可口可乐的PET瓶胚进厂检验
- 格式:pdf
- 大小:1.72 MB
- 文档页数:18
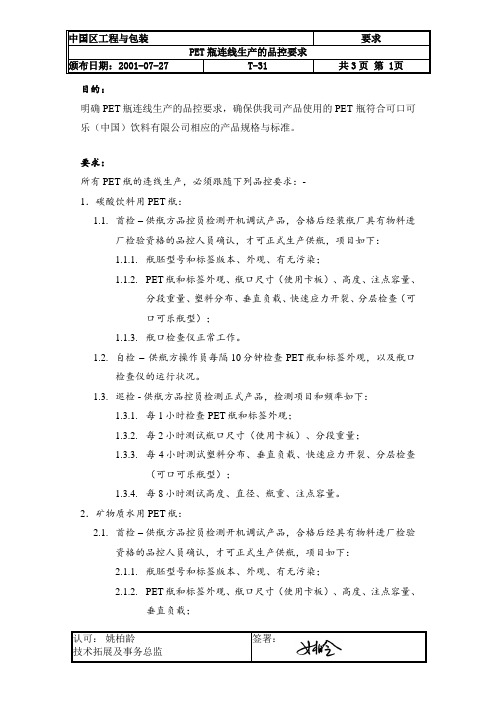
目的:明确PET瓶连线生产的品控要求,确保供我司产品使用的PET 瓶符合可口可乐(中国)饮料有限公司相应的产品规格与标准。
要求:所有PET瓶的连线生产,必须跟随下列品控要求:-1.碳酸饮料用PET瓶:1.1.首检–供瓶方品控员检测开机调试产品,合格后经装瓶厂具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:1.1.1.瓶胚型号和标签版本、外观、有无污染;1.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量、分段重量、塑料分布、垂直负载、快速应力开裂、分层检查(可口可乐瓶型);1.1.3.瓶口检查仪正常工作。
1.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观,以及瓶口检查仪的运行状况。
1.3.巡检 - 供瓶方品控员检测正式产品,检测项目和频率如下:1.3.1.每1小时检查PET瓶和标签外观;1.3.2.每2小时测试瓶口尺寸(使用卡板)、分段重量;1.3.3.每4小时测试塑料分布、垂直负载、快速应力开裂、分层检查(可口可乐瓶型);1.3.4.每8小时测试高度、直径、瓶重、注点容量。
2.矿物质水用PET瓶:2.1.首检–供瓶方品控员检测开机调试产品,合格后经具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:2.1.1.瓶胚型号和标签版本、外观、有无污染;2.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量、垂直负载;2.1.3.瓶口检查仪正常工作。
2.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观,以及瓶口检查仪的运行状况。
2.3.巡检 - 供瓶方品控员检测正式产品,检测项目和频率如下:2.3.1.每1小时检查PET瓶和标签外观;2.3.2.每2小时测试瓶口尺寸(使用卡板)、垂直负载;2.3.3.每8小时测试高度、直径、瓶重、注点容量。
3.热灌装饮料用PET瓶:3.1.首检–供瓶方品控员检测开机调试产品,合格后经具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:3.1.1.瓶胚型号和标签版本、外观、有无污染;3.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量(20℃转换)、耐热性能、耐真空度;3.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观。
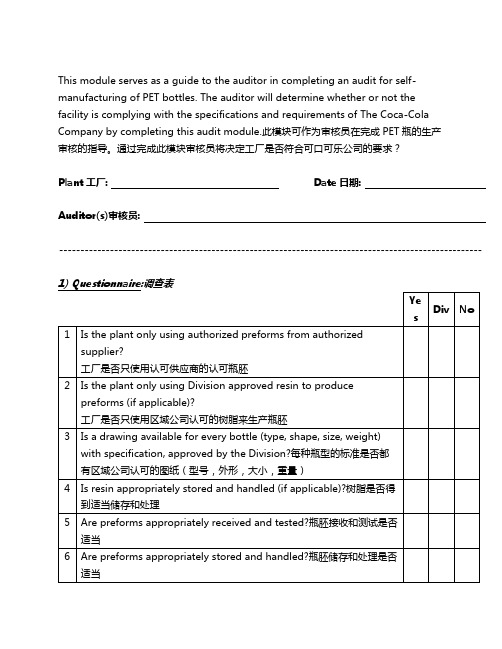
This module serves as a guide to the auditor in completing an audit for self-manufacturing of PET bottles. The auditor will determine whether or not thefacility is complying with the specifications and requirements of The Coca-Cola Company by completing this audit module.此模块可作为审核员在完成PET瓶的生产审核的指导。
通过完成此模块审核员将决定工厂是否符合可口可乐公司的要求?Plant工厂: Date日期:Auditor(s)审核员:----------------------------------------------------------------------------------------------------2) Reference Standards List:参考标准清单Beverage OperationsManual饮料操作手册BO-RQ-014 Package MaterialRequirements包装材料要求BO-RQ-025Package Material – Storageand Handling包装材料-储存和处理BO-RQ-015 Package Material –Incoming InspectionRequirements包装材料-进厂检验要求BO-RQ-200Good Manufacturing Practices– Design Criteria良好操作习惯-设计标准BO-RQ-910 Purchasing采购BO-RQ-930Traceability可追溯性Package Authorization Manual - Plastic Bottles 包装物认证手册-塑料瓶Note备注:For Systems, Certification and Follow-Up audits, use this process assessment to verify the status of implementation and effectiveness for the following System Elements: 对于系统,认证和持续审核,使用这个过程评估来确认下列系统组成部分的有效性:-Document Management文件管理-Record Keeping记录保存-Process Integrity流程完整-Calibration校正-Training培训-Internal Audits内审-Continual Improvement (Corrective & Preventive Actions)持续改进(更正/预防行动)4) Comments & Remarks备注:_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _。
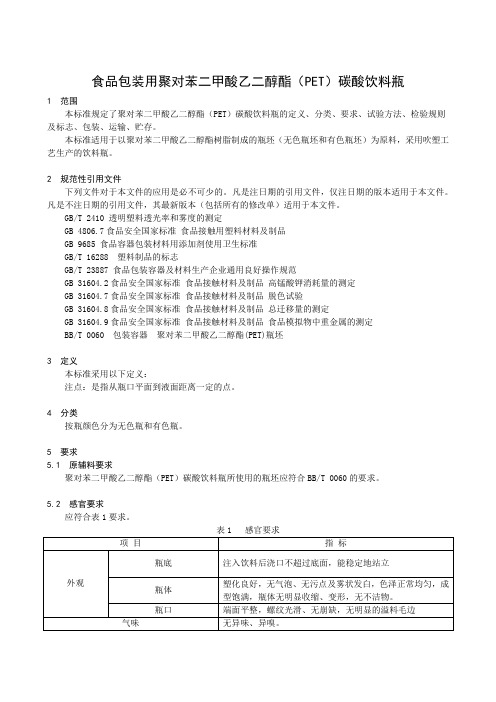
食品包装用聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶1 范围本标准规定了聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶的定义、分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚对苯二甲酸乙二醇酯树脂制成的瓶坯(无色瓶坯和有色瓶坯)为原料,采用吹塑工艺生产的饮料瓶。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2410 透明塑料透光率和雾度的测定GB 4806.7食品安全国家标准食品接触用塑料材料及制品GB 9685 食品容器包装材料用添加剂使用卫生标准GB/T 16288 塑料制品的标志GB/T 23887 食品包装容器及材料生产企业通用良好操作规范GB 31604.2食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB 31604.7食品安全国家标准食品接触材料及制品脱色试验GB 31604.8食品安全国家标准食品接触材料及制品总迁移量的测定GB 31604.9食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定BB/T 0060 包装容器聚对苯二甲酸乙二醇酯(PET)瓶坯3 定义本标准采用以下定义:注点:是指从瓶口平面到液面距离一定的点。
4 分类按瓶颜色分为无色瓶和有色瓶。
5 要求5.1 原辅料要求聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶所使用的瓶坯应符合BB/T 0060的要求。
5.2 感官要求应符合表1要求。
5.3 瓶口规格及尺寸偏差瓶口规格及尺寸偏差符合图1及表1的要求:表1 PCO-1881瓶口规格及尺寸偏差 单位: ㎜5.4 高度要求应符合表2要求。
5.5 容量要求应符合表3要求。
表3容量要求单位:mL5.6 物理机械性能应符合表4要求。
表4 物理机械性能5.7 乙醛含量(粉碎法)乙醛含量≤15µg/L。
5.8 理化指标应符合表5的规定。

管理标准编号:LK-QG-LSB-10-309-10-A PET含气饮料瓶验收标准受控标识:编制:生产部日期:会签:日期:审核:日期:批准:日期:管理标准青岛崂山矿泉水有限公司管理标准PET含汽饮料瓶验收标准编号:LK-QG-LSB-10-309-10-A1 目的1.1为确保用于生产的PET含汽饮料瓶符合质量及工艺的要求,特制定本验收标准。
2 主题内容与适用范围2.1本标准规定了PET含汽饮料瓶的检验标准、检验方法与判定依据等,适用于生产部的PET含汽饮料瓶检验。
2.2生产部检验人员对进厂的PET含汽饮料瓶进行检验。
3 职责3.1由生产部对供应商提供的新样品进行全面测试,并上机试用,完全符合要求后按有关程序进行采购。
3.2供应商必须提供PET含汽饮料瓶的标准图纸、标准样品,并严格按照图纸标明的尺寸进行生产。
3.3检验人员对PET含汽饮料瓶出现的质量问题进行跟踪检测,如由供应商原因造成,由采购部负责与供应商协商补偿。
3.4供应商若改变配方,图纸等必须通知使用方,并提供样品以便使用方检测、试机,试机符合要求后,供应商提供标准样品,双方认可签字后封样交质检员存档,作为检验依据。
如果供应商私自改变配方、图纸等造成的损失全部由供应商负责。
4.质量标准4.1基本要求:4.1.1 PET含汽饮料瓶的原料应符合GB 13114的规定。
4.1.2 PET含汽饮料瓶应符合GB 13113和QB/T 1868的规定。
4.1.3本标准的规定与QB/T 1868不一致之处,按本标准执行。
4.2感官要求如表1所示:表1 感官要求4.3尺寸:4.3.1 PET含汽饮料瓶的尺寸应符合表2的规定:表2 PET含汽饮料瓶尺寸4.3.2表2中规定的尺寸如与本标准附录中的标准图纸不一致,则以本标准附录中的标准图纸为准。
4.3.3瓶体最小壁厚应符合表3的规定:表3瓶体最小壁厚注:每个部位任选4个以上的测量点,取最小值。
4.4瓶体容量等应符合表4的规定:表4 瓶体重量及容量4.5 PET含汽饮料瓶的物理性能应符合表5的规定:表5 PET含汽饮料瓶物理性能4.6化学性能:4.6.1 PET含汽饮料瓶的乙醛含量应符合表6的规定:表6 瓶的乙醛含量5. 检验方法及验收标准5.1样本抽取:以供应商每次到货的每个品种为一批,每批随机抽取50个样本检测感官、尺寸、重量、容量和物理性能。

PET瓶坯检验标准1 范围本标准用于进厂聚酯(PET)瓶坯(以下简称“瓶坯”)及工厂自制瓶坯检验。
瓶坯生产过程的质量检测按《制程监控手册》要求进行。
瓶坯生产工厂每批次产品必须附有检验报告单,提供该产品有资质的检测机构出具的全项检验报告。
PET瓶坯在使用前必须作出品质检查,并认真记录;工厂自用时不需要再次检验。
本标准自实施日起PET瓶坯17108、17109、22114号品质规格单同时废止。
2 引用标准GB/T 2828.1-2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3 取样及检验3.1 抽取样品在抽取样品前,必须检查任何因运输过程而造成损坏及污染并作好记录。
记录及保留所抽取样本资料,包括:供应商、生产日期、批号、瓶坯号等。
产品以批为单位进行验收,同一规格同一生产线连续生产为一批。
每一批按表1的抽样方案随机抽取瓶坯样本。
(Ac是接收数,Re是拒收数)表1 正常检验一次抽样方案(检验水平Ⅱ)AQL=0.40 AQL=0.65 AQL=1.0 批量样本量Ac Re Ac Re Ac Re 10001∼50000 80 1 2 1 2 2 3 50001∼150000 125 1 2 2 3 3 4 150001∼300000 200 2 3 3 4 5 6 300001∼500000 315 3 4 5 6 7 8 500001及其以上500 5 6 7 8 10 11 3.2 外观检查首先检查并记录运输包装有无破损或污染,然后目视检查随机抽取的样品,记录表2所述的各种缺陷的数量。
表2 瓶坯外观缺陷接收质量限序号项目严重缺点AQL=0.40 主要缺点AQL=0.65次要缺点AQL=1.01 内部污染,外壁油污任何程度2 底部裂痕、破洞任何程度3 瓶口呈椭圆形任何程度4 受热损害/受热变色任何程度5 支撑环损坏任何程度6 瓶口欠注,瓶口外侧撞伤,缺口、积料任何程度7 螺纹缺口任何程度8 气泡>Ф0.2mm ≤Ф0.2mm9 未溶物>Ф0.2mm ≤Ф0.2mm10 黑点>Ф0.2mm ≤Ф0.2mm11 底部白化>Ф13.0mm≤Ф13.0mm12 瓶口毛刺>0.13mm ≤0.13mm13 螺纹合模不对称,毛刺>0.13mm ≤0.13mm14 瓶坯弯曲>2.0mm ≤2.0mm15 注点过长,拖尾>1.5mm ≤1.5mm16 折痕、拉丝>5.0mm ≤5.0mm17 色泽不良明显可见不明显18 水纹明显可见不明显19 色斑明显可见不明显20 长白线明显可见不明显21 白雾明显可见不明显22 刮伤痕迹明显可见不明显23 表面粗糙明显可见不明显24 针孔明显可见不明显3.3 重量检查(AQL=0.65)从样本中随机抽取20样品,使用精度为0.1克的天平称量瓶坯重量,要求偏差在标准范围内(见瓶坯图)。
规定了饮料公司使用的包装材料PET瓶盖的质量要求及检验方法。
2.适用范围适用于饮料公司使用的PET瓶盖的进厂检验、贮存要求与质量判定。
3.职责品控部负责瓶盖质量标准的起草、修订、对包装材料进行检验,并监督该标准的有效实施。
4.要求4.1 基本要求4.1.1 验收前应确认生产厂家、包材型号等信息与饮料公司下发的《合格供应商名录》一致。
除量产测试的包材外,如不在合格供应商名录内的拒收处理。
4.1.2 作业前确保检测环境良好照度充分,仪器设备处于正常工作状态。
4.1.3 所有检测项目做好记录,并存档,便于追溯。
4.1.4 应查验每批原辅材料的出厂检验报告,并同相应验收记录一起存档。
4.1.5 产品以批为单位进行验收,采用均匀随机方法,以涉及范围广为原则进行抽样,抽取的样品应在适当位置标记其供应商、生产日期、批号、线别等追溯信息。
4.2 验收要求及检测方法4.2.1 批次要求:同一供应商、同一生产商、同一生产线、同一原材料、同一到货日期的原辅料产品为一批。
4.2.2 每批原料的COA、包装形式、产品标签应和饮料公司提供的样版格式一致。
4.2.3 包材验收的具体要求和试验方法详见附表一。
4.3 结果判定4.3.1 检验项目全部符合本标准时,判定为合格。
4.3.2 某一项不合格,需进行加倍抽样复检,复检合格的判定让步接收,复检仍出现不合格,判定不合格。
4.5 样品处理:检验后的样品如检验不合格,选取其中有代表性的留样,直至该批次不合格品处理完毕。
4.6 其它要求4.6.1 产品包装上应有产品检验合格证和便于产品追溯的相关标识,合格证上内容应齐备,便于追溯。
4.6.2 抽样时打开的包装,应使用胶带或其它将包装重新密封。
4.6.3 运输车辆应满足食品运输的卫生要求,车辆清洁、干燥、卫生,不得与有明显异味的食品或食品原料和非食品用原料混运。
车辆防护完善,无雨淋、爆晒、受潮、污染及损伤等。
4.6.4 产品的包装应清洁、干燥、无毒、无异味,符合相应的食品卫生标准。
1.0目的确保PET瓶的进厂检验能及时、准确完成并符合可口可乐要求。
2.0范围入厂的PET塑料瓶,包括热灌注瓶及常温灌注瓶的检测。
3.0职责3.1品控员负责此物料的取样和检测工作。
3.2品控主任负责对检验结果的审核并签署意见。
3.3定义AQL(Acceptance Quality Level)----可接受质量水平4.0程序4.1抽取样品4.1.1抽取样品前,必须先检查任何因运送过程而造成的损坏或污染。
4.1.2每一批随意抽取最少25个瓶子,一般每一货盘中抽取一个,标记相应的托盘号。
4.1.3尽量抽取不同的吹模号或瓶胚号。
4.1.4抽样时被开启的纸板及包装膜必须重新密封以防污染。
4.1.5记录及保留所抽取样本资料,包括:供应商,生产日期、批号、托盘号等。
4.1.6所有样本瓶子用干净容器装上,取回实验室,避免中途受污染。
4.2外观/目视检查4.2.1外观4.2.1.1杂质、气泡、表面不平滑、透明度低(乳白色混浊)、颜色不均匀、变形、严重磨损、标签位置. (AQL 4.0)4.2.1.2标签设计图案和印刷颜色的偏差。
(AQL=0.65)4.2.2污染/异味 (AQL 0.65)4.2.3检查瓶子是否曾受污染。
用嗅觉判断是否有异味。
4.2.4记录检查结果。
4.3尺寸检查(至少检查25个样品)4.4高度: (AQL 1.0)使用通过不通过的方法,以瓶子高度的上公差及下公差量度瓶子高度。
(参考供应商标准)4.4.1瓶口尺寸 (AQL0.65)利用瓶口尺寸测试卡规(通过/不通过)分别测量A、D、T及E尺寸。
尺寸标准如下:4.5装填点容量: (AQL 1.5)•根据指定的液面高度调整吸球的长度.(参考供应商标准)•将空瓶置天平上,去除皮重。
•将要求温度的水注入至近瓶颈处,将吸球垂直放入瓶内吸取水至不能再吸取为止。
注:对常温灌注瓶:装填用水为常温处理水;对热灌注瓶:装填用水为86~88℃热处理水。
因热灌瓶高温下收缩,此步动作需迅速,否则液位上升致使测量结果不准确。
饮料生产PET小机瓶检验规程
1.验收项目和标准
1.1材质要求
PET(聚对苯二甲酸乙二醇酯)塑料瓶
1.2规格尺寸
2.5L瓶重:65±1g。
瓶身高度:234±1.0mm。
瓶体颜色:白坯瓶。
1.3瓶口要求:产品瓶口内壁应保持光滑,无凹凸现象,瓶口挤压现象、无裂口、无飞边,溢边毛料不超过0.13mm。
产品瓶口平面应无缺料现象发生。
1.4瓶体要求:产品外观应成型饱满,无瘪瓶,表面光滑,瓶身透明且厚薄均匀,不得有气泡、生料、冷斑、污点、杂质、雾状发白以及泛银光的现象产生,要求色泽均匀,瓶内无异味。
1.5头颈要求:产品成型后,头颈应该与瓶身保持垂直,
无歪颈现象产生。
1.6底部要求:底托应光洁,边缘整齐,无飞边和缺损。
底部无凹凸现象产生,底座注塑不超过,底平面底部无穿孔,增生现象。
1.7标贴要求:标贴应外观平整,无过松、发皱现象。
2.检验方法
2.1材质重量可用称量法测定,与标准重量进行对照。
2.2材质尺寸可用精度0.01的游标卡尺进行测定,与标准尺寸进行对照。
2.3印刷等外观质量检验:在自然光线下目测,并用封样件对照。
3.检验规则
3.1每批抽检3‰,最少抽检量不少于二箱。
4.判定细则
4.1不合格品的判定:
本验收规则中1.2、1.3、1.4、1.5、1.6、1.7有两项不合格,则该批判为不合格。
4.2本验收规则中,如有一项不合格,由使用方和供应方协商解决。
目的:明确PET瓶连线生产的品控要求,确保供我司产品使用的PET 瓶符合可口可乐(中国)饮料有限公司相应的产品规格与标准。
要求:所有PET瓶的连线生产,必须跟随下列品控要求:-1.碳酸饮料用PET瓶:1.1.首检–供瓶方品控员检测开机调试产品,合格后经装瓶厂具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:1.1.1.瓶胚型号和标签版本、外观、有无污染;1.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量、分段重量、塑料分布、垂直负载、快速应力开裂、分层检查(可口可乐瓶型);1.1.3.瓶口检查仪正常工作。
1.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观,以及瓶口检查仪的运行状况。
1.3.巡检 - 供瓶方品控员检测正式产品,检测项目和频率如下:1.3.1.每1小时检查PET瓶和标签外观;1.3.2.每2小时测试瓶口尺寸(使用卡板)、分段重量;1.3.3.每4小时测试塑料分布、垂直负载、快速应力开裂、分层检查(可口可乐瓶型);1.3.4.每8小时测试高度、直径、瓶重、注点容量。
2.矿物质水用PET瓶:2.1.首检–供瓶方品控员检测开机调试产品,合格后经具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:2.1.1.瓶胚型号和标签版本、外观、有无污染;2.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量、垂直负载;2.1.3.瓶口检查仪正常工作。
2.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观,以及瓶口检查仪的运行状况。
2.3.巡检 - 供瓶方品控员检测正式产品,检测项目和频率如下:2.3.1.每1小时检查PET瓶和标签外观;2.3.2.每2小时测试瓶口尺寸(使用卡板)、垂直负载;2.3.3.每8小时测试高度、直径、瓶重、注点容量。
3.热灌装饮料用PET瓶:3.1.首检–供瓶方品控员检测开机调试产品,合格后经具有物料进厂检验资格的品控人员确认,才可正式生产供瓶,项目如下:3.1.1.瓶胚型号和标签版本、外观、有无污染;3.1.2.PET瓶和标签外观、瓶口尺寸(使用卡板)、高度、注点容量(20℃转换)、耐热性能、耐真空度;3.2.自检–供瓶方操作员每隔10分钟检查PET瓶和标签外观。