空心阴极真空电弧焊接技术
- 格式:doc
- 大小:2.16 MB
- 文档页数:6

——空心阴极真空电弧焊北京航空航天大学 北京航空工艺研究所韩小宾 张奕琦汪苏 [ 摘要 ] 介绍一种新型的焊接技术—— 空心阴极真空电弧焊及其应用。
采用这种技术可以对不锈 钢、钛合金和高温合金等金属进行熔化焊及对小试件进行快速高效的局部加热钎焊, 并获得高质量的焊接接头。
关键词: 空心阴极真空电弧 熔焊 钎焊[A b s t rac t ] T h is p ap e r p re sen t s a n ew w e ld in g tech no lo gy - ho llow ca tho de va cu u m a rc w e ld 2 in g an d it s ap p lica t i o n . W ith th e p ro ce s s , th e fu s i o n w e ld in g an d b ra z in g o f s t a in le s s 2s tee l , t itan ium a llo y an d h igh tem p e ra tu re a llo y can b e ca r r ied o u t . T h e p rop e r t ie s o f w e ld e d jo in t a re p e rfec t .Ke y wo rd s : H o llo w ca tho de va cu u m a rc F u s i o n w e ld in g B r az in g真空电弧焊接是可以对不锈钢、钛合金和高温 合金等金属进行熔化焊及对小试件进行快速高效的 局部加热钎焊的最新技术。
该技术由俄罗斯发明, 并 迅速应用在航空发动机的焊接中。
使用真空电弧进 行涡轮叶片的修复、钛合金气瓶的焊接, 可以有效地 解决材料氧化、软化、热裂、抗氧化性能降低等问题。
开展真空电弧焊接方法的研究, 可为我国航空航天 制造业提供一种新的焊接方法, 对于新型号喷气发 动机的研制、发动机涡轮叶片的修复等都具有一定 的实际意义。
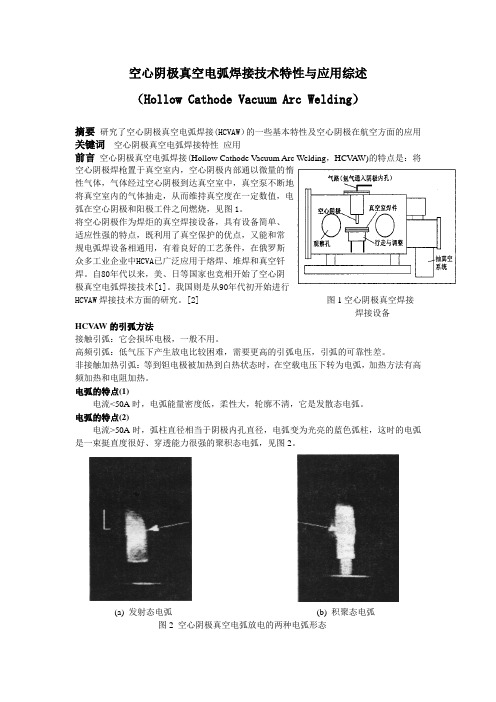
空心阴极真空电弧焊接技术特性与应用综述(Hollow Cathode Vacuum Arc Welding)摘要研究了空心阴极真空电弧焊接(HCVAW)的一些基本特性及空心阴极在航空方面的应用关键词空心阴极真空电弧焊接特性应用前言空心阴极真空电弧焊接(Hollow Cathode V acuum Arc Welding,HCV A W)的特点是:将空心阴极焊枪置于真空室内,空心阴极内部通以微量的惰性气体,气体经过空心阴极到达真空室中,真空泵不断地将真空室内的气体抽走,从而维持真空度在一定数值,电弧在空心阴极和阳极工件之间燃烧,见图1。
将空心阴极作为焊炬的真空焊接设备,具有设备简单、适应性强的特点,既利用了真空保护的优点,又能和常规电弧焊设备相通用,有着良好的工艺条件,在俄罗斯众多工业企业中HCVA已广泛应用于熔焊、堆焊和真空钎焊。
自80年代以来,美、日等国家也竞相开始了空心阴极真空电弧焊接技术[1]。
我国则是从90年代初开始进行HCVAW焊接技术方面的研究。
[2] 图1空心阴极真空焊接焊接设备HCVA W的引弧方法接触引弧:它会损坏电极,一般不用。
高频引弧:低气压下产生放电比较困难,需要更高的引弧电压,引弧的可靠性差。
非接触加热引弧:等到钽电极被加热到白热状态时,在空载电压下转为电弧,加热方法有高频加热和电阻加热。
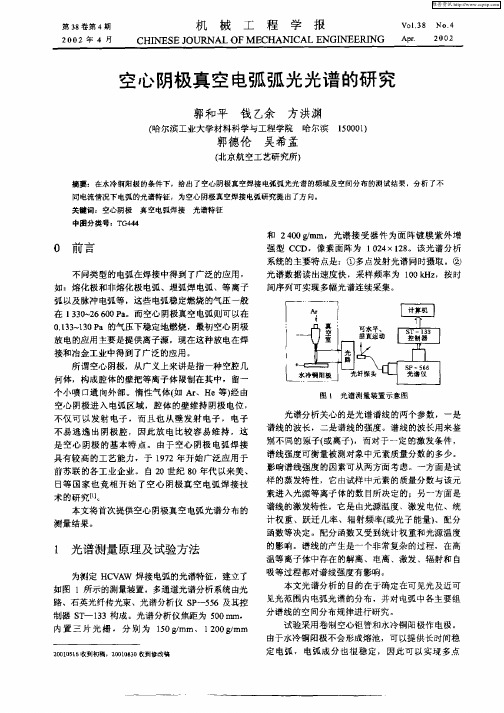
电弧的特点(1)电流<50A时,电弧能量密度低,柔性大,轮廓不清,它是发散态电弧。
电弧的特点(2)电流>50A时,弧柱直径相当于阴极内孔直径,电弧变为光亮的蓝色弧柱,这时的电弧是一束挺直度很好、穿透能力很强的聚积态电弧,见图2。
(a) 发射态电弧(b) 积聚态电弧图2 空心阴极真空电弧放电的两种电弧形态电弧的特点(3)与常规大气压下焊接电弧放电相比,空心阴极真空电弧放电有以下不同之处:a)放电气压不同,真空室的真空度一般在10-2~10Pa的范围。
b)电极形状不同,有微量的等离子工作气体从空心阴极内流过。

真空电弧钎焊工艺流程Vacuum arc welding, also known as vacuum arc remelting, is a sophisticated process used in the production of high-quality metal components. This advanced welding technique involves creating an electric arc between two metal electrodes in a vacuum chamber. The heat generated by the arc melts the metals, allowing them to combine and form a strong bond. Vacuum arc welding is considered a high-precision and high-quality welding method, suitable for applications where tight tolerances and superior weld quality are required.真空电弧钎焊,又称真空电弧重熔,是一种用于生产高质量金属零件的复杂工艺。
这种先进的焊接技术涉及在真空室内两个金属电极之间产生电弧。
电弧产生的热量使金属熔化,使它们结合并形成牢固的结合。
真空电弧钎焊被认为是一种高精度和高质量的焊接方法,适用于需要严格公差和优质焊接质量的应用。
One of the key advantages of vacuum arc welding is the ability to produce welds with minimal impurities. By welding in a vacuum environment, the chances of contamination from gases, oxides, orother impurities are significantly reduced. This results in welds that are cleaner, stronger, and more resistant to defects. The absence of impurities also contributes to the overall quality and longevity of the welded components.真空电弧钎焊的一个关键优势是能够产生少量杂质的焊缝。


真空电弧焊接技术它是可以对不锈钢、钛合金和高温合金等金属进行熔化焊及对小试件进行快速高效的局部加热钎焊的最新技术。
该技术由俄罗斯发明,并迅速应用在航空发动机的焊接中。
使用真空电弧进行涡轮叶片的修复、钛合金气瓶的焊接,可以有效地解决材料氧化、软化、热裂、抗氧化性能降低等问题。
窄间隙熔化极气体保护电弧焊技术它具有比其他窄间隙焊接工艺更多的优势,在任意位置都能得到高质量的焊缝,且具有节能、焊接成本低、生产效率高、适用范围广等特点。
利用表面张力过渡技术进行熔化极气体保护电弧焊表明,该技术必将进一步促进熔化极气体保护电弧焊在窄间隙焊接的应用。
激光填料焊接是指在焊缝中预先填入特定焊接材料后用激光照射熔化或在激光照射的同时填入焊接材料以形成焊接接头的方法。
广义的激光填料焊接应该包括两类:激光对焊与激光熔覆。
其中,激光熔覆是利用激光在工件表面熔覆一层金属、陶瓷或其它材料,以改善材料表面性能的一种工艺。
激光填料焊接技术主要应用于异种材料焊接、有色及特种材料焊接和大型结构钢件焊接等激光直接对焊不能胜任的领域。
高速焊接技术它使MIG/MAG勺焊接生产率成倍增长,它包括快速电弧技术和快速熔化技术。
由于采用的焊接电流大,所以熔深大,一般不会产生未焊透和熔合不良等缺陷,焊缝成形良好,焊缝金属与母材过渡平滑,有利于提高疲劳强度。
搅拌摩擦焊(FSV V1991年FSW技术由英国焊接研究所发明,作为一种固相连接手段,它克服了熔焊的诸如气孔、裂纹、变形等缺陷,更使以往通过传统熔焊手段无法实现焊接的材料可以采用FSW实现焊接,被誉为“继激光焊后又一革命性的焊接技术”。
FSW主要由搅拌头的摩擦热和机械挤压的联合作用下形成接头,其主要原理和特点是:焊接时旋转的搅拌头缓缓进入焊缝,在与工件表面接触时通过摩擦生热使周围的一层金属塑性化。
同时,搅拌头沿焊接方向移动形成焊缝。
作为一种固相连接手段,FSW余了可以焊接用普通熔焊方法难以焊接的材料外(例如可以实现用熔焊难以保证质量的裂纹敏感性强的7000、2000系列铝合金的高质量连接),FSW还具有温度低,变形小、接头力学性能好(包括疲劳、拉伸、弯曲),不产生类似熔焊接头的铸造组织缺陷,并且其组织由于塑性流动而细化、焊接变形小、焊前及焊后处理简单、能够进行全位置的焊接、适应性好,效率高、操作简单、环境保护好等优点。
阴极电弧离子镀原理引言阴极电弧离子镀是一种常用的表面处理技术,可以在金属材料表面形成薄膜,改善材料的性能。
本文将从原理、设备、工艺流程和应用领域等方面对阴极电弧离子镀进行全面探讨。
原理阴极电弧离子镀是通过在真空环境中产生电弧放电,使得阳极材料形成离子,通过电场加速,使离子沉积在阴极材料表面的一种表面处理技术。
其主要原理如下: 1. 真空环境:创建真空环境有助于防止杂质的存在,保证沉积膜的纯度。
2. 电极材料:阳极和阴极材料分别选择不同的材料,以便在电弧放电过程中产生不同的离子。
3. 电弧放电:通过提供足够的电压和电流,在阳极和阴极之间形成电弧放电。
电弧产生瞬间高温、高压的条件,使阳极材料融化,并形成离子。
4. 离子加速:电场的作用下,离子受到加速,并沉积在阴极材料表面形成薄膜。
设备阴极电弧离子镀需要以下几种设备: 1. 真空装置:用于创建和维持真空环境,包括真空室、真空泵和管道等。
2. 电源:提供足够的电压和电流,以产生电弧放电。
3. 阳极和阴极:阳极和阴极材料需要选择合适的金属或合金,以产生需要的离子。
4. 控制系统:用于控制整个镀膜过程的参数,包括电弧放电条件、离子沉积速度和膜厚等。
工艺流程阴极电弧离子镀的工艺流程主要包括以下几个步骤: 1. 准备工作:清洁阴极表面,去除表面的杂质和氧化物,以保证表面的良好粘附性。
2. 真空抽气:将装置抽成一定的真空度,以消除空气对离子镀过程的干扰和污染。
3. 预处理:在真空环境中对阴极进行预处理,如加热、清洗或表面活化处理等,以提高表面的吸附性和离子镀的效果。
4. 电弧放电:通过提供足够的电压和电流,在阳极和阴极之间形成电弧放电,使阳极材料融化并形成离子。
5. 离子沉积:离子受到电场的加速作用,沉积在阴极材料表面,形成均匀的镀层。
6. 后处理:对镀层进行清洗、干燥和检验,以确保镀层质量和性能。
应用领域阴极电弧离子镀广泛应用于各个领域,主要包括以下几个方面: 1. 表面保护:阴极电弧离子镀可形成高质量的镀层,提高材料的防腐蚀性能,延长材料的使用寿命。
空心阴极真空电弧焊接技术特性与应用综述
(Hollow Cathode Vacuum Arc Welding)
摘要研究了空心阴极真空电弧焊接(HCVAW)的一些基本特性及空心阴极在航空方面的应用关键词空心阴极真空电弧焊接特性应用
前言空心阴极真空电弧焊接(Hollow Cathode V acuum Arc Welding,HCV A W)的特点是:将空心阴极焊枪置于真空室内,空心阴极内部通以微量的惰
性气体,气体经过空心阴极到达真空室中,真空泵不断地
将真空室内的气体抽走,从而维持真空度在一定数值,电
弧在空心阴极和阳极工件之间燃烧,见图1。
将空心阴极作为焊炬的真空焊接设备,具有设备简单、
适应性强的特点,既利用了真空保护的优点,又能和常
规电弧焊设备相通用,有着良好的工艺条件,在俄罗斯
众多工业企业中HCVA已广泛应用于熔焊、堆焊和真空钎
焊。
自80年代以来,美、日等国家也竞相开始了空心阴
极真空电弧焊接技术[1]。
我国则是从90年代初开始进行
HCVAW焊接技术方面的研究。
[2] 图1空心阴极真空焊接
焊接设备
HCVA W的引弧方法
接触引弧:它会损坏电极,一般不用。
高频引弧:低气压下产生放电比较困难,需要更高的引弧电压,引弧的可靠性差。
非接触加热引弧:等到钽电极被加热到白热状态时,在空载电压下转为电弧,加热方法有高频加热和电阻加热。
电弧的特点(1)
电流<50A时,电弧能量密度低,柔性大,轮廓不清,它是发散态电弧。
电弧的特点(2)
电流>50A时,弧柱直径相当于阴极内孔直径,电弧变为光亮的蓝色弧柱,这时的电弧是一束挺直度很好、穿透能力很强的聚积态电弧,见图2。
(a) 发射态电弧(b) 积聚态电弧
图2 空心阴极真空电弧放电的两种电弧形态
电弧的特点(3)
与常规大气压下焊接电弧放电相比,空心阴极真空电弧放电有以下不同之处:
a)放电气压不同,真空室的真空度一般在10-2~10Pa的范围。
b)电极形状不同,有微量的等离子工作气体从空心阴极内流过。
c)电子发射位置不同,电子发射位于空心阴极的内腔(激活区)
d)常规TIG电弧焊时弧长2~10㎜,而HCV A W过程中电弧气隙可达到100㎜。
电弧的特点(4)
真空电弧的构成,见图3
Ⅰ、阴极压降区(激活区)
Ⅱ、内部等离子区
Ⅲ、阴极出口区
Ⅳ、弧柱区
Ⅴ、阳极压降区
图3 空心阴极真空电弧构造示意图
真空电弧焊应用
由于加热能量密度可达1×105W/㎝2,不开破口一次可焊接厚度为14~16㎜的钛合金板。
由于是真空状态,O2、N2的分压特别小,熔池金属的保
护效果非常好。
钛合金的真空电弧焊在俄罗斯运载火箭的钛合
金燃料箱中得到了应用,并采用了带有横向磁场控制的空心阴
极焊枪,见图4。
空心阴极在微推力器中应用[3]
空心阴极微推力器是一种新的低功率电推进方式, 它具有
比冲高、可靠性高、体积小、结构简单的突出特点, 在小卫星
和微小卫星有广泛的应用前景。
空心阴极微推力器结构如图5
所示, 它有一个微小的高效率空心阴极, 用于电离Xe 推进剂,
产生的Xe离子在离子光学系统作用下, 向空间喷出, 产生推
力。
空心阴极微推力器通常很小, 直径可小于1 cm ,长度可小
于2 cm , 功率在5~25W , 比冲在1500 S,推力在0. 2~ 1 mN.
效率为可达25% , 由于空心阴极微推力器的离子束流只有数mA ,
因此束流的中和也比较容易实现。
图9 采用磁控技术
的HCV A W焊枪
图4 空心阴极微推力器原理图
和胶体推力器、场致发射推力器, 以及其他一些新型推力器相比, 空心阴极微推力器采用的关键技术是空心阴极技术, 该技术已经经过多次空间飞行验证, 在可靠性方面, 有比较好的基础。
因此, 关于空心阴极微推力器的研究在国外很受重视[4]。
与常规TIG焊相比较(1)
焊接方法材料板厚焊接电流弧长焊接速度氩气流量HCV AW Cr18Ni9Ti6㎜100A10㎜12m/h 15mL/min TIG焊1Cr18Ni9Ti6㎜100A2㎜12m/h 8L /min
与常规TIG焊相比较(2)
(a) TIG (b) HCV A W
图5 HCV A W和TIG 焊熔深对比
总结
空心阴极真空电弧焊接(HCVAW)在空间技术中有广泛的应用, 国外在这一领域已经进入了实用化阶段。
我国如果在这一领域能取得突破性进展, 不仅对推动我国电推进技术的发展有重要意义, 而且对我国发展航天器电位主动控制技术、空间实验室技术、宇航员出舱技术、空间电动力学系绳技术都具有重要的意义, 因此, 我们对空间空心阴极的研制工作应该予以重视。
参考文献
[1] Weeks J L,Krotz P D,Todd D T,et al.Vacuum gas tungsten arc xelding,Final Report,Contact.No.NAS8-39932,1996
[2] 孙乃文,关桥,郭德伦等.真空电弧焊接与钎焊技术.焊接学报,199r7,18(3):129~133
[3] Jacobson D T and Jankovsky R S. , Test Results of a2002W Class Hall Th ruster
[C ]. A IAA Paper N o. 9823792, 34th A IAA öA SM Eö SA EöA SEE Jo int P ropulsion Conference, Cleveland,U SA , July 1998.
[4] 郭宁, 顾佐, 邱家稳,空心阴极在空间技术中的应用,真空,VACUUM,兰州物理研究所,2005,9:第42卷第5期
空心阴极真空电弧焊接
基本特性与应用综述(Hollow Cathode Vacuum Arc Welding)
南昌航空大学
俞鑫年09034304 2012年5月1日。