性;b/消泡剂,为了消除涂料当中的气泡,特别是用搅拌桶工艺的,更需要消泡;c/防腐剂,为了防止水基涂料中有机物质变质,有甲醛水溶液(福尔马林)、三氯苯粉、五氯苯粉、苯甲酸钠等。
用贝氏体耐磨铸钢代替高铬铸铁的可行性分析在冶金矿山、水泥建材、电力、化肥、煤炭、化工、水力及城市建设等行业广泛使用的耐磨材料主要有两大类,一类是奥氏体高锰钢,其韧性高,原始硬度低,使用过程中主要依靠奥氏体加工硬化来提高其硬度,在充分加工硬化后,其硬度由原始HB200提高到HB400-500,在高冲击载荷条件下使用取得很好的使用效果,但在中小冲击载荷条件下使用,奥氏体不能充分加工硬化,其耐磨性差。
另一类是合金白口铸铁,其硬度高,韧性低,在无冲击载荷下使用效果好,但在有冲击载荷条件下使用易出现碎裂现象,因而大大限制了它的应用范围,同时也影响了它的耐磨性,并且含钼、铜等合金元素,生产成本较高。
贝氏体耐磨铸钢,通过合理的成分设计,得到下贝氏体组织,使这种贝氏体钢具有良好的冲击韧性和高的硬度和强度,(硬度≥ 60HRC ,A K≥ 10J),性能明显优于同类产品,适合于制造各种矿山、建材,发电和化工等行业的耐磨件,如衬板、齿板、锤头、输送管、斗齿等产品。
高铬铸铁主要含C、Si、Mn、Cr、Mo、Cu、Ni等化学成分,C是提高材质硬度和耐磨性的重要元素,对高铬铸铁的组织和性能影非常显著。
C能较多地渗于奥氏体(A)中,增强A M转变后的硬度,形成高碳马氏体,以提高基体的硬度和耐磨性。
C含量对共晶合金碳化物(K)的体积百分比有很大影响,提高C量,K量也相应增长,从而可进一步强化材质的整体抗磨性。
但过量的C能使M相变温度(Ms)点显著下移并降低淬透性,材质脆性增大,机械性能恶化。
高铬铸铁中C含量一般在3%左右,含C量大于3%的高铬铸铁多用于中低应力磨损工况,而C 含量低于3%的高铬铸铁多用于冲击载荷、高应力的磨损工况。
Si降低淬透性,所以Si一般限制在0.8%以下,但Si提高Ms点,当Mn量用的高进,允许把Si提高到1.0—1.2%。
Mn稳定奥氏体,但剧烈降低Ms点,带来大量残余奥氏体。
Mn含量一般在2%以下。
Cr是主要合金元素,足量的Cr(高于9%)能可靠地得到 M7C3,Cr除与C形成碳化物外,尚有部分溶解于奥氏体中,起提高淬透性的作用。
高铬铸铁中各元素的测定一、制母液a:(Mn,P, Si,Cr)称样200mg于100ml两用瓶中加高氯酸5ml,浓硝酸1ml,中温加热溶解完全,继续加热至昌高氯酸烟出瓶口(瓶中无烟)并维持30秒,取下稍冷片刻,加水约15ml,摇荡后立即移入塑料烧杯中(250ml),洗二次玻璃瓶,加氢氟酸1ml,摇匀5-8秒,加饱和硼酸30ml100ml容量瓶中,稀至刻度,二、制母液b:(Cr)称样200mg于100ml两用瓶中加高氯酸5ml,浓硝酸1ml,中温加热溶解完全,继续加热至昌高氯酸烟出瓶口(瓶中无烟)并维持30秒,取下稍冷片刻,加水约15ml,摇荡后用漏斗移入100ml容量瓶中,稀至刻度。
三、测试:1、锰:移母液40ml(0.5%以下,0.5-1.0%以上取20ml)于100ml三角瓶中,加高碘酸钠4%溶液10ml,1分钟,冷却。
摇匀后待红色出现并稳定后测量。
3通道比色。
2、磷:移母液15ml加硫酸(1+10)5ml,加亚硫酸钠10%溶液3~5滴,将试液加热煮沸15秒,取下迅速加入钼酸铵—酒石酸钾钠(各18%等体积混合)5ml,氟化钠—氯化亚锡(同碳钢中配制)20ml流水冲冷30秒后测量。
2通道比色。
3、硅;移母液5ml于50ml容量瓶中,加钼酸铵5%,5ml,浴30秒,加草酸5%,10ml,摇匀,立即加硫酸亚铁铵6%,5ml3通道比色。
4、铬:移母液10ml加硫磷混酸,加N-苯代邻位氨基苯甲酸指示剂3滴,立即用硫酸亚铁铵(1%)ml数,用下式计算:Cr%=Cr标样含量/V标样消耗ml数×V试样消耗ml数N-苯代邻位氨基甲酸指示剂:称N-苯代邻位氨基苯甲酸0.2克,碳酸钠0.2克,溶于100ml热水中。
4、镍:移母液2ml(含量低可多移一点),加入150ml锥形钠中,加水70ml,柠檬酸氢二铵溶液25ml(20%)碘溶液5ml,随后边摇边加入氨性丁二肟溶液25ml,一道道测试。
碘溶液:称碘12.7克碘化钾25克用少量水溶解后稀至1升氨性丁二肟:称丁二酮肟1克溶于500ml氨水中然后用水稀至1升5、钼:吸母液5ml于100ml三角瓶中,滴亚硫酸钠(10%同测磷)3~4滴,使试液呈兰绿色,然后,加入混合显色剂45ml(加硫酸钛液10ml、硫氰酸铵溶液10ml、氯化亚锡溶液10ml、水15ml)将三角瓶于沸水浴上加热20秒,流水冷却后测量。
对高铬铸铁的一些认识高铬铸铁是最重要的耐磨材料之一,适用于各种高应力磨料磨损的工况条件,广泛应用于机械、冶金、采矿及矿产品加工等行业。
近年来,各工业国家都很重视对高铬铸铁的研究工作,以期充分利用其优异的耐磨性能。
含铬量在12%以上的高铬铸铁,开发于20世纪初期,1917年获得了美国专利。
当时,由于对高铬铸铁的特点了解不多,其潜能未能充分发挥,因而未被广泛采用。
20世纪中期,美国国际镍公司研究开发了镍硬系列共4种耐磨铸铁(Ni Hard 1~4),其中,镍硬4(Ni Hard 4)于1951年获得了美国专利,逐渐成为大家所熟知的耐磨材料,广泛应用于矿产品加工行业。
镍硬4的耐磨性能很好,且有适当的抗冲击能力,但是,仍然因其抗冲击能力欠佳而限制了其在高应力磨料磨损条件下的应用。
20世纪60年代,美国Abex 公司,为改善高铬铸铁的性能,进行了大量的研究工作,系统研究了Ni、Mo、Mn、Si、Cr和C等元素在高铬铸铁中的作用。
随后,美国Climax Molybdenum 公司又对Mo和Cu在高铬铸铁中的作用进行了系统的研究。
80年代,美国内政部矿业局的研究中心又对高铬铸铁的热处理进行了研究。
美国材料试验学会制定的标准ASTM A532《抗磨铸铁》中基本体现了上述研究工作的成果。
我国标准GB/T 8263-1999 《抗磨白口铸铁件》中,等效采用了ASTM A532-93a 标准中所列的8个牌号中的7个,其中,属于高铬铸铁的4个牌号全都采纳了。
高铬铸铁耐磨件,在我国应用很广,随着矿业和冶金行业的迅速发展,对高铬铸铁件的需求增长很快,目前,年产量已超过50万吨,不仅供国内各行业使用,也有相当数量的铸件出口。
尽管高铬铸铁的应用已有80多年的历史,而且对其进行过很多研究工作,但是,到目前为止,我们对高铬铸铁的了解仍然不够全面,还有待在生产实践中进一步深化认识,如:(1)为了适应不同的工况条件,高铬铸铁已有多种牌号,但总体而言,化学成分的变化范围还太宽。
高铬铸铁合金粉末高铬铸铁合金粉末是一种重要的材料,在工业生产中具有广泛的应用。
本文将从材料特性、制备方法、应用领域等方面对高铬铸铁合金粉末进行介绍。
我们来了解一下高铬铸铁合金粉末的材料特性。
高铬铸铁合金粉末具有优异的耐磨性、耐腐蚀性和高温性能。
由于铬的添加,使得合金具有较高的硬度和耐磨性,能够在恶劣的工作环境中长时间保持稳定的性能。
此外,高铬铸铁合金粉末还具有良好的耐腐蚀性,能够抵御酸碱等腐蚀介质的侵蚀。
同时,高铬铸铁合金粉末还具有优异的高温性能,能够在高温环境下保持稳定的性能。
接下来,我们将介绍高铬铸铁合金粉末的制备方法。
高铬铸铁合金粉末的制备通常采用粉末冶金技术。
首先,将适量的铁粉和铬粉按一定比例混合,并加入一定量的粘结剂。
然后,将混合物放入球磨机中进行球磨,使混合物均匀混合。
接着,将球磨后的混合物放入模具中,进行冷压成型,得到初步成型的高铬铸铁合金粉末。
最后,将初步成型的高铬铸铁合金粉末进行烧结,使其形成致密的结构,得到最终产品。
高铬铸铁合金粉末具有广泛的应用领域。
首先,它常用于制造耐磨零件,如磨损件、切削工具等。
由于高铬铸铁合金粉末具有优异的耐磨性,可以在重载、高磨损的工作条件下长时间使用,因此广泛应用于矿山、冶金、建材等领域。
其次,高铬铸铁合金粉末还可用于制造耐腐蚀零件,如化工设备、海洋设备等。
由于其良好的耐腐蚀性能,能够抵御酸碱等腐蚀介质的侵蚀,因此在腐蚀性环境中有着广泛的应用。
此外,高铬铸铁合金粉末还可以用于制造高温零件,如炉具、汽车发动机等。
由于其优异的高温性能,能够在高温环境下保持稳定的性能,因此在高温工作条件下有着广泛的应用。
高铬铸铁合金粉末是一种具有优异性能的材料,在工业生产中有着广泛的应用。
通过粉末冶金技术的制备方法,可以得到高质量的高铬铸铁合金粉末,并应用于耐磨、耐腐蚀和高温等领域。
随着工业技术的不断发展,相信高铬铸铁合金粉末在未来会有更广阔的应用前景。
高铬铁和高铬钢轧辊介绍高铬铁和高铬钢轧辊有多少了解的?下面唐山亿联盛小编就为大家介绍一下,希望会给大家带来帮助。
高铬铸铁轧辊是以碳含量为2.3-3.3%,铬含量12-22%的高铬白口耐磨铸铁为轧辊辊身外层材质,以球墨铸铁为轧辊芯部和辊颈材质,采用离心复合浇注工艺而生产的高合金复合铸铁轧辊。
通常在各类合金铸铁轧辊中,随着铁水的凝固在辊身外层组织中析出的碳化物是Fe3C型,Fe3C型碳化物的显微硬度为840-1100HV,而高铬铸铁,由于铁水中含有大量的铬及镍、钼等合金元素,在铁水凝固时辊身外层组织中析出的碳化物已不是Fe3C型渗碳体,而是呈现出M7C3型共晶碳化物,M7C3型碳化物的显微硬度可达到1500-2000HV,因此耐磨性好。
高铬复合铸铁轧辊辊身工作层的基体组织和基体组织中存在的碳化物的特性、数量、及其分布状况对轧辊的使用性能起着决定性的作用。
随着高铬铁水中铬含量的提高,特别是Cr/C比率的增大,轧辊辊身工作层基体组织中的Cr7C3型共晶碳化物的数量也随之明显增多。
辊身表面硬度70-85HSD,辊颈表面硬度 35-45HSD,辊身表面硬度不均匀度≤4HSD。
该种轧辊的优点是耐磨性好,不足之处就是轧辊热敏感性高,对冷却水的水质、水压、水量要求较高。
高铬钢是上个世纪80年代初欧洲轧辊厂在综合分析高铬复合铸铁轧辊技术特性和使用性能的基础上研究开发的含铬量为8-14%,含碳量为0.8-1.8%,以及含有钼、镍和适量钒等合金元素的铸钢轧辊新材质,这种轧辊材料具有优良的抗热裂纹性能和较高的耐磨损性能。
以高铬钢作为轧辊的外层材料,以球墨铸铁作为轧辊的芯部和辊颈材质,采用离心复合浇注工艺而生产的高合金复合铸钢轧辊。
高铬钢轧辊化学成分的确定是以有利于获得不连续、而且对热裂纹不敏感的细小M7C3型碳化物为前提。
辊身表面硬度70-80HSD,辊颈表面硬度 35-45HSD,辊身表面硬度不均匀度≤4HSD。
高铬铁和高铬钢轧辊主要特点高铬钢轧辊工作层材料中碳、铬含量大大减少,碳化碳化物脆性相减少,其含量为5-10%,导热性高于高铬铁轧辊,所以在轧辊使用时对冷却水的要求不像高铬铁那样苛刻。
2.1 原材料及使用设备
原材料:
高铬铸铁江苏大丰
试验设备:
原子吸收分光光度计北京普析通用仪器有限公司
热处理炉武汉市汉口电炉责任有限公司
摆锤冲击试验机深圳市新三思材料检测有限公司砂轮机江苏砂轮机厂
金相试样抛光机上海金相机械设备有限公司
洛氏硬度计山东掖县材料试验机厂
立式金相显微镜南京江南光电股份有限公司
2.2 原材料成分分析
2.2.1 过硫酸铵-银盐氧化容量法测量铬的含量
2.2.1.1 试验原理
试样用硫磷硝混酸溶解,以硝酸银为催化剂将3价的铬氧化为6价,同时锰也被氧化为高锰酸。
加氧化钠除去高锰酸的干扰,用过量的硫酸亚铁铵按标准将6价的铬还原为3价,再以高锰酸钾标准溶液回滴过量的硫酸亚铁铵。
根据硫酸亚铁铵标准溶液的实际消耗量计算出铬含量。
2.2.1.2 试验采用的试剂
硫磷混酸:于76ml水中,缓慢加入硫酸(d=1.84)16ml,冷却,加入磷酸(d=1.70)80ml;
硝酸溶液:(d=1.42);
0.5%的硝酸银溶液;
25%的过硫酸铵溶液;
5%的氯化钠溶液;
0.005N或0.01N的硫酸亚铁铵标准溶液;
0.005N或0.01N的高锰酸钾标准溶液。
2.2.1.3 试验步骤
称取试样0.1g,置于250ml锥形瓶中,加硫磷混酸60ml,低温加热溶解后,滴加硝酸氨化,煮沸驱尽氮的氧化物,蒸发冒烟0.5-1分钟,稍冷。
加热水约70ml,温热使盐类溶解,过滤于500ml锥形瓶中。
加热水至体积约150ml,加硝酸银溶液5ml,过硫酸铵溶液20ml,煮沸至铬氧化完全。
继续煮沸至翻大气泡,使过量的过硫酸铵溶液完全分解。
加入氯化钠溶液5ml,煮沸至红色消失而呈绿色。
再多加5ml,并且加1-2滴N-苯代邻氨基甲酸指示剂用硫酸亚铁铵标准溶液直接滴定至亮绿色。
按下式计算试样的含铬量:
Cr% =
G
V N 01733
.0⨯⨯
=0999
.001733
.05025.002.18⨯⨯
=16.4%
其中:N 为硫酸亚铁铵标准溶液的当量含量;G 为样品的质量;V 为加入的硫酸亚铁铵标准溶液的体积。
2.2.2 过硫酸铵-银盐氧化法测量锰的含量 2.2.2.1 试验原理
试样用混酸溶解,以硝酸银作为催化剂,用过硫酸铵把2价锰氧化成高锰酸,以此进行锰的光度测定。
2.2.2.2 试验采用的试剂
硫磷硝混酸:于140ml 水中,断搅拌并缓慢加入硫酸30ml ,稍冷,加磷酸
30ml ,硝酸溶液20ml ;
1.7%的硝酸银溶液; 20%的过硫酸铵溶液; 5%的EDTA 溶液;
Mn0.5㎎/ml 锰标准溶液。
2.2.2.3 试验步骤
称样0.1g ,于150ml 锥形瓶中,加硫磷硝混合酸20ml ,加热至试样完全溶解,煮沸驱尽氮之氧化物,取下。
加水20ml ,滤去硅酸和石墨碳,用硝酸洗3-4次,使体积约为50ml ,加硝酸银溶液5ml ,过硫酸铵溶液10ml ,加水煮沸30秒,放置1分钟,流水冷却,于100ml 容量瓶中以水稀释到刻度,摇匀,使高锰酸色泽褪去。
将此溶液在原子吸收分光光度计上测量溶液锰的浓度。
测得数据如表2-1所示:
表2-1 原材料成分分析数据
测量对象 习惯度Abs 浓度 实际浓度 SD RSD% 标准样品 0.261 1.0 1.0 0.0015 0.5718 标准样品 0.439 2.0 2.0 0.0044 0.9945 标准样品 0.615 3.0 3.0 0.0040 0.6554 标准样品 0.935 5.0 5.0 0.0087 0.9274 样品
0.780
4.64
4.64
0.0051
0.6561
根据测量的浓度,我们可以计算出试样的含锰量为:
Mn% =100
.0100/1064.46ml
ml g ⨯⨯-=0.464%
2.2.3 成分分析小结
要使高铬铸铁具有好的性能,在选择化学成分时必须注意:(1)碳化物的数量、种类和形状;(2)基体的调整,保证铸态不形成铁素体(或珠光体、贝氏体)。
当碳质量分数低于共晶点时,形成不连续的共晶碳化物(Fe,Cr)7C3;高于共晶点时,出现粗大的六方晶体初生碳化物(Fe,Cr)7C3。
高铬白口铸铁含碳质量分数愈高,碳化物愈多,硬度愈高,抗磨性愈好,但铸铁的韧性下降。
碳质量分数从2.8%增加到3.5%时,碳化物的组织组成可从20%增加到40%。
由于这种碳化物具有连续网状组织,且具有高硬度。
但碳质量分数大于 3.7%时,由于碳质量分数过剩,使其硬脆,且易出现裂纹。
因此将碳质量分数控制在 2.8% -3.6%。
对于共晶铸铁,ωCr>8%,开始出现(Fe,Cr)7C3碳化物,当ωCr>12%时,则(Fe,Cr)3C完全被(Fe,Cr)7C3所取代。
(Fe,Cr)7C3呈六方晶体,其硬度呈各向异性。
铸件的淬透性随铬碳质量分数比的提高而降低。
我们采用的材料是16.4%的铬,因此组织中的碳化物类型全部是(Fe,Cr)7C3。
锰能提高铸件的淬透性,且价廉易得,因而能代替钼提高铸件的淬透性.在含锰的质量分数一定时,铸态铸件中就会出现马氏体组织,但随锰量的提高,铸铁的Ms点会大大降低,从而使显微组织中残余奥氏体量显著增加,铸件硬度降低,耐磨性亦降低。
同时,在工作过程中,由于残余奥氏体转变为马氏体,发生体积膨胀而引起铸件开裂。
所以含锰量宜控制在 1.0%以下,而试验材料的含锰量为0.464%。
显然满足要求。