阴极真空电弧原理
- 格式:ppt
- 大小:3.53 MB
- 文档页数:20

真空电弧熔炼工作原理及优势真空电弧熔炼是一种常用的金属熔炼方法,它通过在真空环境中产生电弧来加热和熔化金属材料。
这种熔炼方法具有许多优势,使其在金属冶金和材料制备领域得到广泛应用。
真空电弧熔炼的工作原理是利用电弧的高温和高能量来加热和熔化金属材料。
在真空环境中,通过电极产生电弧,电弧在电极间距之间形成,形成的电弧产生的高温能够将金属材料加热至熔点以上,使其熔化。
同时,电弧的高能量还可以使金属材料中的杂质和氧化物被还原或蒸发,从而提高金属的纯度。
真空电弧熔炼相比其他熔炼方法具有以下几个优势。
首先,真空环境可以有效降低金属材料与氧气的接触,减少氧化反应的发生。
这对于一些容易氧化的金属材料尤为重要,可以保证金属材料的纯度和品质。
其次,真空电弧熔炼能够实现高温加热,熔化温度高,能够处理高熔点金属材料,如钨、铌等。
此外,真空电弧熔炼还可以实现快速加热和冷却,提高生产效率。
此外,真空电弧熔炼还可以对金属材料进行精确控制,如精确控制熔化温度、熔化时间和冷却速率等,以满足不同材料的要求。
在真空电弧熔炼中,还可以根据具体情况进行一些改进和优化。
例如,可以通过调节电弧电流和电压来控制电弧的稳定性和能量输入。
可以通过加入合适的熔剂来改善熔炼过程中的熔化和还原效果。
可以通过合理设计电极结构和熔炼设备来提高熔炼效率和产品质量。
真空电弧熔炼在金属冶炼和材料制备中有着广泛的应用。
它可以用于熔炼高纯度金属,如钨、钽、锆等。
它也可以用于合金的熔炼和制备,通过加入适量的合金元素,可以改变材料的性能和特性。
此外,真空电弧熔炼还可以用于材料的再熔和再生利用,将废旧材料加热熔化后再制备成新材料。
真空电弧熔炼是一种重要的金属熔炼方法,它通过在真空环境中产生高温电弧来加热和熔化金属材料。
这种熔炼方法具有许多优势,如可以实现高温加热、降低氧化反应、提高材料纯度和品质等。
真空电弧熔炼在金属冶金和材料制备领域得到广泛应用,可以用于熔炼高纯度金属和合金的制备,以及材料的再熔和再生利用等。
电弧阴极的物理过程1 引言形成电弧放电的极大部分电子是在电弧阴极产生,或者就由阴极本身发射的。
因此,在电弧阴极所发生的过程,对于整个电弧过程就有重要意义。
许多年来为解释这一过程出现了很多理论,但尚未有完善的并经试验证实的理论。
可以形成带电粒子的阴极过程基本上有三种:(1)如果阴极温度足够高,则阴极电流基本上决定于热电子发射;(2)在阴极表面有足够大的电场强度时,场电子发射起主要作用;(3)阴极区域电流唯一地或主要地是由正离子造成,即从弧柱等离子区的近阴极层的离子发射。
当弧柱接近阴极区域的温度高到能形成必需的正离子电流密度,并且当电流与空间电荷的分布一致时,这一过程是可能的。
下面分别讨论上述三种过程的理论。
2 电弧的热电子理论物体被加热而发射电子的现象称为热电子发射。
阴极的温度来源可以是人工加热,或者是游离气体中正离子在阴极表面撞击的结果。
电弧热电子理论是电弧最早的理论,它能解释大气中难熔材料碳和钨极电弧无阴极斑点的现象。
但是,用它解释易熔金属阴极的电弧现象是不大可能的。
斯列宾(Slepian )在反对热电子理论的普适性时指出:大多数金属不可能加热到显著发射电子所必需的温度,这对于汞、银、铜特别明显。
在无阴极斑点的热电子电弧中,阴极温度很高。
在阴极和弧柱之间有黑暗的空间,其长度超过电子自由行程几倍。
在阴极和弧柱之间过渡区域是未知数。
近阴极区域相当宽广,而阴极上电流密度大约是103A/cm 2。
弧柱中的离子跑向阴极,并在电位降区域得到加速,将全部能量给予阴极,使阴极加热。
热电子电流密度J e 与阴极温度T 的关系是由理查德森(Rechardson )在理论上确定,并从试验上加以证实,表达式如下:kT e e AT J ϕ-=2 (A/cm 2) (2-1)其中,A 是普适的发射常数,A=120A/cm 2; T 是发射体的绝对温度;φ是发射体的电子逸出功,单位为 eV (电子伏);k 是玻耳兹曼常数。

阴极电弧离子镀原理一、概述阴极电弧离子镀是一种常用的表面处理技术,通过在阴极上形成电弧放电,使金属材料离子化并沉积在基材表面,从而实现对基材表面性能的改善。
本文将详细介绍阴极电弧离子镀的原理及其应用。
二、原理阴极电弧离子镀的原理是利用电弧放电产生的高温高能离子,使金属材料离子化并沉积在基材表面。
具体步骤如下:1. 电弧放电:通过在阴极上加高压电,产生高能电子,形成电弧放电。
电弧放电的过程中,阴极表面的金属材料被加热并电离,形成离子。
2. 离子加速:电弧放电产生的离子被加速电场加速,使其具有足够的能量沉积在基材表面。
加速电场的强度和方向可以通过调整阳极和阴极之间的电势差来控制。
3. 离子沉积:离子加速后,在基材表面发生沉积反应,形成覆盖层。
离子沉积的速度和均匀性取决于离子的能量、方向以及基材表面的形貌。
三、应用阴极电弧离子镀技术广泛应用于金属材料的表面改性和镀层制备。
具体应用包括:1. 表面硬化:通过在金属基材表面沉积硬质合金或陶瓷材料,提高基材的硬度和耐磨性,延长使用寿命。
2. 防腐蚀:通过在金属基材表面镀上抗腐蚀性材料,提高基材的耐腐蚀性能,增加使用寿命。
3. 表面修复:对磨损或腐蚀的金属表面进行修复,使其恢复原有的功能和外观。
4. 金属涂层:在金属基材表面沉积金属涂层,如镍、铬、锌等,以改善金属表面的光泽度和装饰性能。
5. 功能涂层:在金属基材表面沉积具有特殊功能的涂层,如导电涂层、隔热涂层、抗反射涂层等,以满足不同的应用需求。
四、优势阴极电弧离子镀具有以下优势:1. 高效节能:离子镀过程中,离子的能量高、速度快,能够实现较高的沉积速率,提高生产效率。
2. 沉积均匀:通过调整加速电场的强度和方向,可以实现对离子沉积的控制,使得镀层均匀、致密。
3. 可控性强:通过控制电弧放电参数、加速电场参数和基材表面的预处理,可以实现对镀层性能的调控。
4. 适应性广:阴极电弧离子镀可用于多种金属材料和非金属材料的镀层制备,对于复杂形状的基材也具有良好的适应性。
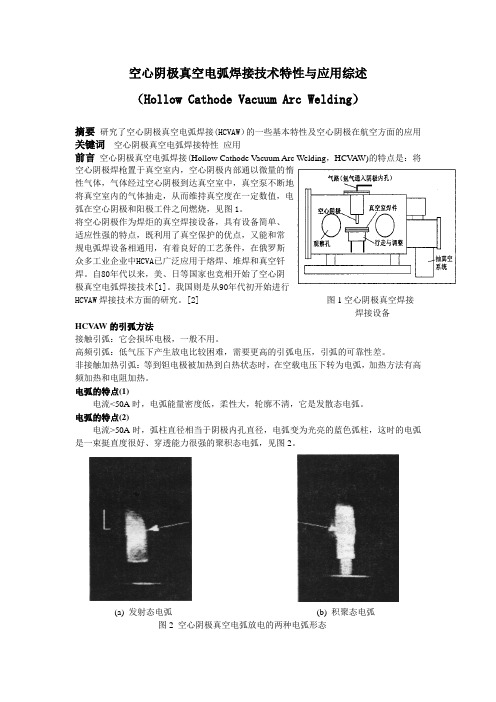
空心阴极真空电弧焊接技术特性与应用综述(Hollow Cathode Vacuum Arc Welding)摘要研究了空心阴极真空电弧焊接(HCVAW)的一些基本特性及空心阴极在航空方面的应用关键词空心阴极真空电弧焊接特性应用前言空心阴极真空电弧焊接(Hollow Cathode V acuum Arc Welding,HCV A W)的特点是:将空心阴极焊枪置于真空室内,空心阴极内部通以微量的惰性气体,气体经过空心阴极到达真空室中,真空泵不断地将真空室内的气体抽走,从而维持真空度在一定数值,电弧在空心阴极和阳极工件之间燃烧,见图1。
将空心阴极作为焊炬的真空焊接设备,具有设备简单、适应性强的特点,既利用了真空保护的优点,又能和常规电弧焊设备相通用,有着良好的工艺条件,在俄罗斯众多工业企业中HCVA已广泛应用于熔焊、堆焊和真空钎焊。
自80年代以来,美、日等国家也竞相开始了空心阴极真空电弧焊接技术[1]。
我国则是从90年代初开始进行HCVAW焊接技术方面的研究。
[2] 图1空心阴极真空焊接焊接设备HCVA W的引弧方法接触引弧:它会损坏电极,一般不用。
高频引弧:低气压下产生放电比较困难,需要更高的引弧电压,引弧的可靠性差。
非接触加热引弧:等到钽电极被加热到白热状态时,在空载电压下转为电弧,加热方法有高频加热和电阻加热。
电弧的特点(1)电流<50A时,电弧能量密度低,柔性大,轮廓不清,它是发散态电弧。
电弧的特点(2)电流>50A时,弧柱直径相当于阴极内孔直径,电弧变为光亮的蓝色弧柱,这时的电弧是一束挺直度很好、穿透能力很强的聚积态电弧,见图2。
(a) 发射态电弧(b) 积聚态电弧图2 空心阴极真空电弧放电的两种电弧形态电弧的特点(3)与常规大气压下焊接电弧放电相比,空心阴极真空电弧放电有以下不同之处:a)放电气压不同,真空室的真空度一般在10-2~10Pa的范围。
b)电极形状不同,有微量的等离子工作气体从空心阴极内流过。

电弧是怎样产生原理
电弧是由于电流在中断或阻断的情况下,通过两电极之间的空气形成的一种放电现象。
具体的产生原理如下:
1. 电介质击穿:当电压升高到一定程度时,电压将足以击穿空气中的电介质分子,使其电离。
这个过程会形成一个电导通道,使电流能够流经该通道。
2. 离子和电子的移动:电介质击穿后,空气中的分子将电离形成离子和电子。
电子由于负电荷的作用被吸引到阳极,而正离子则被吸引到阴极。
3. 空气的加热:电流通过离子和电子的碰撞,将能量传递给空气分子,使空气分子发生震动和旋转,导致空气的加热。
4. 电流弧光:由于空气被加热,电弧形成,并放出明亮的光。
电弧通常呈现出蓝白色或紫色。
总的来说,电弧产生的原理是通过电压升高击穿空气形成导电路径,离子和电子在电流作用下移动并产生加热效应,最终形成明亮的电弧。

阴极电弧离子镀原理
阴极电弧离子镀是一种先进的表面处理技术,通过在真空环境下利用高能离子束对工件表面进行镀膜,以提高其硬度、耐磨性和耐腐蚀性。
这种技术在航空航天、汽车制造、电子设备等领域得到广泛应用,为产品的性能提升和功能改进提供了重要支持。
阴极电弧离子镀的原理基于电弧放电和离子轰击效应。
首先,在真空室中建立一定的真空度,然后通过阳极和阴极之间的电弧放电产生高温高能离子束。
这些离子束在电场的作用下加速并轰击到工件表面,造成表面原子的脱落和混合,最终形成均匀致密的镀层。
在镀膜过程中,离子束的能量和流量是影响镀层性能的重要因素。
能量越高,离子束对工件表面的轰击力越大,可以提高镀层的结合力和致密性;而流量越大,可以加快镀层的生长速度,提高生产效率。
因此,在实际应用中需要根据工件材料和要求进行合理的参数设置,以获得最佳的镀层效果。
除了镀层性能外,阴极电弧离子镀还具有环保和节能的优势。
相比传统的镀铬等表面处理方法,阴极电弧离子镀不需要使用有害的镀液和大量的水资源,减少了对环境的污染。
同时,由于镀膜过程在真空环境下进行,也减少了能源消耗,符合可持续发展的理念。
总的来说,阴极电弧离子镀作为一种先进的表面处理技术,具有显著的优势和广阔的应用前景。
通过不断的技术创新和工艺改进,相
信这项技术将在未来更多领域发挥重要作用,为产品的质量和性能提升提供有力支持。
任务二:电弧产生和熄灭的物理原理一、电弧产生的物理过程当触头开断,在触头间隙中有电弧燃烧时,电路仍然导通。
这说明此时触头间隙的气体由绝缘状态变成了导电状态。
气体呈导电状态的原因是由于原来的中性气体分解为电子和离子,即气体被游离,此过程称为气体的游离过程。
气体游离出来的电子和离子在电场作用下各朝对应的极运动,便形成电流,从而造成触头虽然已开断,但电路却并未切断。
但当电弧熄灭之后电路就不再导通了。
这说明此时触头间隙的气体恢复了介质强度,又呈现绝缘状态,即气体已经消除游离而恢复为中性。
那么,气体是怎么游离和消游离的呢?一、开断电路时电弧产生的物理过程当触头开断电路,在间隙中产生电弧时,电路仍然是导通的。
这就说明已分开的触头间的气体由绝缘状态变成了导电状态。
那么,究竟有哪些物理过程在这个气体由不导电的状态变成导电状态过程中起作用了呢?下面就此进行一些分析。
金属材料表面在某些情况下能发射出自由电子,这种现象叫表面发射。
自由电子的产生是由于金属内的电子得到能量,克服内部的吸引力而逸出金属。
一个电子逸出金属所需能量叫逸出功,其单位用电子伏(eV)表示。
不同金属材料逸出功的大小不一样。
从物质原子的结构而言,是由原子核与若干电子构成的。
如果外界加到电子上的能量足够大,能使电子克服原子核的吸引力作用而成为自由电子,这种现象称为游离。
游离所需的能量叫游离能。
不同的物质其游离能不同。
触头开断电路时,产生电弧的原因主要有:阴极热发射电子;阴极冷发射电子;碰撞游离和热游离等。
1.阴极热发射电子触头开断过程中,触头间的接触面积逐渐减小,接触处的电阻越来越大,电流密度也逐渐增大,触头表面的温度剧增,金属内由于热运动急剧活跃的自由电子就克服内部的吸力而从阴极表面发射出来,这种主要是由于热作用所引起的发射称为热发射。
温度越低、逸出的功越大时,热发射的电流密度越小。
2.阴极冷发射电子在触头刚刚分开发生热发射的同时,由于触头之间的距离很小,线路电压在这很小的间隙内形成很高的电场,此电场将电子从阴极表面拉出,形成强电场发射。