中厚板三维二冷配水系统开发与实践_刘志远
- 格式:pdf
- 大小:938.43 KB
- 文档页数:6
中厚板控制冷却技术李嘉欣(辽宁科技大学材料成型及控制工程12级,学号1233010154)[摘要]控制轧制和控制冷却是现代化中厚板厂的主导生产工艺,用于生产优质的中厚钢板。
本文介绍了中厚板控制冷却技术的发展和现状,阐明了控冷对钢材组织性能的影响,对各种冷却方式进行了分析、比较,讨论了影响控制冷却效果的主要因素,并提出了应用控冷技术应该解决的几个问题,掌握这些情况对于中厚板厂选择合适的冷却方式和控冷系统的改造有一定参考作用。
[关键词]中厚板;控制冷却;冷却方式;发展Controlled Cooling Technology for Medium PlateAbstract: The control rolling and control cooling is a dominated process in a modern medium plate, which is used for producing quality medium steel plate. This paper reviews the development and current situation of the technology of controlled cooling for medium plate,and describes the effect of controlled cooling on the structure and properties of medium plate. The performances of all kinds of cooling methods are analyzed and compared. The main factors influencing the effect of controlled cooling are discussed. In addition,some key problems to be solved in the application are also given. It can be used for reference in choosing of suitable cooling methods and the controlled cooling systems.Keywords:medium plate;controlled cooling;cooling mode;development1前言传统的中厚板生产工艺,钢板轧后到精整之前,要经过长时间的自然空冷降温,这不但影响产量,而且还因冷床不足导致钢板在蓝脆温度下剪切,增加了钢板的废品率。

中厚板轧制中间冷却过程控制模型研究与应用的开题报告1. 研究背景中厚板是一种重要的钢材产品,在船舶、桥梁、建筑等领域得到广泛应用。
中厚板的轧制过程中,中间冷却过程对最终的产品性能有重要影响。
因此,对中厚板轧制中间冷却过程进行控制,能够有效提高产品的质量和产量,降低生产成本。
2. 研究目的本文旨在研究中厚板轧制中间冷却过程控制模型,通过建立数学模型和开展仿真分析,探索中间冷却过程中的温度、应力、变形等因素对产品质量的影响规律,为工业生产提供参考和指导。
3. 研究内容(1)中厚板轧制中间冷却过程控制现状及存在问题的分析;(2)中厚板轧制中间冷却过程数学模型的建立;(3)模型参数的确定和优化;(4)数值模拟及实验验证;(5)模型应用于工业生产并实现控制。
4. 研究方法(1)参考国内外文献资料并进行文献综述;(2)根据已有研究成果,建立控制模型;(3)利用实验数据进行模型的参数优化;(4)采用数值仿真方法,验证模型的准确性和有效性;(5)将模型应用于工业生产,并对实际效果进行评估。
5. 研究意义(1)为中厚板轧制中间冷却过程控制提供一种新的方法;(2)为工业制造提高质量、产量、降低成本提供技术支持;(3)丰富相关学科领域的研究内容;(4)为相关企业提供技术支持和指导,增强其在市场竞争中的竞争力。
6. 预期成果(1)建立中厚板轧制中间冷却过程控制数学模型;(2)确定模型参数;(3)通过数值模拟验证模型的有效性;(4)将模型应用于工业生产,并实现控制。
7. 研究进展目前,对中厚板轧制中间冷却过程控制模型的研究还处于初级阶段,国内外尚未有较为系统和成熟的研究成果。
我们将在充分文献综述的基础上,利用实验数据和数值仿真进行模型的建立和验证,并预计在六个月内完成中期报告,一年内完成论文的撰写和答辩。

中厚板ACC 系统控制冷却是在控制轧制后,在奥氏体向铁素体相变的温度区域进行某种程度的快速冷却,使相变组织比单纯控制轧制更加细微化,以获得更高强度的技术。
同时,该技术还是一项节约合金、简化工序、节约成本的先进技术,可以充分挖掘轧制潜力,大幅度提高钢板的综合力学性能,给企业带来巨大的经济效益和社会效益。
热轧钢材轧后控制冷却能改善钢材组织,提高钢材性能,缩短热轧钢材的冷却时间,提高轧机的生产能力,还可以防止钢材在冷却过程中由于不均匀而产生的扭曲和弯曲,同时还可以减少氧化铁皮损失。
利用钢材轧后余热,给予一定的冷却速度控制钢材相变过程,从而可以取代轧后正火处理和淬火处理,节省了二次加热的能耗,减少了工序,缩短了生产周期,从而降低了生产成本。
近年来,由于各大企业和科研单位的极大重视,全面研究了铁素体-珠光体钢各种组织与性能的关系,根据钢的晶粒变化特性,使用合适控制冷却技术可以获得强度、韧性都好的热轧钢材,随着研究的深入控制冷却技术也就越来越成熟。
济钢根据市场的变化决定走品种结构优化和钢材质量之路,具有高屋建瓴的战略眼光。
在中厚板厂新上轧后快速冷却装置有利于提高钢板质量和品种优化,不但能节省能源也降低了成本,并且还为品种开发提供了基本条件,为济钢的做强做大夯实基础。
1、济钢中厚板厂ACC系统概述ACC系统冷却区的技术参数关键在开冷温度、终冷温度和冷却率,在ACC系统中,特别是终冷温度要精确控制。
济钢中厚板轧机轧后快速冷却控制(Accelerated Controlled Cooling)系统可分为以下几部分:冷却水处理系统、高位中间水箱、冷却装置、计算机自动控制系统、仪表检测系统、冷却水量控制系统、吹扫及侧喷机构等。
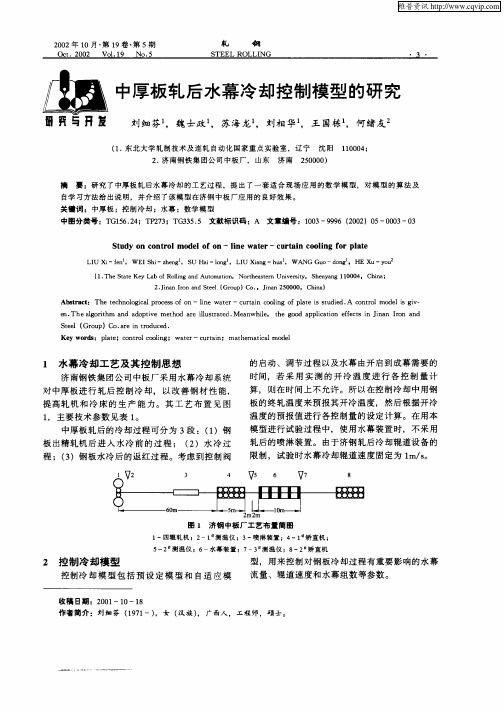
冷却系统布置示意图见图1所示。
其中冷却区是指从3500mm精轧机最后一道次出口处的温度开始到十一辊强力矫直机前的返红温度为止的区域,具体可分为一区(在精轧机)、二区(ACC 入口)、三区(在ACC)、四区(ACC出口)和五区(矫直机),其中第三区就是ACC的冷却区,A CC根据冶金理论分为两个冷却区:冷却1区(快冷区)、冷却2区(微调区)两部分。

沿海缺水灌区水资源优化调配耦合模型
刘志远
【期刊名称】《科技信息》
【年(卷),期】2014(000)014
【摘要】本文研究了一种基于含水层海水入侵模拟模型(子模型)和作物优化配水模型(子模型)的沿海缺水灌区水资源优化调配耦合模型,用数值方法求解了含水层海水入侵模拟子模型,并首次将基于分解协调的人工鱼群算法应用于作物优化配水的计算,通过地下水抽水量实现了子模型的耦合,利用Visual Basic610软件编制了耦合模型的计算程序。
将模型应用于威海市节水灌溉示范区,得出其平水年(50%)、一般干旱年(75%)两种水文年型的水资源联合调配方案。
结果表明基于分解协调的人工鱼群算法收敛性好,提高了计算速率,较好的解决了作物优化配水大系统中常见的变量维数高、约束方程多等问题,示范区平水年增加有效供水量
997105m3/hm2,一般干旱年增加有效供水量86311m3/hm2,能高效利用水资源并能有效控制含水层海水入侵,经济效益和生态效益明显。
【总页数】3页(P173-174,189)
【作者】刘志远
【作者单位】三林万业上海企业集团有限公司
【正文语种】中文
【相关文献】
1.沿海缺水灌区地表水地下水联合调配管理信息系统
2.缺水型灌区水资源优化调度模型研究
3.沿海缺水灌区水资源优化调配耦合模型
4.多水源引水灌区水资源调配模型及应用
5.基于粒子群人工蜂群算法的灌区渠-塘-田优化调配耦合模型
因版权原因,仅展示原文概要,查看原文内容请购买。
专利名称:一种轴承锻件水冷正火处理系统
专利类型:实用新型专利
发明人:刘志远,刘福群,于立,宋允东,万彦彰,陈晶申请号:CN201920617058.9
申请日:20190430
公开号:CN209836227U
公开日:
20191224
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种轴承锻件水冷正火处理系统,属于锻件热处理技术领域。
主要技术方案如下:一种轴承锻件水冷正火处理系统,包括加热炉、冷却装置和吊装,所述的加热炉上方为炉盖,加热炉循环风机固定于炉盖上,所述的冷却装置包括冷却塔、水池,所述的冷却塔上方为冷却塔风机,所述的冷却塔的底部通过冷却塔上水管、水池进水管连接水池,所述的冷却塔上水管安装有水泵。
本实用新型正火处理系统提高了产品质量,节约水电费,实现节能环保,占地少,系统简单,操作便捷。
申请人:大连海泰轴承制造有限公司
地址:116399 辽宁省大连市瓦房店市岭东办事处东长春路三段781号
国籍:CN
代理机构:大连智高专利事务所(特殊普通合伙)
代理人:李楠
更多信息请下载全文后查看。