.腻子 料
.油漆
.表面 质量 .腻子厚度
检 YES
入
验
库
NO
华翔集团 工程机械事业部
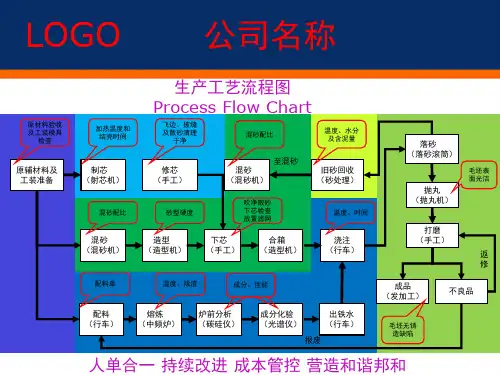
产品开发与量产流程
.材质、尺寸心距 预埋件位置
.重量及公差、3D
.工艺参数选择
.符合工艺
.活块、芯头、芯盒
图.igs/.stp格式 .翻译
图纸
.车间实际情况
工艺
模具
.吸气孔、缩尺、浇注系统
在真空的状态下浇注.
⑩浇注
技术工艺培训
必须清楚所浇注产品的重量,浇注速度,浇注温度,高低压切换时间以及低压停止时间等
产品重量的不同,工 艺参数也随之改变. ① 浇注速度: 40 秒~50秒/吨; ② 浇注温度:
1220~1310 0C 根 据产品单重进行调 整
技术工艺培训
熔化环节
技术工艺培训
1.冲天炉数量,熔化能力; 冲天炉数量:2台 熔化能力:15T/H
2.涉及到的原料:生铁、废铁、废钢、焦炭、锰铁等以及配比是什么样的 生铁 60% 浇冒口 20% 废钢 20% 硅铁 1.3% 焦炭 0.156%
3.HT150\HT200\HT250 分别通过填写什么材料达到每种材质标准要求 随着铸件牌号的提高,废钢和锰铁的加入量增加. HT250还需在增加孕育剂.
⑦起模
技术工艺培训
砂箱抽真空借助于盖在砂箱表面的薄膜,在大气压力的作用下使铸型硬化.起模时,释放负
压箱真空,解除模板对薄膜的吸附力,而后顶箱起模,完成一个铸型.
⑧下芯子
技术工艺培训
芯子安放一定要责成专人确认方向和位置并插钉子固定,为确保准确无误,合箱台对下芯要
进行自检和互检
⑨合箱
技术工艺培训